Известны механизмы для подачи заготовок цилиндрической формы, содержащие зубчатые рейки и систему шестерен, сообщающих возвратно-поступательное движение раме с уложенной на ней заготовкой и кннематически связанных с ползуном пресса.
Устройство для загрузки заготовки, ианример диска колеса, в рабочую зону штампа, )стано;зленное на прессе, содержащее механизм подачи, кинематическн связанный через систему зубчатых реек и шестерен с ползуном пресса, совершающим возвратнопоступательное движение, снабженный механизмом для удержания заготовок, отличающееся TCvi, что, с целью осуществления автоматической смазки в процессе Н1тамповки, устройство снабжено механизмом смазки, ролики которого взаимодействуют с проходяидей заготовкой и с запорным клапаном масляного резервуара, так что нод воздействием заготовки ролики приподнимаются и открывают занорны кланан, подавая смазку на заготовку.
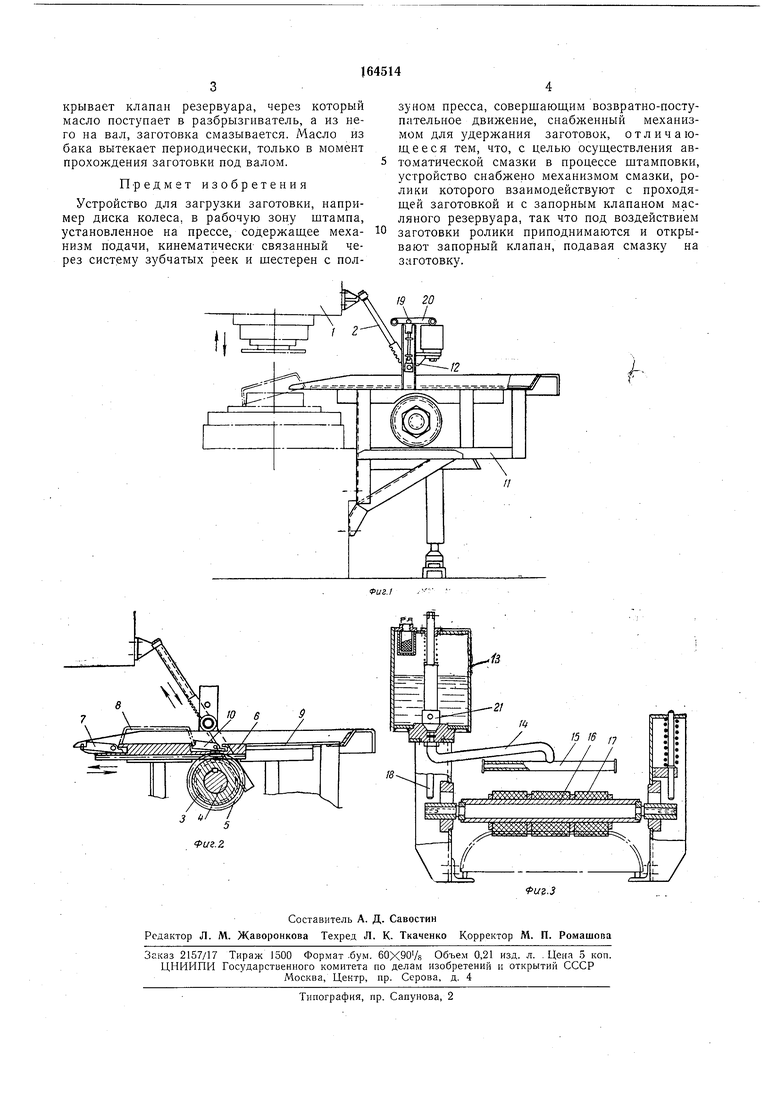
На фнг. 1 изображена конструктивиая схема устройства для загрузки заготовок; на фиг. 2 - то же, в разрезе по механизму подачи; на фиг. 3 - .механиз.м смазки в разрезе.
ля, в рабочую зону штампа для пробивки отверстия. К ползуну 1 пресса шариирио крепится рейка 2, связанная с шестерней 3. Возвратно-поступательное движение ползуна с помощью рейки 2 и шестерни 3 преобразуется во вращательное движение вала 4, на который жестко насажена шестерня 5. Рейке
6,находяшейся в зацеплении с шестерней 5, сообшается возвратно-поступательное движенне. В назах рейки 6 смонтироваиы собачки
7,которые при движении рейки виеред захватывают заготовку 8 и по нанравляющим 9 подают ее в рабочую зоиу пресса. Стопор 10, смоитированный в снениальной колодке в корнусе } механизма, предназначен для удержання заготовки при обратном движении рейки.
По технологии для пробивки отверстий в диске колеса необходимо смазывать верхиюю иоЕерхность диска. Для этой целн в предлагаемом устройстве имеется механизм смазки.
Па кронштейне 12 корпуса крепится резервуар 13, в который заливается масло. От резервуара отходит трубка 14 с разбрызгивателем 15. Из отверстий разбрызгивателя мас,то попадает па вал 16, покрытий смазывающими роликами 17, из войлока. Заготовка, проходя пол валом, приподиимает его, коиец вала нажимает на тягу 18, которая через палец 19 и рычаг 20 поднимает конус 2 и от
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1984 |
|
SU1184592A1 |
| Устройство для перемещения штучных заготовок | 1983 |
|
SU1215807A1 |
| МЕХАНИЗИРОВАННЫЙ БЛОК ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК НА ПРЕССЕ И УСТРОЙСТВО ЕГО ЗАМЕНЫ | 2000 |
|
RU2221696C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006323C1 |
| Устройство для подачи штучных заготовок в зону обработки | 1976 |
|
SU607625A1 |
| Устройство для штамповки деталей | 1979 |
|
SU981015A1 |
| Многопозиционный пресс | 1970 |
|
SU463308A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ПРЕСС | 1995 |
|
RU2094160C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
