Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала.
Цель изобретения - повышение качества изготавливаемых деталей путем размеш,ения упоров-ловителей на последней позиции штампа последоБательно-совмеш,енного действия и фиксации ими полосы по поверхностям, полученным пуансоном, образующим контур детали.
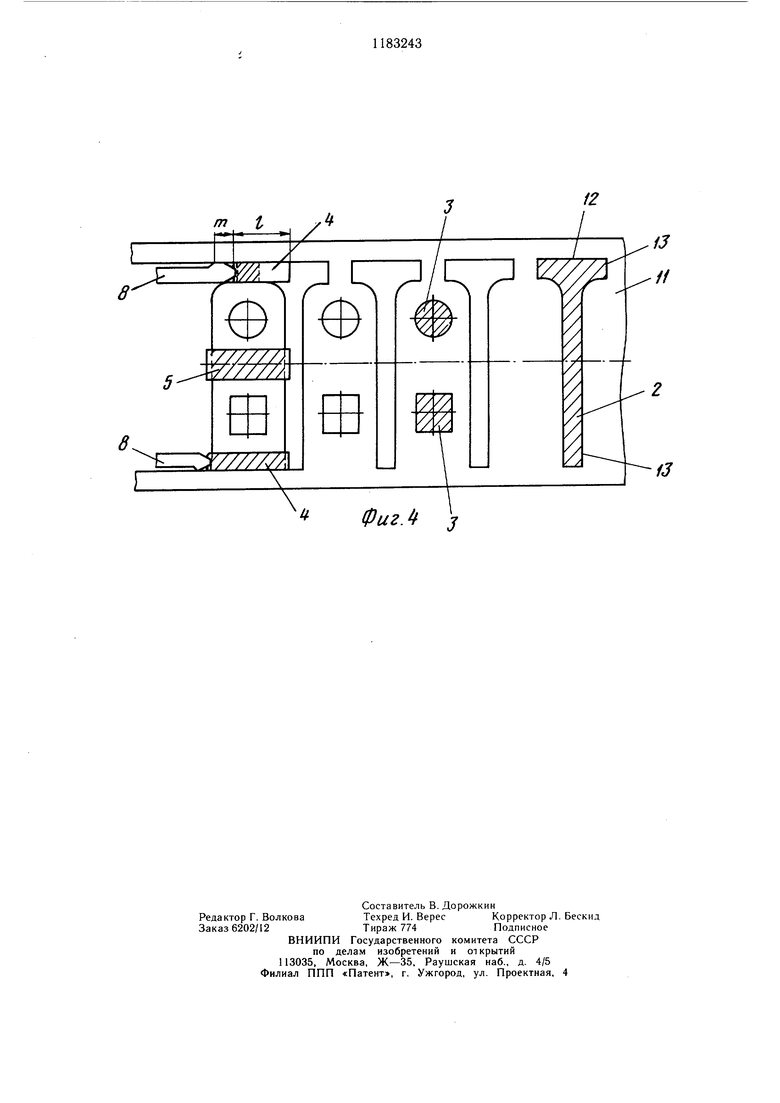
На фиг. 1 изображен предлагаемый штамп , разрез; на фиг. 2 - съемник с пуансонами, вид снизу; на фиг. 3 - часть упора-ловителя и пуансона для окончательной вырубки (увеличенное изображение); на фиг. 4 - раскрой полосы.
Штамп содержит верхнюю плиту 1, на которой расположены пуансон 2 для вырубки части контура детали, пуансоны 3 для пробивки, пуансоны 4 для окончательной вырубки и гибочный пуансон 5, и матрицу 6, на которой установлены жесткий съемник 7, в котором расположены упоры-ловители 8. Упор-ловитель имеет рабочие поверхности 9 и 10. Длина режушей части Е пуансона 4
меньше шага подачи на длину m рабочей поверхности 9 упора-ловителя 8.
Штамп работает следуюш,им образом.
Полоса 11 подается на первую позицию, где вырубается часть контура детали и образуются поверхности 12 и 13 для фиксации. На последуюш,их позициях пробиваются отверстия пуансонами 3. На последней позиции осуш,ествляется фиксация упорамиловителями 8 по поверхностям 12 и 13иотрезка детали пуансонами 4 и гибка пуансоном 5. При этом фиксация полосы от поперечного смещения производится все время по поверхностям 12, которые получены одним инструментом и потому имеют высокую точность расположения. Фиксация полосы именно на последней позиции, т. е. там же, где получается готовая деталь, позволяет повысить точность изготовления.
В самом начале обработки каждой полосы
до тех пор, пока не вступят в работу упорыловители 8, фиксация осуществляется по
предварительным упорам (не показаны).
