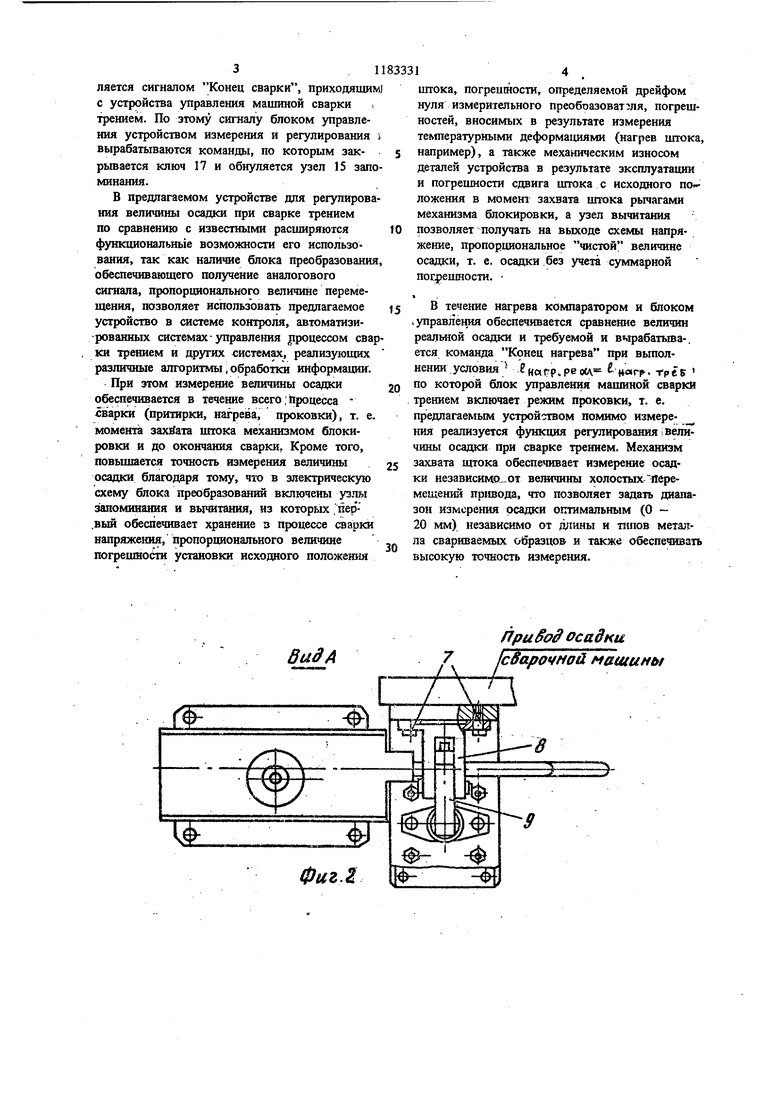
Изобретение относится к сварочному произ водству, и может быть использованов инстру ментальной, станкостроительной, автомобилестроительной, тракторостроительной и других отраслях промышленности при изготовлении деталей и узлов методом сварки трением. Цель изобретения - повышение качества сварного соединения путем повышения точности регулирования. На фиг. 1 изображено устройство для регулирования величины осадки при сварке трением, общий вид; на фиг. 2 - вид А на фиг.1; на фиг 3 - разрез Б-Б Н 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - структурная схема блока преобра зования. .. Устройство состоит из блока 1 преобразований, содержащего корпус 2, подпружиненный шток 3, связанный через зубчатую передачу 4 с осью потенциометра 5, включенного в цепь обратной связи измерительного преобразователя (сопротивление Ry, фиг. 5), и ме ханизма 6 блокировки штока, состояш;его из подпружиненного плавающего в направляющих 7 захватного органа 8, который содержит два рычага 9 и 10, синхронно приводимых в положение захвата при помопхи привода 11 блокировки (толкающего электромагнита), контактирующего с рычагами через дед:пфирующее звено 12. Структурная схема блока преобразов;шия (фиг. 5) состоит из измерительного преобразо вателя 13, в цепь обратной связи которого включен потенциометр R, коммутатора 14, узла 15 запоминания, узла 16 вышиания, клю ча 17, компаратора 18, блока 19 работой, блока 20 управления машиной сварки трением, узла 21 задания величины осадки. Устройство работает следующим обра:юм. Во время подачи свариваемой детали в зону сварки механизм 6 блокировки штока, установленный на приводе,; перемещается вместе с ним и в дальнейшем раскрытыми захватными рычагами 9 и 10 наезжает наподпружи пеиный шток 3 блока 1 преобразования, ч установле1шого на неподвижной части сварочной машины. В момент соприкосновения торцов свариваемых деталей с блока управления машины сварки трением подается сигнал на привод 11 блокировки штока (толкающий электромагнит
который через демпфирующее звено 12 сводит рычаги 9 и 10, в результате чего происходит блокировка, подпружиненного штока 3 с приводом подачи заготовки. Таким образом фиксируется начало процесса сварки. В дальнейшем 55 в течение нагрева и проковки (притирки) зах- . ватный орган 8 ведет подпружиненный шток синхронно процессу.
