Изобретение относится к машиностроению, в частности к автоматизации сборки дизельных двигателей.
Цель изобретения - расширение технологических возможностей устройства - достигается путем одновременного выполнения операций ориентации собираемых деталей и правильного выполнения резьбовых отверстий в этих деталях, что в свою очередь достигается выполнением на нижнем торце корпуса ряда отверстий и установкой в части отверстий подпружиненных штырей и телескопических пальцев с возможностью их взаимодействия с концевыми выключателями системы управления.
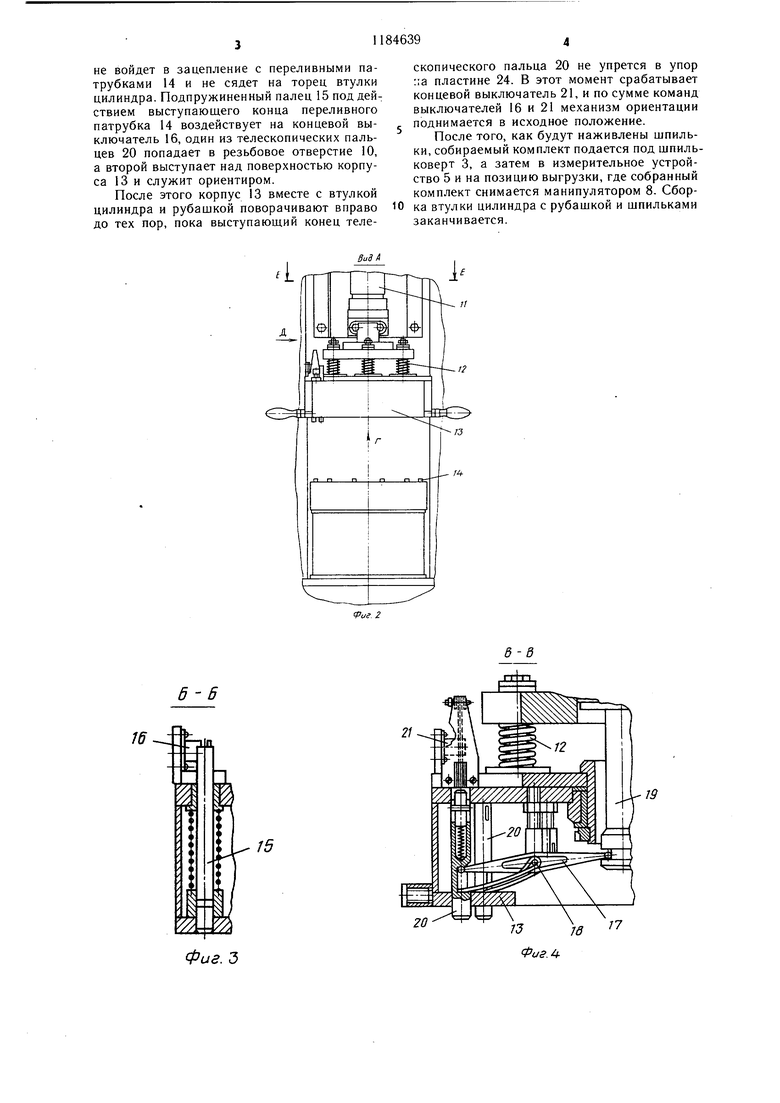
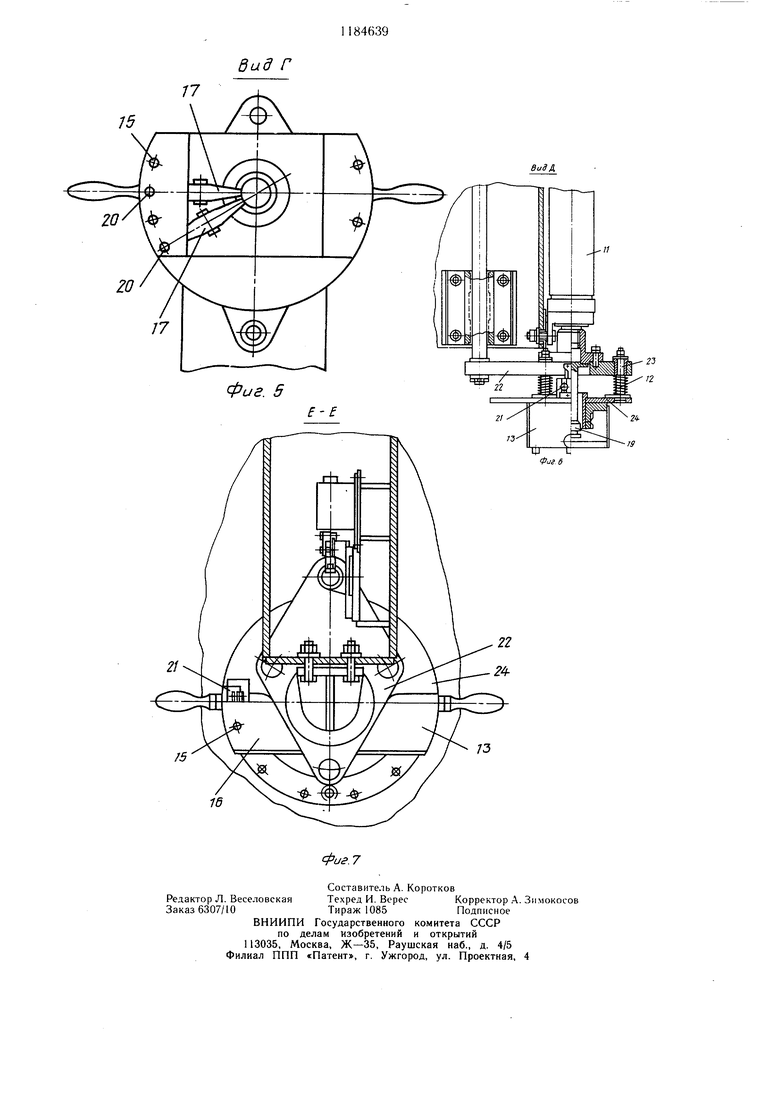
На фиг. 1 показана установка для сборки втулок цилиндров тяжелых дизелей, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 2; на фиг. 6 - вид Д на фиг. 2; на фиг. 7 - разрез Е-Е на фиг. 2.
Установка для сборки втулок цилиндров тяжелых дизелей состоит из поворотного стола 1, установленного на роликовых опорах. В столе имеются пять гнезд для установки в них рубашек втулки цилиндра. Поворот стола для перемешения деталей с позиции на позицию осушествляется гидравлическим цилиндром через реечную и зубчатую передачи. Для возврата гидроцилиндра в исходное положение в передаче предусмотрена зубчатая муфта. На позиции стол фиксируется фиксатором. Управление фиксатором и зубчатой муфтой осушествляется синхронно гидроцилиндром.
В центре стола установлена неподвижная колонна 2, на которой над гнездами стола смонтированы сборочные устройства: шпильковерт 3, пресс для запрессовки втулки цилиндра в рубашку 4, измерительное устройство 5 и механизм 6 ориентации.
Кроме того, рядом со столом находятся манипулятор 7 для установки рубашек, манипулятор 8 для установки втулок цилиндра и стол-накопитель 9.
Шпильковерт 3 служит для завинчивания шести шпилек во втулку цилиндра.
Пресс 4 служит для запрессовки втулки цилиндра, установленной манипулятором 8 в рубашку.
Измерительное устройство 5 производит контроль неперпендикулярности завинченных шпилек относительно торца втулки цилиндра.
Механизм 6 ориентации служит для ориентации втулки цилиндра в сборе с рубашкой в гнезде стола таким образом, чтобы отверстия под шпильки 10 разместились точно под шпинделями шпильковерта. Механизм ориентации крепится на штоке гидроцилиндра 11 на пружинах 12.
