11
Изобретение относится к сварочной технике и может быть использовано в инструментальной, станкостроительной, автомобильно-строительной, авиационной промьшшенности и др. при изготовлении деталей и узлов сваркой трением.
Целью изобретения является упрощение технологии контроля и реализующего его оборудования.
В процессе сварки осуществляют неодновременный последовательный контроль четырех параметров, а именно: давления нагрева, осадки нагрева, времени нагрева и давления поковки. При этом давление нагрева оценивают с задержкой относительно начала сварки на время, равное 20- 35% задаваемого времени нагрева, а в момент окончания нагрева (включение режима Проковка) запоминают время нагрева и осуществляют оценку величины осадки нагрева, а затем запомненного значения реального времени нагрева. ДаЛее с задержкой относительно включения проковки на время равное 30-45% выставляемого времени проковки, оценивают давление проковки.
Моменты времени для контроля давления нагрева контроля проковки выбираются в указанных пределах прямо пропорциональными задаваемыми технологическими значениями давления на- Грева и давления проковки соответственно.
Документирование реальных значений контролируемых параметров осуществляют последовательно в момент оценки соответствия этого его значения эталонному.
Отбраковку сварных соединений осуществляют, по окончании процесса сварки запретом отвода в исходное положение и разжима тисков машины.
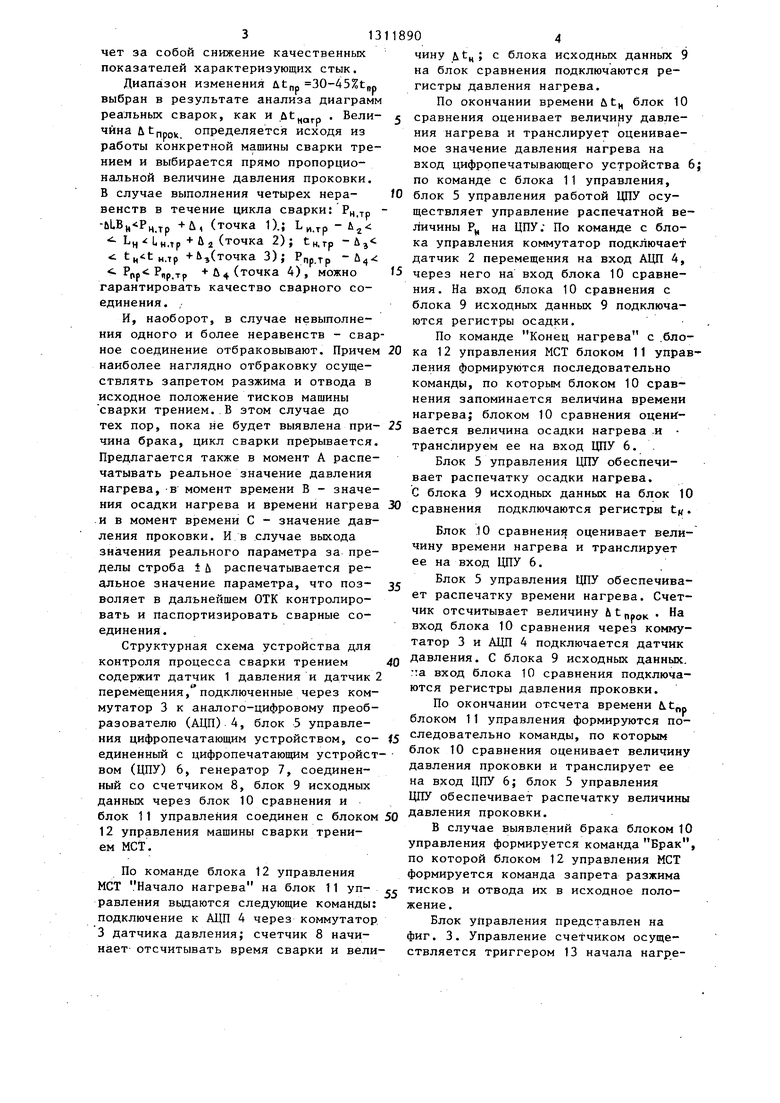
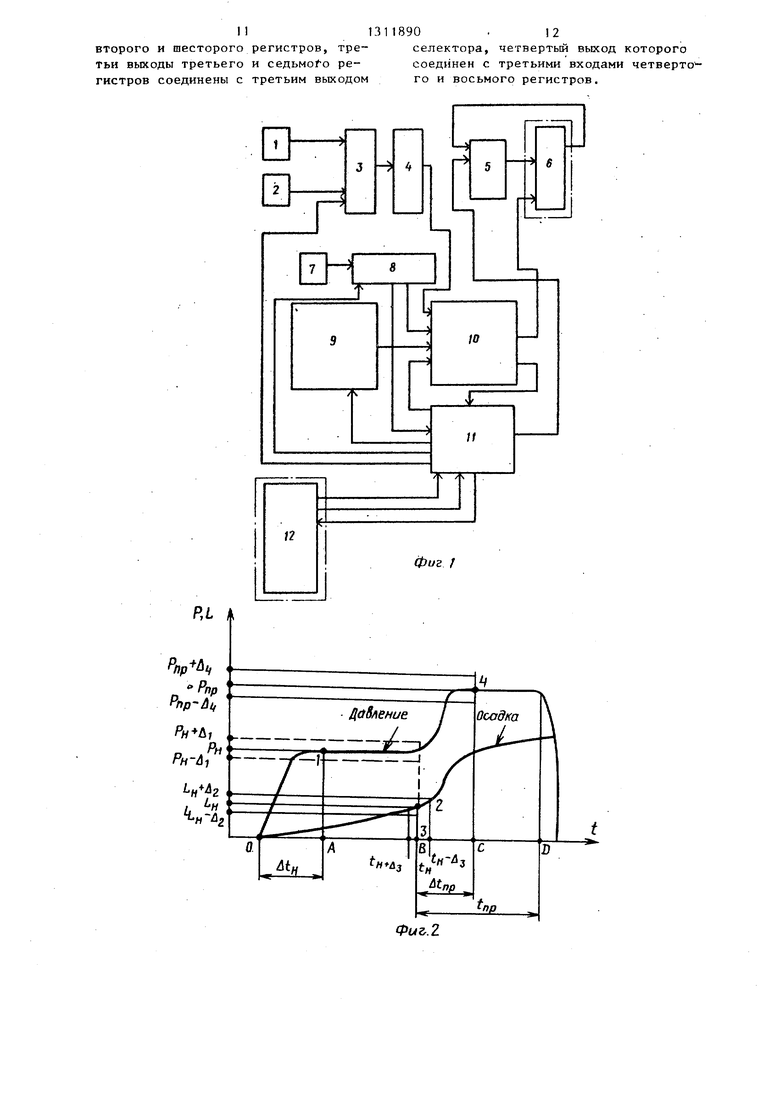
На фиг. 1 представлена структурная схема устройства для контроля процесса сварки трением; на фиг. 2 - временные диаграммы процесса сварки трением и контроля его основных параметров; на фиг. 3 - структурная схем блока управления; на фиг. 4 - блок сравнения; на фиг. 3 - блок исходных данных; на фиг. 6 - структурная схема блока управления работой ЦПУ.
