Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи штучных заготовок в рабочую зону пресса.
Цель изобретения - расширение технологических возможностей путем обеспечения автоматической ориентации и базирования заготовок, имеюших эксцентрично расноложенные отверстия относительно наружного контура.
На фиг. i изображено устройство для нодачн штучных заготовок в рабочую зону пресса, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1.
Устройство содержит магазин 1, механизм 2 ориентации, механизм 3 подачи и удержания заготовки, главный привод 4, рабочую зону штампа 5, состоящую из .матрицы 6 и нижнего пуансона 7, пресса 8, состоящего из ползуна 9 и стола 10.
Магазин 1 (фиг. 1 и 3) предназначен для загрузки в него заготовок 11, подлежащих калибровке методом прессования, и состоит из основания 12, закрепленного на столе 10, стакана 13, в котором установлен пакет неориентированных заготовок 11, рамы 14, пальца 15, установленного на раме 14, пружи п 1 16, концы которой соединены с пальцем 15 и штифтом 17. Рама 14 получает возвратное перемещение (по стрелке - К) от клина 18, а поступательное (по стрелке +К) от сжатия пружины 16.
Л еханизм 2 ориентации (фиг. 1 и 3) предназначен для ноиска отверстий, их фиксации, ориентации и перемещения заготовки 11 в зону ее базирования. Корпус 19 .механизма 2 ориентации, имеющий возможность oceBoiO пере.мещения и вращения с валом 20, предохраняется от самопроизвольного проворота штифтом 21 и подпружинен пружиной 22, ноджи.маюнхей через корпус 19 заготовку 11 к основанию 12 в зонах N или Р. В торце корпуса 19, обращенном к заготовке 11, запрессованы конические фиксаторы 23, являющиеся элементами фиксации отверстий заготовки 11 в зоне Р. На валу 20 имеется шестерня 24, которая зафиксирована шпонкой 25 и закреплена гайкой 26. Вал 20 через шестерню 24 получает вращение от переменления рейки 27 в момент, когда каретка 28 унрется в жесткий упор 29, который закреплен на основании 12. Каретка 28 в продольном направлении перемещается (по стр чка.м - О и +0) по скальчатым направляющи.м 30, неподвижно прикрепленным к жесткому упору 29 и кронштейну 31, закрепленным на основании 12. Каретка 28, поджатая пружинами 32 к подвижному упору 33, имеет возможность перемещаться в.1есте с рейкой 27, не вращая вал 20.
Механизм 3 подачи и удержания заготовки (фиг. 1 и 3) предназначен для фиксации сориентированного положения заготовки 11, перемещенной механизмом 2 ориентации, и переноса ее в рабочую зону щтампа 5. Механизм 3 подачи и удержания заготовки состоит из транспортной рамы 34
с возможностью возвратного (по стрелке -0) и поступательного (по стрелке +0) перемещений, перемещающей заготовку 11 из зоны N в зону М и из зоны М в рабочую зону штампа 5, клина 18, являющегося приводом для возвратного и поступательного перемещения рамы 14 магазина 1, рейки 27, являющейся приводом вращения и перемещения механизма 2 ориентации, фиксаторов 35, являющихся элементами фиксации заготовки 11, на торце которых выполнены уклоны,
позволяющие заготовке 11 оставаться в зонах при возвратном перемещении транспортной рамы 34 и пружин 36, которые поджимают и предохраняют от проворота фиксаторы 35. На конце транспортной рамы 34, обращенной к рабочей зоне штампа (фиг. 2),
снизу прикреплены поддерживающие заготовку 11 планки 37, сверху - промежуточная рейка 38, рейка 27 с закрепленным на ней подвижным упором 33. Фиксаторы 39 с пластинчатыми пружинами 36 смонтированы в основании 12, которое является элементом фиксации заготовки 11 в зонах М и N при возвратном перемещении транспортной рамы 34.
Главный привод 4 (фиг. 1 и 3) презназначен для возвратно-поступательного перемещения механизма 3 подачи и удержания заготовки 11, возвратно-поступательного перемещения к зонам N и Р и вращения в зоне Р механизма 2 ориентации и возвратнопоступательного перемещения рамы 14 магазипа. Главный привод состоит из рейки
40, неподвижно закрепленной на ползуне 9 пресса 8, кронщтейна 41, неподвижно закрепленного на основании 12, с вмонтированным блоком шестерен 42, кинематически соединенным с промежуточной рейкой 38 и
рейкой 40.
