(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВЕЛИЧИНЫ ОСАДКИ ;Т1РИ СВАРКЕ ТРЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1985 |
|
SU1294539A1 |
| Машина для сварки трением | 1984 |
|
SU1232438A1 |
| Способ управления процессомСВАРКи ТРЕНиЕМ | 1979 |
|
SU831458A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Машина для сварки трением | 1987 |
|
SU1648691A1 |
| Машина для сварки трением | 1984 |
|
SU1191234A1 |
Изобретение относится к сварке металлов трением.
Известно устройство для контроля величины осадки при сварке трением, содержащее корпус, в котором с возможностью осевого перемещения ус тановлен подпружиненны шток, взаимодействующий с командным блоком, смонтированным на планке. В устройстве относительное положение штока и командного блока, жестко закрепленного на корпусе, однозначно определяет получение постоянного значения осадки в процессе нагрева независимо от колебания исходных осевых размеров соединяемых заготовок 1.
Однако использование данного устройства для контроля величины осадки не позволяет получить требуемый осевой размер сваренного изделия в тех случаях, когда осевые размеры заготовок неодинаковы
Целью изобретения является повыление точности осевого размера сваренного изделия путем варьирования величины осадки в зависимости- от тлС 1СОДНЫХ осевых размеров соединяемых заготовок.
Цель достигается тем,.что устройство снабжено рычагом, один конец Которого шарнирно закреплен на корпусе, а другой подпружинен относительно корпуса и установлен с возможностью взаимодействия со штоком,при этом планка с командным блоком шар- . нирно связана с рычагом и установлена в корпусе с возможностью осе10вого перемещения и стопорения в момент соприкосновения торцов соединяемых заготовок.
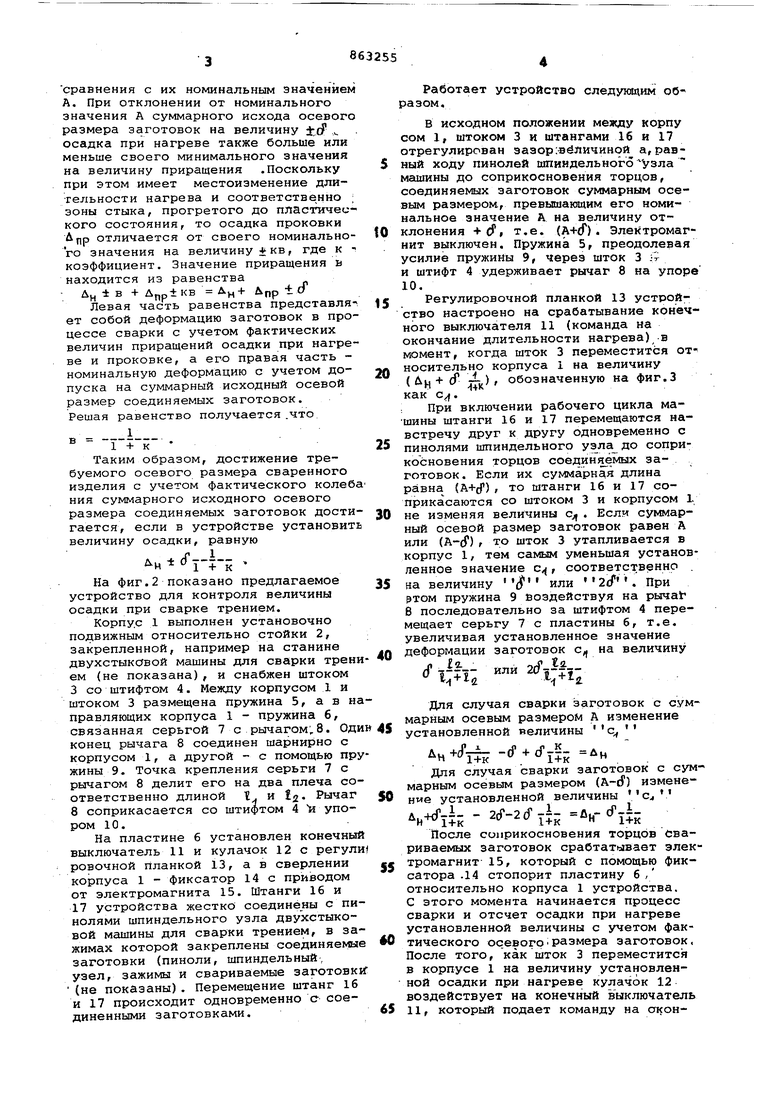
На фиг.1 показана схема размерной цепи суммарной деформации двух стыS ков соединяемых заготовок в процессе регламентации длительности нагрева с помсицью предлагаемого устройства. В этом случае величина осадки при нагреве Дн устанавливается в за2Q висимости от колебания суммарного, исходного осевого размера соединяемых заготовок после сравнения с их номинальным, значением А. При отклонении от номинального значения