На фиг. 2 обозначено: ОВ - время нагрева, ВД - время проковки. Оптимальным минимумом параметров, харак
902
теризующих процесс сварки трением, является давление нагрева , осадка нагрева, время нагрева и давление проковки. Первые три параметра доста- точно полно характеризуют первый этап сварки трением - нагрев. Действительно, контролируя давление нагрева и скорость нагрева (а контроль осадки нагрева за время нагрева являхЛЬч
ется скоростью нагрева (--) можно выut
явить практически все возможные причины возникновения брака: косые торцы заготовок, окалину и ржавчину на
торцах, случайную подмену одного материала другим и др. Более того, скорость осадки косвенно оценивает и давление нагрева, так как изменение его величины повлечет за собой изменение скорости нагрева. Кроме того, практика показывает, что если машина сварки трением вышла на режим нагрева, в дальнейшем величина давления нагрева не изменяется. Исходя из изложенного, предлагается осуществлять контроль давления нагрева в одной точке (А на фиг. 2), с задержкой относительно начала нагрева на величину ut| 20-35%tn. Диапазон 20-35% выбран опытным путем, исходя из возможностей гидроприводов машин сварки трением. Величина задержки ut для каждой машины и конкретной техноло- тии выбирается прямо пропорциональной величине давления нагрева, так как чем больше давление нагрева, тем больше времени понадобится машине для выхода на режим нагрева.
Характерной точкой развития процесса является момент окончания на- грева и включения режима Проковка (точка В на фиг. 2). В этот момент предлагается: запомнить значение
времени нагрева (t,); оценить величину осадки нагрева (т. 2); оценить запомненную величину времени нагрева (т. 3). Затем с задержкой относительно момента включения проковки на
величину Q t,,p 30-45%tpp предлагается оценить давление проковки (точка 4 на диаграмме давления фиг, 2), Проковка в меньшей степени чем нагрев влияет на качество сварного соединения. В случае выхода гидроприбора машины на режим (достижение величины давления в главном цилиндре значения Р РПООК - можно говорить о том, что давление проковки не повлечет за собой снижение качественных показателей характеризующих стык. Диапазон изменения 30-45%1„р
выбран в результате анализа диаграмм реальных сварок, как и . Вели- MHHautnpo определяется исходя из работы конкретной машины сварки трением и выбирается прямо пропорциональной величине давления проковки. В случае выполнения четырех неравенств в течение цикла сварки: -ьЬВц Рцдр +Л, (точка 1).; Ь,.тр-Ьг LH I-H.TP U2 (точка 2); t rp-uj .Tp +Ь,(точка 3); Рпр.тр 1 .тр +U4 (точка 4), можно
чину л tц; с блока исходных данных 9 на блок сравнения подключаются регистры давления нагрева.
По окончании времени ut,, блок 10 сравнения оценивает величину давления нагрева и транслирует оцениваемое значение давления нагрева на вход цифропечатывающего устройства 6; по команде с блока 11 управления, О блок 5 управления работой ЦПУ осуществляет управление распечатной величины Р.. на ЦПУ; По команде с блока управления коммутатор подключает датчик 2 перемещения на вход АЦП 4, J5 через него на вход блока 10 сравнения. На вход блока 10 сравнения с блока 9 исходных данных 9 подключаются регистры осадки.
По команде Конец нагрева с ,блогарантировать качество сварного соединения. ,
И, наоборот, в случае невыполнения одного и более неравенств - сварное соединение отбраковывают. Причем 20 ка 12 управления МСТ блоком 11 управ- наиболее наглядно отбраковку осуще- ления формируются последовательно ствлять запретом разжима и отвода в команды, по которым блоком 10 срав- исходное положение тисков машины нения запоминается величина времени сварки трением..В этом случае до нагрева; блоком 10 сравнения оценк- тех пор, пока не будет выявлена при- 25 вается величина осадки нагрева .и чина брака, цикл сварки прерывается. транслируем ее на вход ЦПУ 6. . Предлагается также в момент А распе- Блок 5 управления ЦПУ обеспечи- чатывать реальное значение давления дает распечатку осадки нагрева, нагрева, в момент времени В - значе- с блока 9 исходных данных на блок 10 кия осадки нагрева и времени нагрева 30 сравнения подключаются регистры t. .и в момент времени С - значение давления проковки. Ив случае выхода значения реального параметра за пределы строба i Л распечатывается реальное значение параметра, что позволяет в дальнейшем DTK контролировать и паспортизировать сварные соединения.