Рабочая зона штампа 5 (фиг. 3) предназначена для калибрования заготовки 11, поданной механизмо.м подачи, и удержания заготовки матрицей 6 на нижнем пуансоне 7. Рабочая зона щтампа 5 состоит из матрицы
6с двумя верхними пуансонами 43, нижнего нуансона 7 с двумя утопающими фиксаторами 44 (элементами фиксации и базирования заготовки ), подпружиненными пружинами 45. Матрица 6 прикреплена к ползуну 9, а нижний пуансон 7 закреплен на столе пресса 8.
Пресс 8 (см. фиг. 3) предназначен для осуществления главного силового пере.мещения при калибровании методом прессования заготовки 11 в рабочей зоне штампа 5.
Нресс 8 состоит из ползуна 9 и стола 10. К ползуну 9 неподвижно прикреплены рейка 40, матрица 6 с двумя верхними пуансонами 43. К столу 10 неподвижно прикреплены основание 12 и нижний пуансон 7 с двумя утопающими фиксаторами 44, подпружиненными пружинами 45.
Устройство работает следующим образом.
Ползун 9 с матрицей 6 (фиг. 1 и 3), перемещаясь вниз, рейкой 40, через блок щестерен 42, промежуточной рейкой 38 перемещает в направлении стрелки -О транспортную раму 34, рейку 27 по скальчатым направляющим 30, механизм ориентации 2 с кареткой 28, прижатой пружинами 32 к подвижному упору 33, и клин 18, который уклоном давит на палец 15, преодолевая усилие пружины 16, перемещает раму 14 в направлении стрелки -К из-под стопы заготовок 11, расположенных в стакане 13 магазина 1, освобождая место очередной заготовке 11, опускается на основание 12. При перемещении транспортной рамы 34 корпус 19 с коническими фиксаторами 23 и фиксаторы 35 приподнимаются и, преодолевая усилия пружины 22 и пластинчатых пружин 36, оставляют заготовки 11 в зонах М, N и в рабочей зоне щтампа 5, удерживаемые фиксаторами 39 и утопающими фиксаторами 44 подпружиненными пружинами 45. Подвижный упор 33 при перемещении проходит над жестким упором 29, а каретка 28, дойдя до жесткого упора 29, останавливается в момент, когда корпус 19 совместится с зоной Р. Рейка 27, продолжая перемещение, через щестерню 24 и вал 20 вращает против часовой стрелки корпус 19 механизма ориентации 2 на один оборот над заготовкой 11. Конические фиксаторы 23 подпружиненного пружиной 22 корпуса 19, совместившись с эксцентрично расположенными отверстиями заготовки 11, фиксируют ее. Дальнейшее вращение корпуса 19 до полного оборота происходит совместно с заготовкой 11. Ползун 9, перемещаясь вниз, вводит верхние пуансоны 43 матрицы 6 в отверстия заготовки 11, находящиеся на нижнем пуансоне 7, закрепленном на столе 10, проходя сквозь
них, утапливает фиксаторы 44 и спрессовывает заготовку 11 матрицей 6 на нижнем пуансоне 7. В конечный момент прессования фиксаторы 35 механизма подачи и удержания заготовки западают в отверстия очередных заготовок 11, находящихся в зонах М и N.
Ползун 9 с матрицей 6 (фиг. .1 и 3), перемещаясь вверх, рейкой 40 через блок щестерен 42, промежуточной рейкой 38 перемещает в направлении стрелки +0 транспортную раму 34, рейку 27, которая вращает корпус 19 механизма ориентации 2 по часовой стрелке на один оборот, над заготовкой И, с прижатой пружиной 32 к
жесткому упору 29 кареткой.28 и клин 18, по уклону которого прижатый пружиной 16 палец 15 перемещает раму 14 с заготовкой 11 в направлении стрелки +К из магазина
Iв зону Р. Подвижный упор 33 при перемещении проходит над жестким упором 29,
упирается в каретку 28, прекращает вращение корпуса 19 в момент, когда заготовка
IIпринимает сориентированное положение в зоне Р. Перемещаясь, транспортная рама 34, корпус 19 с коническими фиксаторами 23
и фиксаторы 35 с фиксированными заготовками 11 преодолевают усилия пластинчатых пружин 36, утапливают фиксаторы 39 и перемещают заготовку 11 в зоны N, М и рабочую зону щтампа 5, сталкивая откалиброванную заготовку 11 в лоток (не показано) заготовкой 11, перемещенной в рабочую зону щтампа 5 из зоны М. Главный привод 4, механизм подачи и удержания заготовки 3, механизм ориентации 2 и рама 14 магазина 1 прекращают перемещения, когда ползун 9 займет верхнее исходное положение.