и,
и„ -О
(2)
TpeS
X О
управления формируется команда нагрева, поступающая на блок управОтклонения оси штока 3 относительно центра рабочего контура захватных рычагов 9 и 10, вызванные возможными люфтами в направляющих привода подачи сварочной машины несущим механизмом 6 блокировки штока, компенсируются за счет плавающей посадки захватного органа 8 в направляющих 7 и зазоров рабочего контура рычагов 9 и 10 (контура охвата штока). В течение сварки шток, ведомый захватным органом. 8, через зубчатую передачу 4 вращает ось потенциометра 5 (Ry, фиг. 5). Включение потенциометра в цепь обратной связи измерительного преобразователя обеспечивает линейную зависимость выходного сигнала ((Jan ) от положения штока. До начала сварки ключ 17 закрыт, напряжение на первом входе : компаратора равно нулю. На второй его вход подается напряжение, пропорциональное величине требуемой осадки с узла 21 задания величины осадки. Узел 15 запоминания, работа которого через коммутатор управляется блоком управления, приводится в исходное состояние (обнуляется). При получении с блока 20 управления машиной сварки трением сигнала Начало сварки блок 19 управления формирует команды, по которым узлом 15 запоминается напряжение погрешности положения ипока, включающей в себя погрешность установки штока возвратной пружиной в исходное состояние, погрешность, вносимая дрейфом нуля измерительного преобразователя, а погрешность, которая может появиться в результате сдвига штока с исходного положения в момент захвата его рьиагами захватного органа. При этом открывается ключ 17. В течение процесса сварки узлом вычитания реализуется функция.-; Uf.... {J -I/ - () напряжение,- пропорциональное положению штока относительно оси потенциометра; (J - напряжемте суммарной погрешности. На компараторе 18 сравниваются напряжения итре5(с узла 21 задания) (с узла,вычитания) и при их равенстве, т. е. в случае вьшолнения условия .i Цвих или учитывая выражение (1) лешм машиной сварки. По этому сигналу включается режим . проковки, в течение которой осуществляется измерение величины осадки. Окончание цикла измерения определяется сигналом Конец сварки, приходящим с устройства управления маиганой сварки трением. По этому сигналу блоком управления устройством измерения и регулирования i вырабатываются команды, по которым закрьтается ключ 17 и обнуляется узел 15 запоминания.
В предлагаемом устройстве для регулирования величины осадки при сварке трением по сравнению с известными расширяются функциональнь1е возможности его использования, так как наличие блока преобразования обеспечивающего получение аналогового сигнала, пропорционального величине перемещения, позволяет использовать предлагаемое устройство в системе контроля, автоматизированных системах управления процессом сварки трением и других системах, реализующих различные алгоритмы, обработки информации.
При этом измерение величины осадки обеспечивается в течение всего; Процесса «варки (притирки, нагрева, проковки), т. е. момента захвата щтока механизмом блокировки и до окончания сварки, Кроме того, повышается точность измерения величины осадки благодаря тому, что в электрическую схему блока преобразований включены узлы запоминания и вычитания, из которых. пер.вый обеспечивает хранение з процессе сварки напряжения, пропорционального величине погрешности установки исходного положешш
штока, погреишости, определяемой дрейфом нуля измерительного преобоазоват ля, погрешностей, вносимых в результате измерения телтературными деформациями (нагрев штока например), а также механическим износом деталей устройства в результате эксплуатации и погрешности сдвига штока с исходного положения в момен захвата штока рычагами механизма блокировки, а уэел вычитания позволяет получать на выходе схемы напряжение, пропорциональное чистой величине осадки, т. е. осадки без учета суммарной погрешности.