Структурная схема устройства для контроля процесса сварки трением содержит датчик 1 давления и датчик 2 перемещения, подключенные через коммутатор 3 к аналого-цифровому преобразователю (АЦП) 4, блок 5 управления цифропечатающим устройством, со- fS следовательно команды, по которым единенный с цифропечатающим устройст- лок 10 сравнения оценивает величину вом (ЦПУ) 6, генератор 7, соединенный со счетчиком 8, блок 9 исходных данных через блок 10 сравнения и блок 11 управления соединен с блоком 50 Давления проковки. 12 управления машины сварки трени- случае выявлений брака блоком 10
35
40
Блок 10 сравнения оценивает величину времени нагрева и транслирует ее на вход ЦПУ 6.
Блок 5 управления ЦПУ обеспечивает распечатку времени нагрева. Счетчик отсчитывает величину U t „.g . На вход блока 10 сравнения через коммутатор 3 и АЦП 4 подключается датчик давления. С блока 9 исходных данных. ::а вход блока 10 сравнения подключаются регистры давления проковки.
По окончании отсчета времени Lt блоком 11 управления формируются подавления проковки и транслирует ее на вход ЦПУ 6; блок 5 управления ЦПУ обеспечивает распечатку величины
управления формируется команда Брак, по которой блоком 12 управления МСТ формируется команда запрета разжима
ем МСТ.
По команде блока 12 управления
МСТ Начало нагрева на блок 11 уп- тисков и отвода их в исходное полоравления вьщаются следующие команды: подключение к АЦП 4 через коммутатор. 3 датчика давления; счетчик 8 начинает- отсчитывать время сварки и велижение.
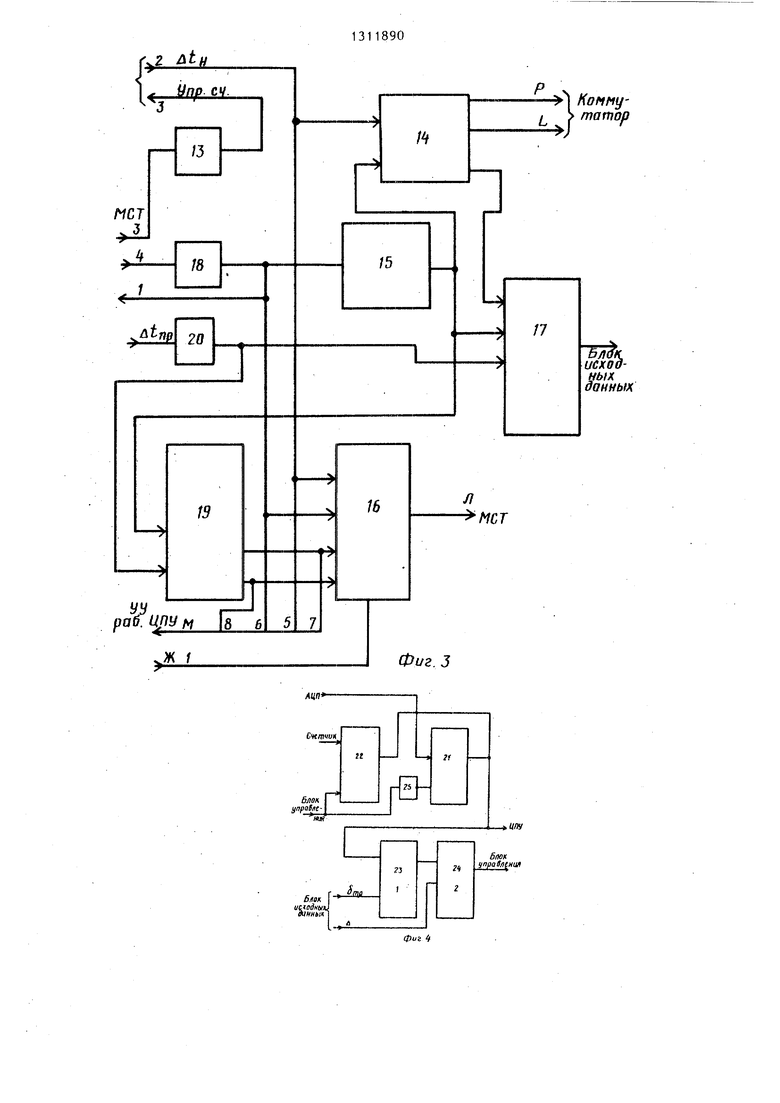
Блок управления представлен на фиг. 3. Управление счетчиком осуществляется триггером 13 начала нагре
чину л tц; с блока исходных данных 9 на блок сравнения подключаются регистры давления нагрева.
По окончании времени ut,, блок 10 сравнения оценивает величину давления нагрева и транслирует оцениваемое значение давления нагрева на вход цифропечатывающего устройства 6; по команде с блока 11 управления, блок 5 управления работой ЦПУ осуществляет управление распечатной величины Р.. на ЦПУ; По команде с бло
ка управления коммутатор подключает датчик 2 перемещения на вход АЦП 4, через него на вход блока 10 сравнения. На вход блока 10 сравнения с блока 9 исходных данных 9 подключаются регистры осадки.
По команде Конец нагрева с ,блока 12 управления МСТ блоком 11 управ- ления формируются последовательно команды, по которым блоком 10 срав- нения запоминается величина времени нагрева; блоком 10 сравнения оценк- вается величина осадки нагрева .и транслируем ее на вход ЦПУ 6. . Блок 5 управления ЦПУ обеспечи- дает распечатку осадки нагрева, с блока 9 исходных данных на блок 10 сравнения подключаются регистры t.