Затем цикл повторяется. Эффект от использования устройства заключается в расщирении технологических возможностей путем обеспечения автоматической ориентации и базирования заготовок, имеющих эксцентрично расположенные отверстия относительно наружного контура.
А-А повернуто
Ю icj ifa sj-to
to
to vi
j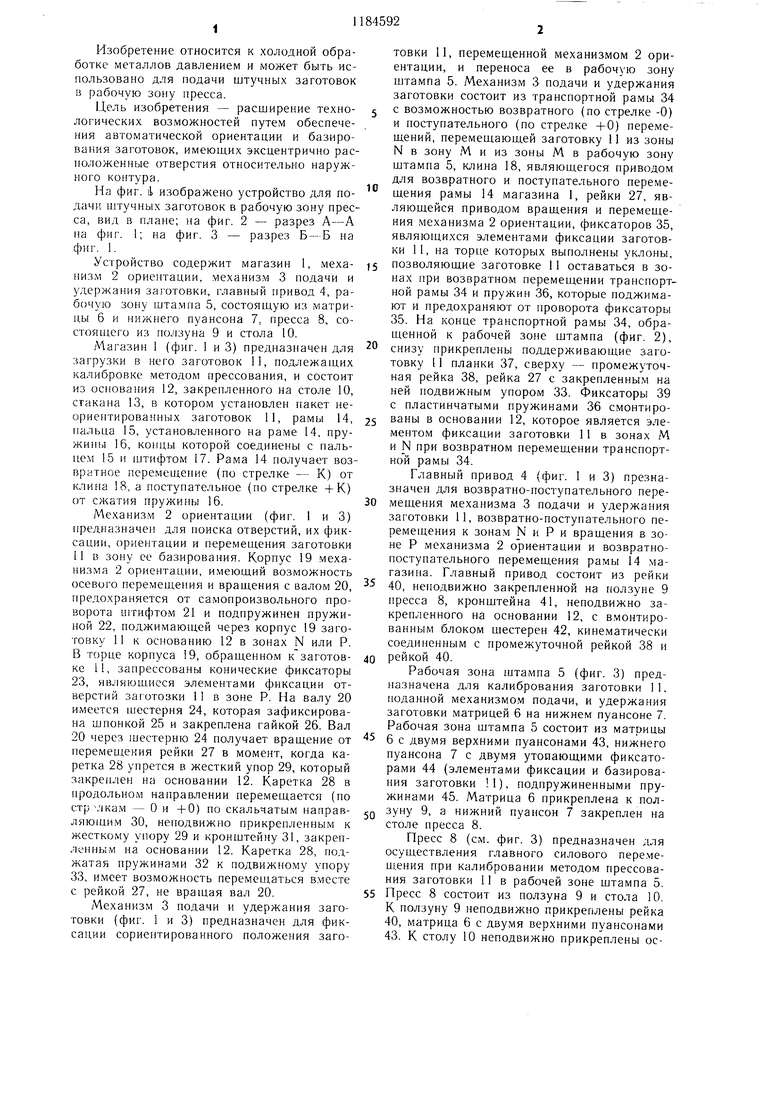

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для удаления деталей и отходов из пресса | 1981 |
|
SU1054101A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА, содержашее смонтированные на основании магазин для размешения стыка заготовок, механизм отделения заготовок от стыка и подачи их в рабочую зону пресса, имеющий приводимую в движение от подвижной части пресса ползущую каретку, несущую подпружиненные захватные органы, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения автоматической ориентации и базирования заготовок, имеющих эксцентрично расположенные отверстия относительно наружного контура, оно снабжено механизмом ориентации, имеющим смонтированные на основании направляющие, каретку, перемещающуюся по направляющим и несущую вал, на верхнем конце которого закреплена шестерня, а на нижнем установлен с возможностью перемещения подпружиненный корпус с коническими фиксаторами, пружины, расположенные на направляющих между кареткой и прессом,зубчатую рейку, установленную на подающей i каретке с возможностью взаимодействия с шестерней и несущую упор, закрепленный с (Л возможностью взаимодействия с кареткой со стороны магазина, неподвижный упор, закрепленный на основании у магазина с возможностью взаимодействия с кареткой, с 00 4 сд to
| Норицын И | |||
| А | |||
| и Власов В | |||
| И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М., Машиностроение, 1983 | |||
| УСТРОЙСТВО для ЗАГРУЗКИ ЗАГОТОВКИ | 0 |
|
SU164514A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