В течение нагрева компаратором н блоком .управления обеспечивается сравнение величин реальной осадки и требуемой и вчрабатыва-. ется команда Конец нагрева при вьшолнении условия ««рр ре оел м«гг. тр с 5 по которой блок управления машиной сварки трением включает режим проковки, т. е. предлагаемьшл устройством помимо измерения реализуется функция регулирования i величины осадки при сварке трением. Механизм захвата щтока обеспечивает измерение осадки независимо от величины холостых яеремещений привода, что позволяет задать диапазон измерения осадки оптимальным (О - 20 мм) независимо от длины и типов металла свариваемых образцов и также обеспечиват высокую точность измерения.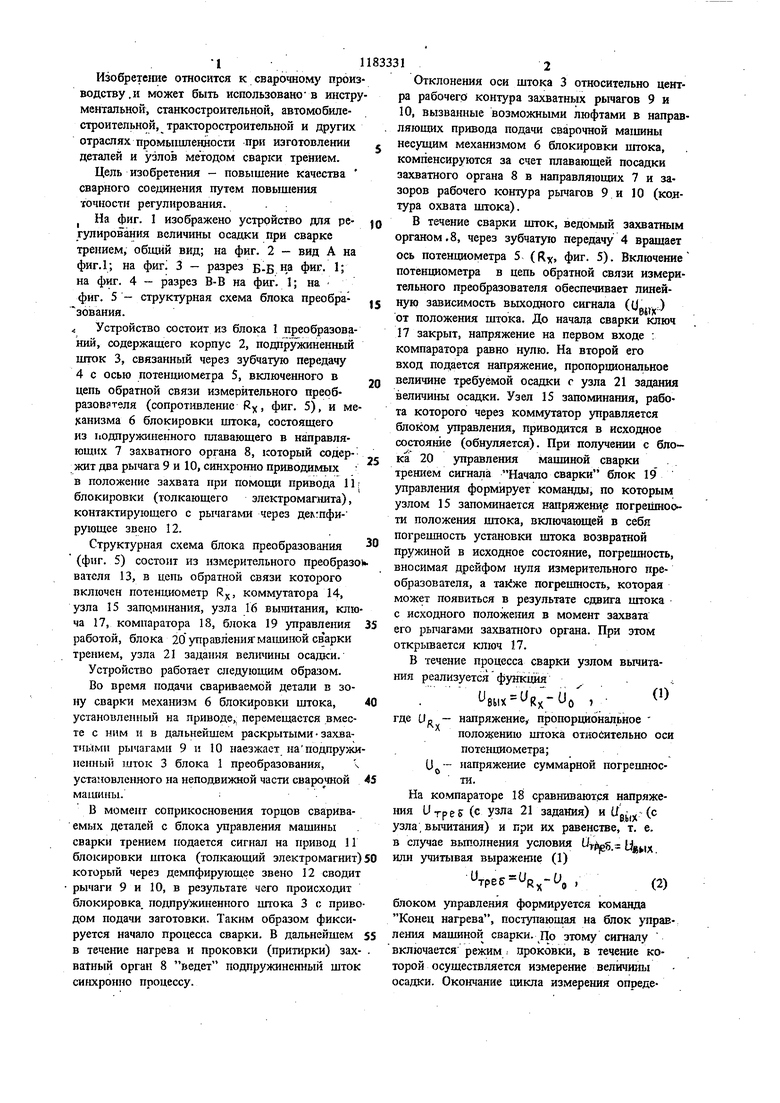
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения амплитуды сварочного тока | 1981 |
|
SU1009676A1 |
| Способ контроля процесса сварки трением и устройство для его осуществления | 1985 |
|
SU1311890A1 |
| Устройство для сварки трением | 1987 |
|
SU1500449A1 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Гидропривод машины для сварки трением | 1985 |
|
SU1227389A1 |
| Стенд для диагностики рулевых приводов транспортных средств | 1989 |
|
SU1651133A1 |
| Устройство для измерения осевой нагрузки на долото | 1982 |
|
SU1033719A1 |
| Способ измерения напряжения на электродах сварочной машины | 1978 |
|
SU685460A1 |