ка 12 управления МСТ блоком 11 управ- ления формируются последовательно команды, по которым блоком 10 срав- нения запоминается величина времени нагрева; блоком 10 сравнения оценк- вается величина осадки нагрева .и транслируем ее на вход ЦПУ 6. . Блок 5 управления ЦПУ обеспечи- дает распечатку осадки нагрева, с блока 9 исходных данных на блок 10 сравнения подключаются регистры t.
следовательно команды, по которым лок 10 сравнения оценивает величину Давления проковки. случае выявлений брака блоком 10
Блок 10 сравнения оценивает величину времени нагрева и транслирует ее на вход ЦПУ 6.
Блок 5 управления ЦПУ обеспечивает распечатку времени нагрева. Счетчик отсчитывает величину U t „.g . На вход блока 10 сравнения через коммутатор 3 и АЦП 4 подключается датчик давления. С блока 9 исходных данных. ::а вход блока 10 сравнения подключаются регистры давления проковки.
По окончании отсчета времени Lt блоком 11 управления формируются последовательно команды, по которым лок 10 сравнения оценивает величину Давления проковки. случае выявлений брака блоком 10
давления проковки и транслирует ее на вход ЦПУ 6; блок 5 управления ЦПУ обеспечивает распечатку величины
следовательно команды, по которым лок 10 сравнения оценивает величину Давления проковки. случае выявлений брака блоком 10
управления формируется команда Брак, по которой блоком 12 управления МСТ формируется команда запрета разжима
жение.
Блок управления представлен на фиг. 3. Управление счетчиком осуществляется триггером 13 начала нагре513
ва (фиг. 3). Блоком 14 управления коммутатором в соответствии с сигналами и сигналом с выхода блока 15 управления каналом контроля перемещения формируются команды Р или L, по которым коммутатор 3 осуществляет подключение к АЦП или датчика давления 1, или перемещения 2. По команде Нач. нагрева с блока 12 управления МСТ (фиг. 1) триггер 13 начала нагрева разрешает подсчет временных импульсов счеТчиком 8 (фиг. 1). На вход блока 16 выявления брака поступает сигнал с блока 10 сравнения (фиг. 1), который характеризует результат сравнения реального значения параметра и эталонного 1Д, а блоком 17 выбора регистра обеспечивается подключение пары регистров (требуемого значения и Л) оцениваемого параметра. Сигналами опроса брака, поступающими на блок 16 выявления брака, являются: для давления нагрева - uty,; для осадки нагрева - конец нагрева, формируемый триггером 18 нагрева; для времени нагрева и давления - проковки сигнала, формируемые блоком 19 управления каналами контроля.
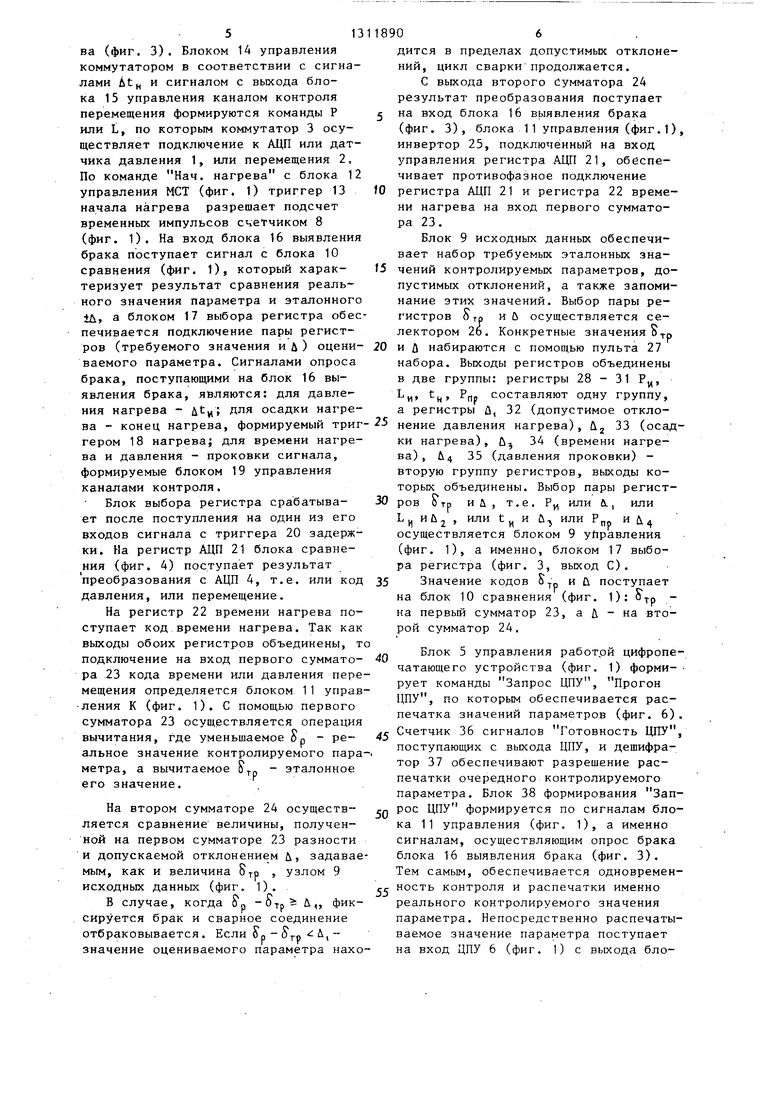
Блок выбора регистра срабатывает после поступления на один из его входов сигнала с триггера 20 задержки. На регистр АЦП 21 блока сравнения (фиг. 4) поступает результат преобразования с АЦП 4, т.е. или код давления, или перемещение.