Механизм 6 ориентации представляет собой сварной корпус 13, установленный с возможностью поворота вокруг вертикальной
оси. На нижней плоскости корпуса выполнены отверстия под концы переливных патрубков 14, выступающих над поверхностью втулки цилиндра. В одном из указанных отверстий имеется палец 15, воздействующий на концевой выключатель 16. Внутри корпуса 13 расположены два двуплечих рычага 17, попарно закрепленных на осях 18. Один конец рычагов входит в паз валика 19, жестко установленного на штоке гидроци0 линдра 11, а второй входит в пазы телескопических пальцев 20, которые расположены в корпусе на тех местах, где во втулке цилиндра могут быть резьбовые отверстия под шпильки, когда концы переливных патрубков 14 войдут в отверстия корпуса. Поскольку резьбовых отверстий во втулке шесть, а переливных патрубков - двенадцать, то при зацеплении корпуса с переливными патрубками один из пальцев 20 оказывается над резьбовым отверстием и входит в него,
0 а второй - там, где нет резьбового отверстия, упирается в торец втулки цилиндра, его телескопический конец выступает над верхней плоскостью корпуса и при повороте корпуса в ориентированное положение, воздействует на концевой выключатель 21.
5 Механизм 6 ориентации содержит также закрепленную жестко на его штоке плиту 22 с направляющей, подвешенную к плите на направляющих пальцах 23 с пружинами 12 пластину 24. На пластине 24 механизма имеется упор с концевым выключателем 21, в который упирается выступающий конец телескопического пальца 20 в конце процесса ориентирования.
Установка для сборки втулок цилиндров дизедей работает следующим образом.
5 Манипулятор 7 устанавливает рубашку в гнездо стола 1, стол поворачивается, заполняя рубашками пустые гнезда. Поскольку стол имеет пять гнезд и поворачивается каждый раз через одну позицию, то в дальQ нейшем гнездо стола с установленной в нем рубашкой поступает к манипулятору 8, который в рубашку устанавливает втулку цилиндра. При следуюшем повороте стола рубащка с установленной втулкой цилиндра попадает под пресс 4, где втулка цилиндра
5 садится на свое посадочное место в рубашке. Далее собранные втулки с рубашкой подаются на то же место, где была установлена рубашка. Здесь происходит ориентирование втулки в сборе с рубашкой по резьбовым отверстиям и наживление шпилек.
0 Ориентирование происходит следующим образом: механизм 6 ориентации опускается на втулку цилиндра и опирается нижним торцом корпуса 13 на выступающие концы переливных патрубков 14. При этом нижние концы телескопических пальцев 20 становятся заподлицо с нижним торцом корпуса 13.
Затем оператор за рукоятки поворачивает корпус 13 влево до тех пор, пока корпус
не войдет в зацепление с нереливными патрубками 14 и не сядет на торец втулки цилиндра. Подпружиненный палец 15 под действием выступающего конца переливного патрубка 14 воздействует на концевой выключатель 16, один из телескопических пальцев 20 попадает в резьбовое отверстие 10, а второй выступает над поверхностью корпуса 13 и служит ориентиром.
После этого корпус 13 вместе с втулкой цилиндра и рубашкой поворачивают вправо до тех пор, пока выступающий конец телескопического пальца 20 не упрется в упор ::а пластине 24. В этот момент срабатывает концевой выключатель 21, и по сумме команд выключателей 16 и 21 механизм ориентации поднимается в исходное положение.