Использование изобретения позволяет повысить качество изготавливаемых деталей за счет повышения точности фиксации.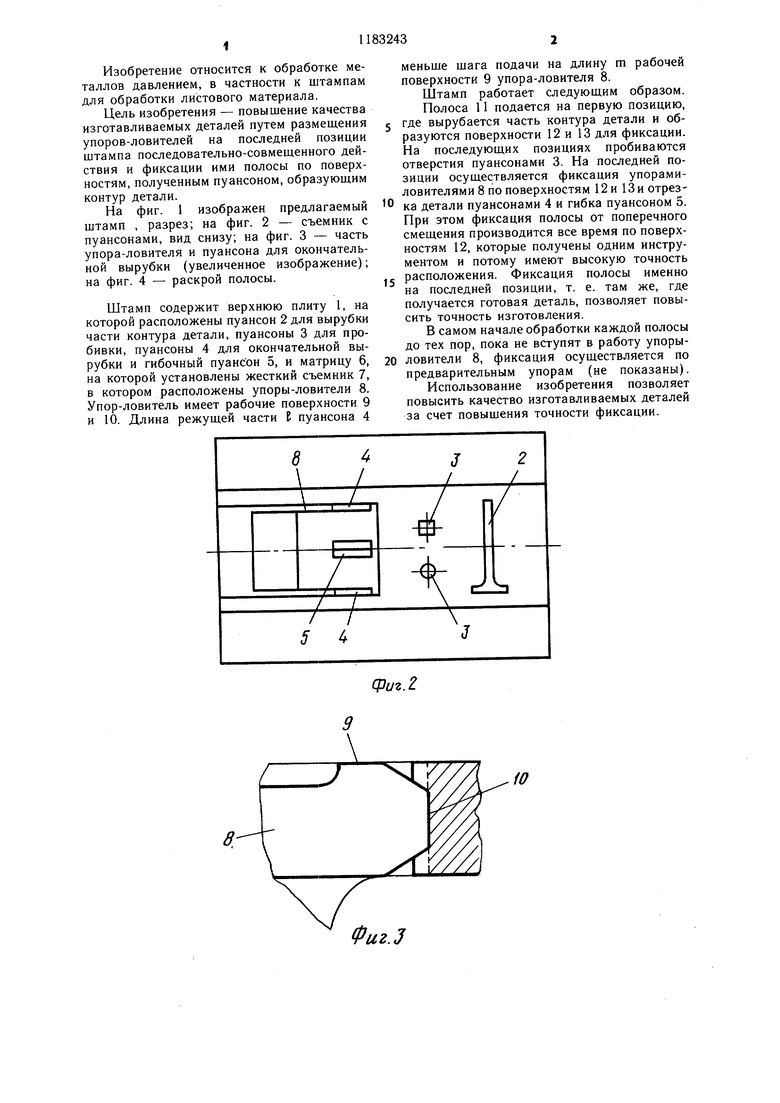
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| Штамп для вырубки деталей из профилей | 1990 |
|
SU1795921A3 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| Штамп последовательного действия | 1986 |
|
SU1348033A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
ШТАМП ПОСЛЕДОВАТЕЛЬНОСОВМЕЩЕННОГО ДЕЙСТВИЯ, содержащий нижнюю плиту, на которой установлена матрица, и верхнюю плиту, на которой установлены пуансон для вырубки части контура детали, имеющий две режущие кромки, параллельные продольной оси матрицы и расположенные по разные стороны от оси, и пуансоны для окончательной вырубки, расположенные по разные стороны от продольной оси матрицы и имеющие каждый режущую кромку, параллельную этой оси, а также содержащий два упора-ловителя, расположенные по разные стороны от продольной оси матрицы и имеющие каждый рабочие поверхности, одна из которых расположена в плоскости, перпендикулярной продольной оси матрицы и ее плоскости, а другая в плоскости, проходящей через режущую кромку пуансона для вырубки части контура детали и перпендикулярной плоскости матрицы, отличающийся тем, что, с целью повышения качества обрабатываемых деталей путем повышения точности фиксации, каждый упор-ловитель расположен на нижней плите за пуансоном для окончательной вырубки по ходу подачи обрабатываемого материала и с возможностью контактирования с ним одной своей рабочей поверхностью, а режущая кромка каждого пуансона для окончательной вырубки расположена в одной плоскости с соответствующей режущей кромкой пуансона для вырубки части контура детали и выполнена I с длиной, меньшей размера, полученного от деления расстояния от наиболее удаленсл ного от упора-ловителя конца режущей кромки пуансона для вырубки части контура детали до поверхности упора-ловителя, контактирующей с пуансоном для окончательной вырубки, на количество рабочих позиций между упором-ловителем и пуансоном для вырубки части контура, на длину другой рабочей поверхности упора-ловителя. 00 ее to 4 00 фиг.1
8
| Устройство для фиксации полосы | 1979 |
|
SU867473A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| М.: Машиностроение, 1978, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