На регистр 22 времени нагрева поступает код времени нагрева. Так как выходы обоих регистров объединены, т подключение на вход первого сумматора 23 кода времени или давления перемещения определяется блоком 11 управ ления К (фиг. 1). С помощью первого сумматора 23 осуществляется операция вычитания, где уменьшаемое р - реальное значение контролируемого napa метра, а вычитаемое - эталонное его значение.
Р
На втором сумматоре 24 осуществляется сравнение величины, полученной на первом сумматоре 23 разности и допускаемой отклонением и, задаваемым, как и величина STO , узлом 9 исходных данных (фиг. 1).
В случае, когда S p - Ото U |, фиксируется брак и сварное соединение отбраковывается. Если - 5 :; Д,- значение оцениваемого параметра нахо06
дится в пределах допустимых отклонений, цикл сварки продолжается.
С выхода второго Сумматора 24 результат преобразования поступает
на вход блока 16 выявления брака
(фиг. 3), блока 11 управления (фиг.1), инвертор 25, подключённый на вход управления регистра АЦП 21, обеспечивает противофазное подключение
регистра АЦП 21 и регистра 22 времени нагрева на вход первого сумматора 23 .
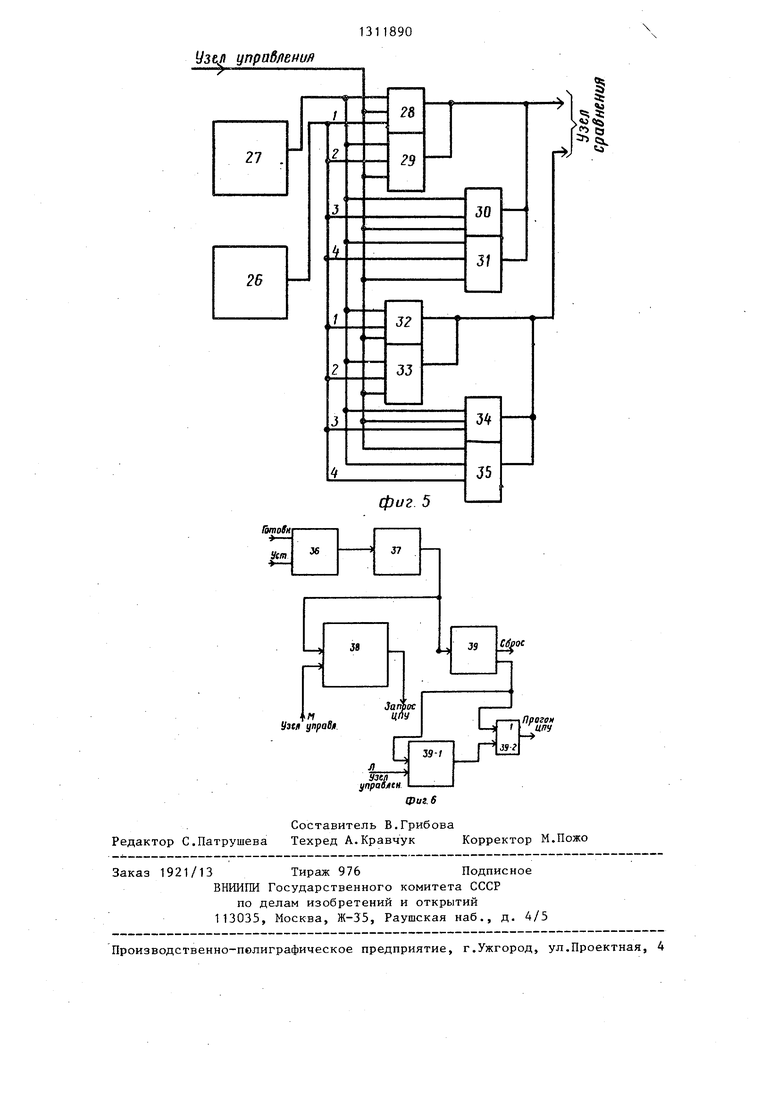
Блок 9 исходных данньк обеспечивает набор требуемых эталонных значений контролируемых параметров, допустимых отклонений, а также запоминание этих значений. Выбор пары регистров Ото и U осуществляется селектором 2о. Конкретные значенияS p
и Д набираются с помощью пульта 27 набора. Выходы регистров объединены в две группы: регистры 28 - 31 Pj,, и н rtp составляют одну группу, а регистры U, 32 (допустимое отклонение давления нагрева), й 33 (осадки нагрева), й 34 (времени нагрева), Ь.ц 35 (давления проковки) - вторую группу регистров, выходы которых объединены. Выбор пары регистров Отр иЛ, т.е. Ру, или Л., или L ий , или tj и U, или РП- и й осуществляется блоком 9 управления (фиг. 1), а именно, блоком 17 выбора регистра (фиг. 3, выход С).
Значение кодов и и поступает на блок 10 сравнения (фиг. 1): OTO на первый сумматор 23, а Д - на второй сумматор 24.