25 А суммарного исхода осевого размера заготовок на величину +9 осадка при нагреве также больше или осевого номинального значения на величину приращения в. Поскольку
30 при этом имеет место изменен е длисравнения с их номинальным значением А. При отклонении от номинального значения А суммарного исхода осевого размера заготовок на величину ±(f осадка при нагреве также больше или меньше своего минимального значения на величину приращения .Поскольку при этом имеет местоизменение длительности нагрева и соответственно ; зоны стыка, прогретого до пластического состояния, то осадка проковки ЛПР отличается от своего номинального значения на величину ±кв, где к коэффициент. Значение приращения в находится из равенства
±(f
Д ± в + ДПР± KB AH+ np
Левая часть равенства представлял ет собой деформацию заготовок в процессе сварки с учетом фактических величин приращений осадки при нагреве и проковке, а его правая часть номинальную деформацию с учетом допуска на суммарный исходный осевой размер соединяемых заготовок. Решая равенство получается .что 1
В - к
Таким образом, достижение требуемого осевого размера сваренного изделия с учетом фактического колеба ния суммарного исходного осевого размера соединяемых заготовок достигается, если в устройстве установить величину осадки, равную
/г 1 м о
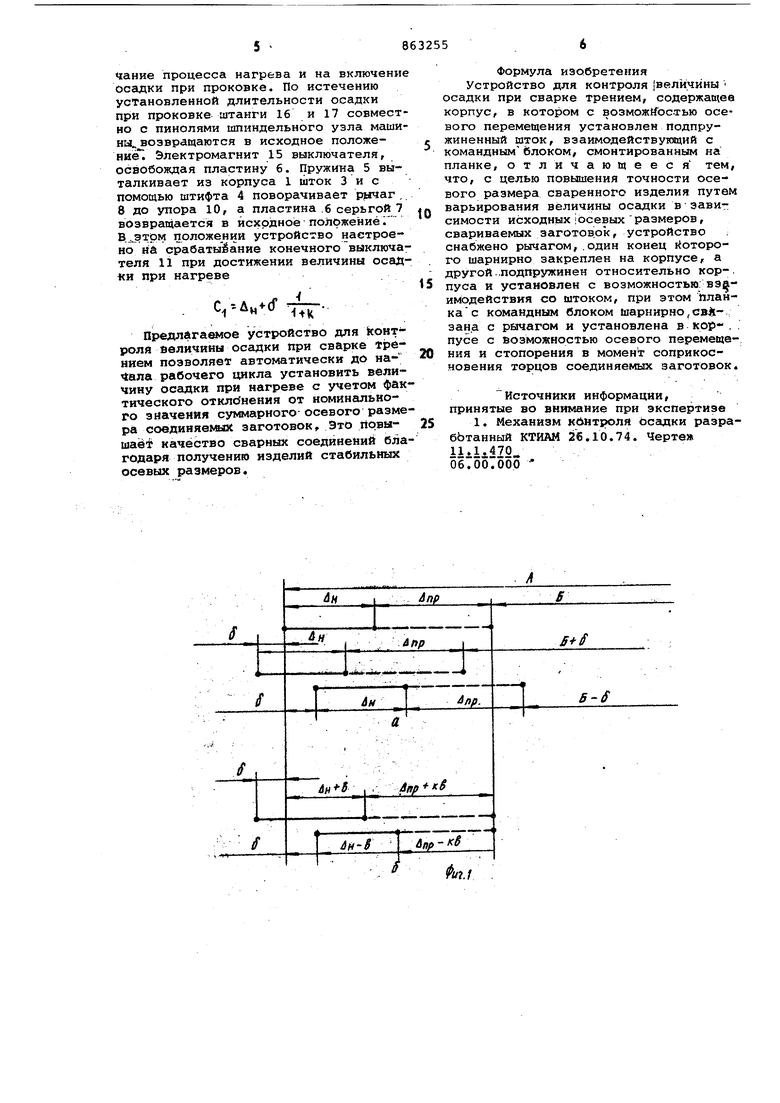
На фиг.2 показано предлагаемое устройство для контроля величины осадки при сварке трением.
Корпус 1 выполнен установочно подвижным относительно стойки 2, закрепленной, например на станине двухстыковой машины для сварки трением (не показана), и снабжен штоком 3 со штифтом 4. Между корпусом 1 и штоком 3 размещена пружина 5, а в направляющих корпуса 1 - пружина 6, связанная серьгой 7 с рычагом;8. Один конец рычага 8 соединен шарнирно с корпусом 1, а другой - с помощью пружины 9. Точка крепления серьги 7 с рычагом 8 делит его на два плеча соответственно длиной I и tz Рычаг 8 соприкасается со штифтом 4 и упором 10.