1. УСТЮЙСТВО ДЛЯ РЕГУЛИЮВА НИЯ ВЕЛИЧИНЫ ОСАДКИ ПРИ СВАРКЕ ТР НИЕМ, содержащее блок преобразования, в Котором с возмо5«сностью осевого перемещени установлен подпружиненный шток, и механиз блокировки щтока с приводом осадки свароч ной машины, отличающееся те что, с целью повыщения качества сварного соединения путем повыщения точностн регули/ (. рования, механизм блокировки апока с приводом осадки сварочной мащины снабжен подпружиненным плавающим в направляюиих захватным органом, состоящим из двух рьпагов, контактирующих через демпфирующее звено . с приводом осадки, блок преобразования выполнен на последовательно соединенных измерительных преобразователях, коммутаторе, узле запоминания, узле вычитания, ключе, компара-торе, блоке управления и на узле задания веЛЮ1ИНЫ осадки, а подпружиненный щток через зубчатую передачу связан-с осью потенциометра, включенного к входам измерительного преобразователя, при этом выход последнего соединен также с вторым входом узла вычитания, второй вход компаратора соединен с узлом задания осадки, а первый и второй выхо ды блока управления соединены соответственно с управляющим входом комм)татора и управляющим входом ключа. 2. Устройство по п. 1, о т л и ч а ю щ ее с я тем, что рабочий контур захватных рычагов вьшолнен с зазорами, соизмеримыми с величиной отклонения щтока.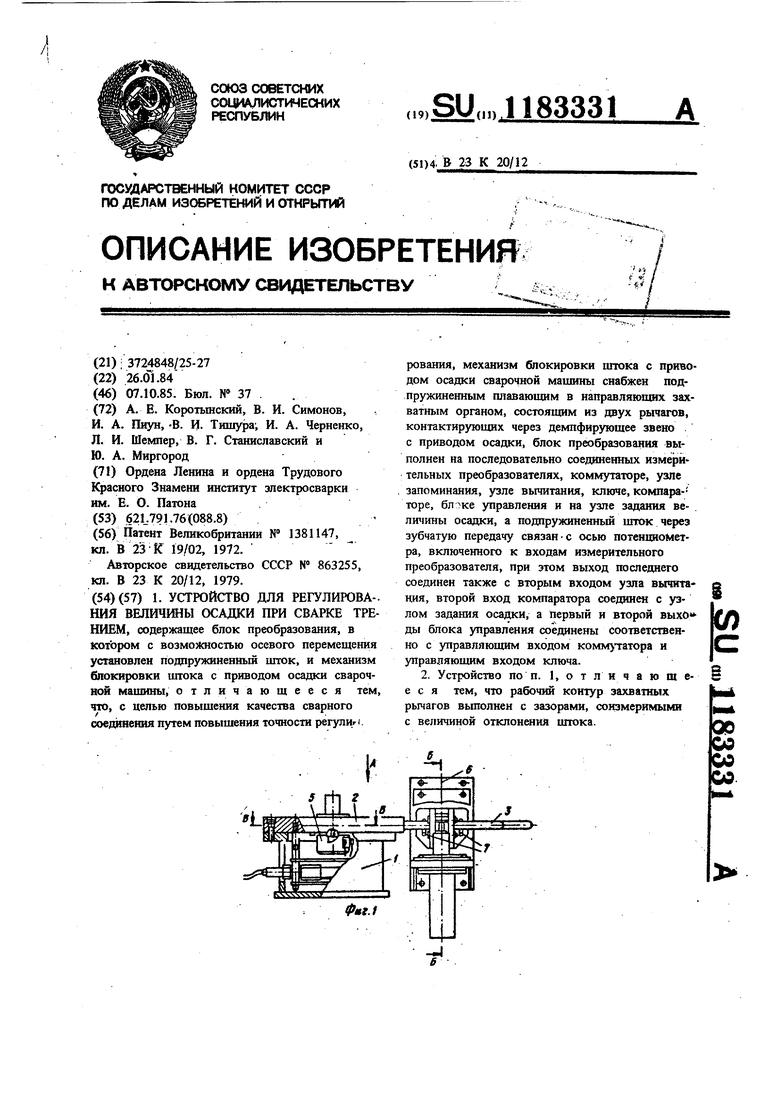
Фи.г.1 Hpuffoff осадки. 7 сваро1/ной машины riZAZl
fotfefo tte
AMWfJ V PVVIWfln
eetf n/M/ ялющых
| Состав для полирования стеклянных изделий | 1986 |
|
SU1381147A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контроля величины осадки при сварке трением | 1979 |
|
SU863255A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