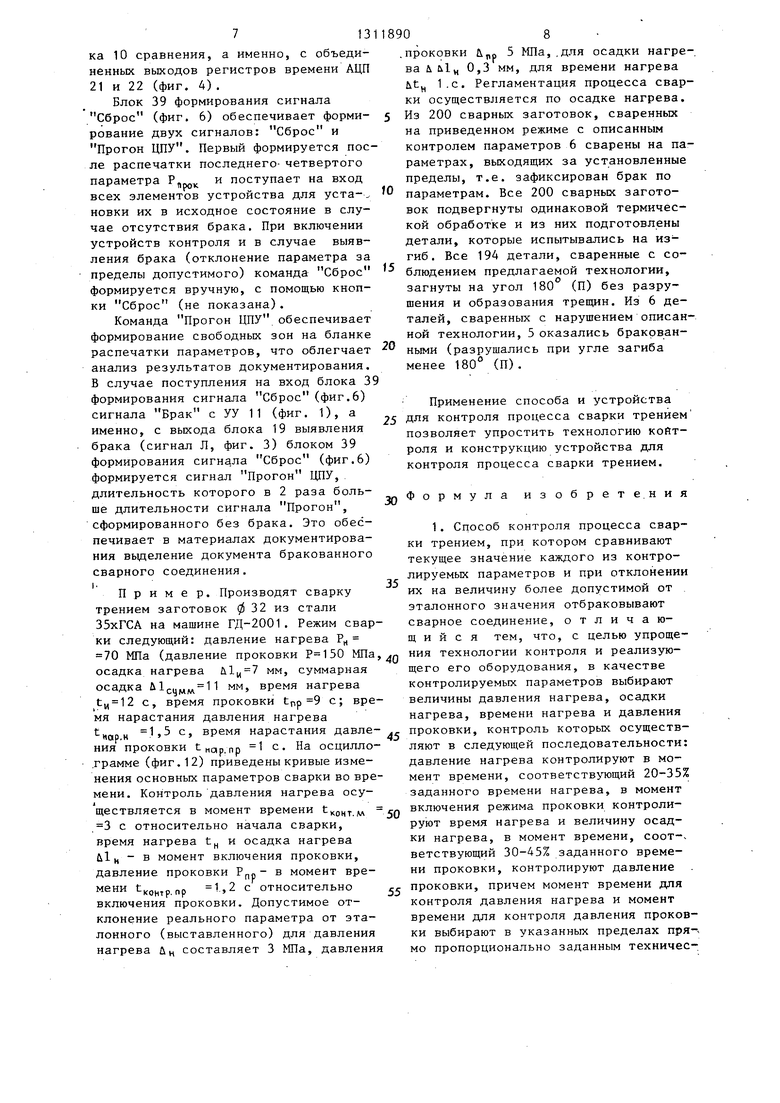
Блок 5 управления работой цифропечатающего устройства (фиг. 1) форми- рует команды Запрос ЦПУ, Прогон ЦПУ, по которым обеспечивается распечатка значений параметров (фиг. 6).
Счетчик 36 сигналов Готовность ЦПУ, поступающих с выхода ЦПУ, и дешифратор 37 обеспечивают разрешение распечатки очередного контролируемого параметра. Блок 38 формирования Запрос ЦПУ формируется по сигналам блока 11 управления (фиг. 1), а именно сигналам, осуществляющим опрос брака блока 16 выявления брака (фиг. 3). Тем самым, обеспечивается одновременность контроля и распечатки именно реального контролируемого значения параметра. Непосредственно распечатываемое значение параметра поступает на вход ЦПУ 6 (фиг. 1) с выхода бло713
ка 10 сравнения, а именно, с объединенных выходов регистров времени АЦП 21 и 22 (фиг. 4).
Блок 39 формирования сигнала Сброс (фиг. 6) обеспечивает формирование двух сигналов: Сброс и Прогон ЦПУ. Первый формируется после распечатки последнего- четвертого параметра . и поступает на вход всех элементов устройства для уста- новки их в исходное состояние в случае отсутствия брака. При включении устройств контроля и в случае выявления брака (отклонение параметра за пределы допустимого) команда Сброс формируется вручную, с помощью кнопки Сброс (не показана).
Команда Прогон ЦПУ обеспечивает формирование свободных зон на бланке распечатки параметров, что облегчает анализ результатов документирования. В случае поступления на вход блока 3 формирования сигнала Сброс(фиг.6) сигнала Брак с УУ 11 (фиг. 1), а именно, с выхода блока 19 выявления брака (сигнал Л, фиг. 3) блоком 39 формирования сигнала Сброс (фиг.6) формируется сигнал Прогон ЦПУ, длительность которого в 2 раза больше длительности сигнала Прогон, сформированного без брака. Это обеспечивает в материалах документирования выделение документа бракованного сварного соединения.
Пример. Производят сварку трением заготовок 0 32 из стали ЗЗхГСА на машине ГД-2001. Режим сварки следующий: давление нагрева Р 70 МПа (давление проковки МПа осадка нагрева мм, суммарная осадка ICUMM время нагрева t, 12 с, время проковки tpp 9 с; время нарастания давления нагрева иарн время нарастания давления проковки tHgppp 1 с. На осцилло- .грамме (фиг. 12) приведены кривые изменения основных параметров сварки во времени. Контроль давления нагрева осуществляется в момент времени 3 с относительно начала сварки, время нагрева t и осадка нагрева й1ц - в момент включения проковки, давление проковки в момент времени пр 1.,2 с относительно включения проковки. Допустимое отклонение реального параметра от эталонного (выставленного) для давления нагрева Лц составляет 3 МПа, давления
08
проковки Ь„р 5 МПа,.для осадки нагрева Ьь1ц 0,3 мм, для времени нагрева b,t I.e. Регламентация процесса сварки осуществляется по осадке нагрева.
Из 200 сварных заготовок, сваренньж на приведенном режиме с описанным контролем параметров 6 сварены на параметрах, выходящих за установленные пределы, т.е. зафиксирован брак по
параметрам. Все 200 сварных заготовок подвергнуты одинаковой термической обработке и из них подготовлены детали, которые испытывались на изгиб. Все 194 детали, сваренные с соблюдением предлагаемой технологии, загнуты на угол 180 (П) без разрушения и образования трещин. Из 6 деталей, сваренных с нарушением описанной технологии, 5 оказались бракрванными (разрушались при угле загиба менее 180° (П).