На пластине б установлен конечный выключатель 11 и кулачок 12с регули) ровочной Планкой 13, а в сверлении корпуса 1 - фиксатор 14 с приводом от электромагнита 15. Штанги 16 и 17 устройства жестко соединены с пинолями шпиндельного узла двухстыковой машины для сварки трением, в зажимах которой закреплены соединяемые заготовки (пиноли, шпиндельный, узел, зажимы и свариваемые заготовкнс (не показаны). Перемещение штанг 16 и 17 происходит одновременно с соединенными заготовками.
Работает устройство следующим образом,
в исходном положении между корпу сом 1, штоком 3 и штангами 16 и 17 отрегулирован зазор:вёпичиной а,равный ходу пинолей шпиндельного Узла машины до соприкосновения торцов, соединяемых заготовок суммарным осевым размером, превышающим его номинальное значение А на величину отклонения + сГ, т.е. (А+(Г) . Электромагнит выключен. Пружина 5, преодолевая усилие пружины 9, через шток 3 ь и штифт 4 удерживает рычаг 8 на упор 10.
Регулировочной планкой 13 устройство настроено на срабатывание конечного выключателя И (команда на окончание длительности нагрева) -в момент, когда шток 3 переместится относительно корпуса 1 на величину ( + (f г-.,), обозначенную на фиг.З
14
как с.
При включении рабочего цикла машины штанги 16 и 17 перемещаются навстречу друг к другу одновременно с пинолями шпиндельного узла до соприкосновения торцов соединяемых заготовок. Если их суммарная длина равна (A+tf) то штанги 16 и 17 соприкасаются со штоком 3 и корпусом 1 не изменяя величины С;, . Если суммарный осевой размер заготовок равен А или (A-(f) , то шток 3 утапливается в корпус 1, тем самым уменьшая установленное значение с, соответственно . на величину ( или . При этом пружина 9 воздействуя на В последовательно за штифтом 4 перемещает серьгу 7 с пластины 6, т.е. увеличивая установленное значение деформации заготовок с на величину
f или rf-AДля случая сварки :загртовок с суммарным осевым размером А изменение установленной величины с
H- i7 -f-dj5- AH;
Для случая сварки заготовок с суммарным осевым размером (A-rf) изменение установленной величины
иЛЬ-2 -2 Ш 1 к
После соприкосновения торцов Свариваемых заготовок срабтат лвает электромагнит 15, который с помощью фиксатора .14 стопорит пластину 6, относительно корпуса 1 устройства. С этого момента начинается процесс сварки и отсчет осадки при нагреве установленной величины с учетом фактического oqeBorpразмера заготовок. После того, как шток 3 переместится в корпусе 1 на величину установленной осадки при нагреве кулачок 12 воздействует на конечный выключатель 11, который подает команду на окончание процесса нагрева и на включени осадки при проковке. По истечению установленной длительности осадки при проковке штанги 16 и 17 совмест но с пинолями шпиндельного узла маши ньц оэвращаются в исходное положение Электромагнит 15 выключателя, освобождая пластину 6. Пружина 5 вы талкивает из корпуса 1 шток 3 и с помощью штифта 4 поворачивает рычаг , 8 до упора 10, а пластина ,6 серьгой 7 возвращается в исходноеположение 1 положении устройство настроено на срабатывание конечного выключа теля 11 при достижении величины осад ки при нагреве Ci-Дм ТГГПредлагаемое устройство для Контроля величины осгщкн при сварке трением позволяет автоматически до рабочего цикла установить величину осадки при нагреве с учетом фак тического отклонения от номинального значения суммарного- осевого разме ра соединяелйлх заготовок. Это повышае качество сварных соединений бла годаря получению изделий стабильных осевых размеров. Формула изобретения Устройство для контроля величины осадки при сварке трением, содержао1ев корпус, в котором с возможностью осевого перемещения установлен подпружиненный шток, взаимодействукяций с командным блоком, смонтированным на планке, отличающееся тем, что, с целью повышения точности осевого размера сваренного изделия путем варьирования величины осащки взависимости исходных Осевыхразмеров, свариваемых заготовок, устройство снабжено рычагом,,один конец Которого шарнирно закреплен на корпусе, а другой-.подпружинен относительно кор-. пуса и установлен с возможностью вз§иМодействкя со штоком, при этом планка с командным блоком шарнирно, GBJIзана с рычагом и установлена в кор- . пусе с возможностью осевого перемещения и стопорения в момент соприкосновения торцов соединяемых заготовок. Источники информации, принятые во внимание при экспертизе 1. Механизм кйитроля осадки разрабЬтанный КТИАМ 26.10.74. Чертеж iii-iZO. 06.00.000 А т Г тInb / ft