После того, как будут наживлены шпильки, собираемый комплект подается под шпильковерт 3, а затем в измерительное устройство 5 и на позицию выгрузки, где собранный комплект снимается манипулятором 8. Сборка втулки цилиндра с рубашкой и шпильками заканчивается.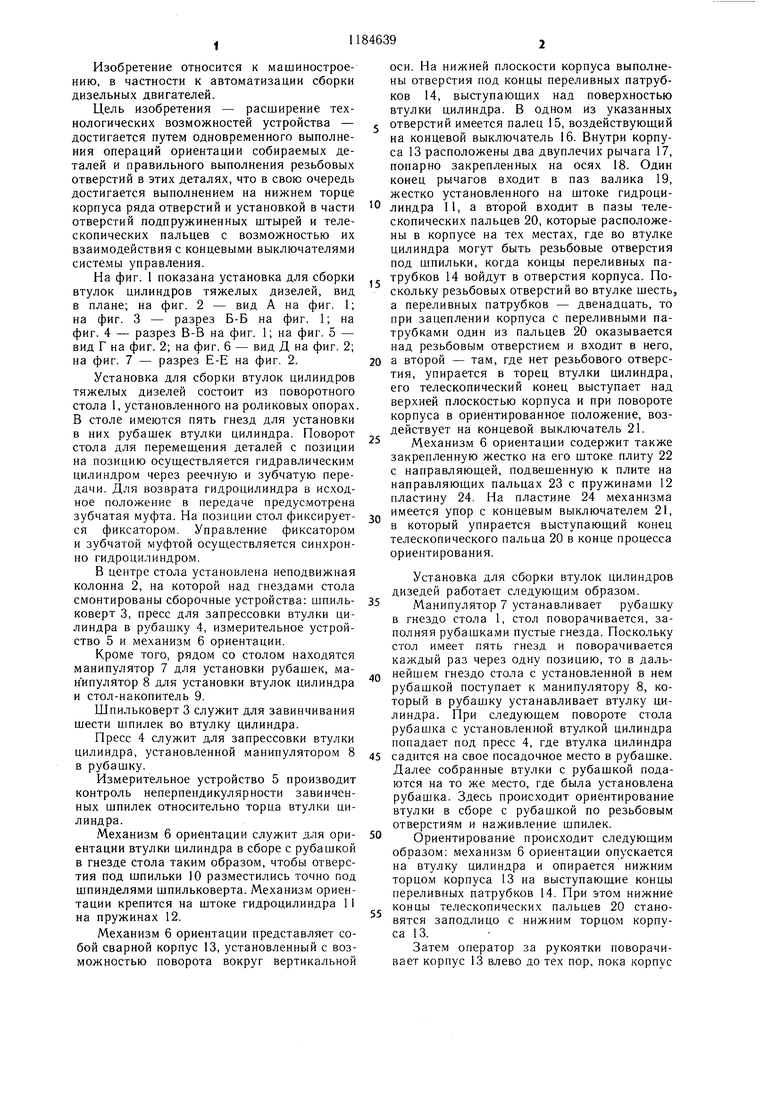
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Шпильковерт | 1989 |
|
SU1705061A1 |
| Шпильковерт | 1982 |
|
SU1065176A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| КЛЕПАЛЬНАЯ МАШИНА | 2024 |
|
RU2832661C1 |
| Шпиндель многошпиндельного шпильковерта | 1980 |
|
SU967769A1 |
| Устройство для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей | 1987 |
|
SU1532271A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ВТУЛОК ЦИЛИНДРОВ ТЯЖЕЛЫХ ДИЗЕЛЕЙ, содержаш,ее систему управления, поворотный стол, сборочные приспособления и механизмы загрузки, запрессовки, контроля и ориентации, отличающееся тем, что, с целью расширения технологических возможностей, механизм ориентации выполнен в виде корпуса, закрепленного на штоке силового цилиндра с возможностью поворота и перемещения вдоль оси сборки, на нижнем торце которого выполнены отверстия под переливные патрубки втулок цилиндров, в одном из которых установлен подпружиненный палец, и под телескопические стержни, связанные со штоком силового цилиндра посредством двуплечих рычагов, имеющих возможность взаимодействия с концевыми выключателями системы управления.
6-6
Г5
Фиг. 3
21
19
| Металлорежущие станки | |||
| Под ред | |||
| проф | |||
| В | |||
| К | |||
| Типинкичиева | |||
| М.: Машиностроение, 1973, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