Применение способа и устройства для контроля процесса сварки трением позволяет упростить технологию койт- роля и конструкцию устройства для контроля процесса сварки трением.
Формула изобрет е.н и я
1. Способ контроля процесса сварки трением, при котором сравнивают текущее значение каждого из контролируемых параметров и при отклонении их на величину более допустимой от эталонного значения отбраковывают сварное соединение, отличающийся тем, что, с целью упроще35
НИН технологии контроля и реализующего его оборудования, в качестве контролируемых параметров выбирают величины давления нагрева, осадки нагрева, времени нагрева и давления
проковки, контроль которых осуществ- ляют в следующей последовательности: давление нагрева контролируют в момент времени, соответствующий 20-35% заданного времени нагрева, в момент
включения режима проковки контролируют время нагрева и величину осадки нагрева, в момент времени, соот-- ветствующий 30-45% заданного времени проковки, контролируют давление
проковки, причем момент времени для контроля давления нагрева и момент времени для контроля давления проковки выбирают в указанных пределах прямо пропорционально заданным техничесКИМ значениям давления нагрева и давления проковки соответственно.
2.Способ по п. 1, отличающийся тем, что, с целью расширения функциональных возможностей способа в момент контроля осуществляют дополнительно регистрацию величин каждого из контролируемых параметров.
3.Способ по п. 1, отличающийся тем, что при отклонении контролируемых параметров от эталонного значения более чем на допустимую величину подают сигнал на запрет разжима и отведения тисков сварочной
машины в исходное положение, что яв- 15 торого является вторым выходом блоляется сигналом для отбраковки сварного соединения.
4. Устройство для контроля процесса сварки трением, содержащее датчики давления и перемещения, подключенные через коммутатор на вход аналого- цифрового преобразователя, генератор подключенный к первому входу счетчика, блок управления мащинной сварки трением, отличающееся тем, что в него введены последовательно соединенные блок исходных данных, блок сравнения и блок управления, второй вход которого соединен с первым выходом счетчика., второй выход которого соединен с вторым входом блока сравнения, третий вход которого соединен с выходом аналого- цифрового преобразователя, четвертый вход блока сравнения соединен с первым выходом блока управления, второй, третий и четвертый выходы которого соединены соответственно с уп6. Устройство по п. 4, о т л и- ч,а ю щ е е с я тем, что, блок срав нения выполнен на регистре аналого- цифрового преобразователя, первьш вход которого является третьим входом блока сравнения, второй вход которого соединен с первым входом регистра нагрева, выход которого соединен с выходом регистра аналого-циф рового преобразователя и первым входом первого сумматора, второй вход которого является первым входом блоравляющим входом.коммутатора, вторым
входом счетчика и входом блока исход-40 ..° РГ ;°., . °
ных данных, пятый выход блока управра соединен через второй сумматор с первым выходом блока сравнения, четвертый вход которого соединен с вторым входом регистра времени нагрева и через инвертор - с вторым входом регистра аналого-цифрового преобразователя,
ления соединен с входом блока управ ления машины сварки трением, первый и второй выходы которого соединены соответственно с третьим и четвертым входами блока управления.
5. Устройство по п. 4, отличающееся тем, что блок управления выполнен на триггере начала нагрева, вход которого является третьим входом блока управления, а выход - третьим его выходом, второй вход блока управления соединен с пер вым входом блока управления коммутатором и первым входом блока вьщеле- ния брака, вькод которого является пятым выходом блока управления, первый вход блока управления соединен
с вторым входом блока выявления брака, третий и четвертый входы которого соединены соответственно с первым и вторым выходом блока управления каналами контроля, первый вход которого соединен с вторым входом управления коммутатором, выходом блока управления каналом контроля перемещения и первым входом блока выбора регистра, выход которого соединен с четвертым выходом блока управления, второй вход блока выбора регистра соединен с первым выходом блока управления коммутатором, второй выход кока управления, четвертый вход которого через триггера конца нагрева соединен с уходом блока управления каналом контроля перемещения, пятым входом блока выявления брака и первым выходом блока управления, выход триггера задержки соединен с третьим входом блока выбора регистра и вторым входом блока управления каналами управления.
6. Устройство по п. 4, о т л и- ч,а ю щ е е с я тем, что, блок сравнения выполнен на регистре аналого- цифрового преобразователя, первьш вход которого является третьим входом блока сравнения, второй вход которого соединен с первым входом регистра нагрева, выход которого соединен с выходом регистра аналого-цифрового преобразователя и первым входом первого сумматора, второй вход которого является первым входом бло40 ..° РГ ;°., . °
45
50
55
ра соединен через второй сумматор с первым выходом блока сравнения, четвертый вход которого соединен с вторым входом регистра времени нагрева и через инвертор - с вторым входом регистра аналого-цифрового преобразователя,
7. Устройство по п. 4, о т л и- чающееся тем, что блок исходных данных выполнен на пульте набора, выход которого соединен с первыми входами регистров блока, вторые входы которых соединены с входом блока исходных данных, выход которого соединен с выходами всех регистров блока, третьи входы первого и пятого регистров соединены с первьЕм выходом селектора, второй выход которого соединен с третьими входами
I 1311890 . 12
второго и шесторого регистров, тре- селектора, четвертый выход которого Тьи выходы третьего и седьмого ре- соединен с третьими входами четверто - гистров соединены с третьим выходом го и восьмого регистров.
Фигг.2
ynpoSt
блок fot I
б/юк ис однык) Заниня
П
11
Z
банк управление
famoh
Узи
Прогон ./ипу
фиг. 6
Составитель В.Грибова Редактор С.Патрушева Техред А.Кравчук
Заказ 1921/13 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Пожо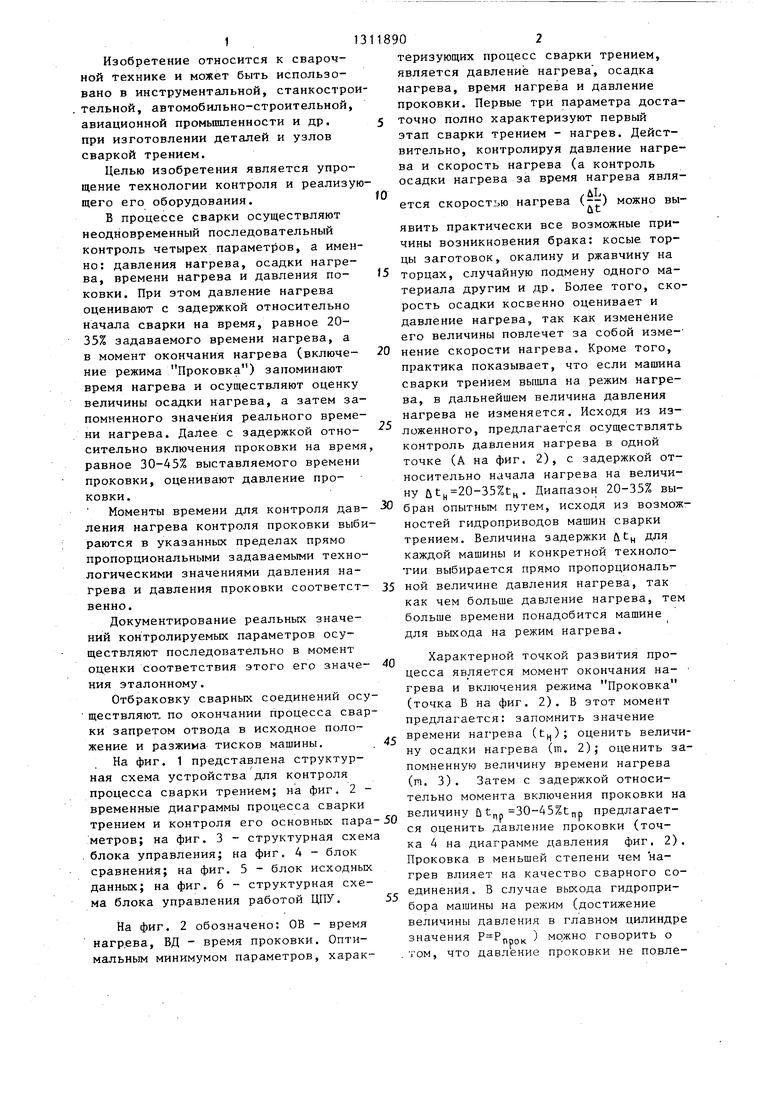
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины осадки при сварке трением | 1984 |
|
SU1183331A1 |
| Устройство для контроля процесса сварки давлением | 1984 |
|
SU1248739A1 |
| Гидропривод машины для сварки трением | 1985 |
|
SU1227389A1 |
| Устройство для контроля работы бункерной текстильной машины | 1989 |
|
SU1645310A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2001 |
|
RU2196031C2 |
| Способ сварки трением заготовок различного сечения и машина для его осуществления | 1986 |
|
SU1366336A1 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| Способ сварки трением | 1987 |
|
SU1479244A1 |
| Устройство для контроля оперативной памяти | 1978 |
|
SU750570A1 |
| Многоканальное устройство регистрации измеряемых величин | 1982 |
|
SU1070581A1 |
Изобретение относится к сварочной технике и может быть использовано в инструментальной, станкостроительной, автомобилестроительной, авиационной и др. промьшшенностях при изготовлении деталей сваркой трением. Целью изобретения является упрощение технологии и реализующего ее оборудования. Контроль процесса сварки трением заключается в последовательном контроле основных параметров в характерных точках процесса. В качестве контролируемых пара-, метров выбраны величины давления нагрева, осадки нагрева, давления проковки, времени нагрева. Одновре- менно с контролем производят регистрацию указанных величин. При получении некачественного соединения блокируют разжим тисков сварочной машины и отведение их в исходное положение. . 2 с.п. и Ъ з.п. ф-лы, 6 ил. СО со 00 со
| ПРОБИОТИЧЕСКИЙ ШТАММ LACTOBACILLUS CASEI, ПРОДУЦИРУЮЩИЙ МОЛОЧНУЮ КИСЛОТУ, ПРИМЕНЕНИЕ ШТАММА ДЛЯ ПРИГОТОВЛЕНИЯ ПИТАТЕЛЬНОЙ КОМПОЗИЦИИ ДЛЯ ЛЕЧЕНИЯ ИЛИ ПРОФИЛАКТИКИ ЛЕГОЧНОЙ ДИСФУНКЦИИ, ПИТАТЕЛЬНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, ЛЕКАРСТВЕННОЕ СРЕДСТВО ДЛЯ ЛЕЧЕНИЯ ИЛИ ПРОФИЛАКТИКИ ХРОНИЧЕСКОЙ ОБСТРУКТИВНОЙ БОЛЕЗНИ ЛЕГКИХ У СУБЪЕКТА И ПРИМЕНЕНИЕ ШТАММА ДЛЯ ПРИГОТОВЛЕНИЯ ЛЕКАРСТВЕННОГО СРЕДСТВА, КОНТЕЙНЕР | 2004 |
|
RU2407784C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| iTig (grand) D | |||
| Scherubel, Auijbure S | |||
| Огнетушитель | 0 |
|
SU91A1 |
