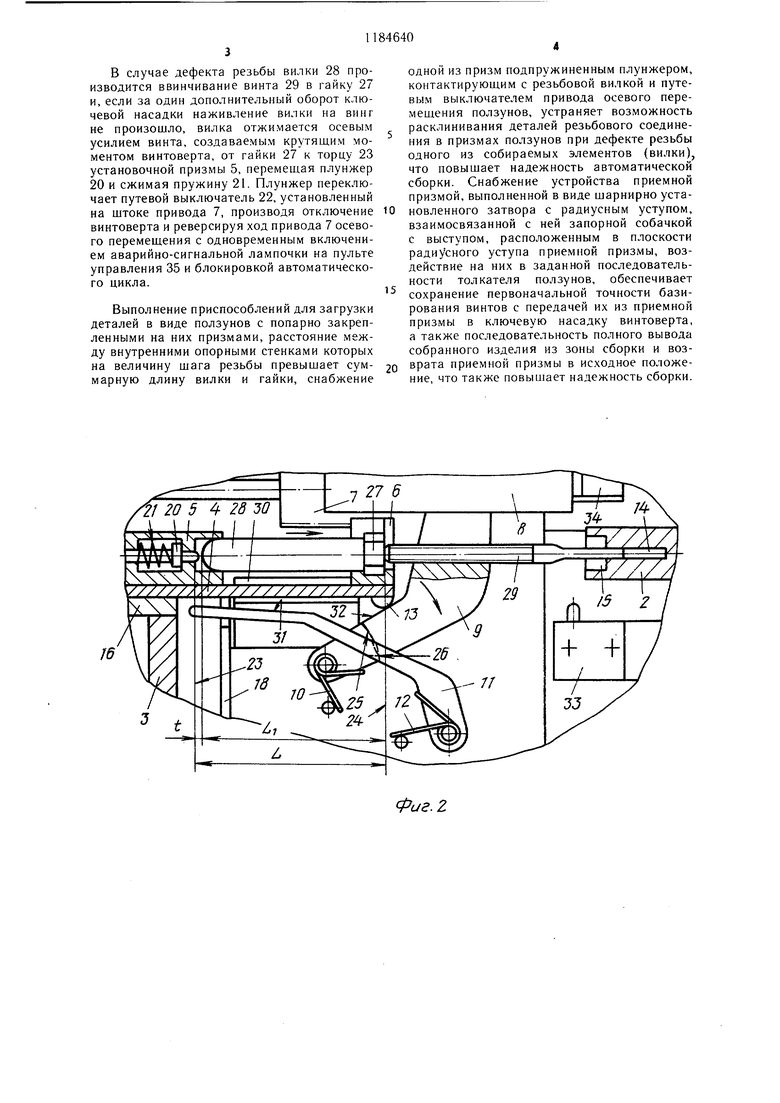
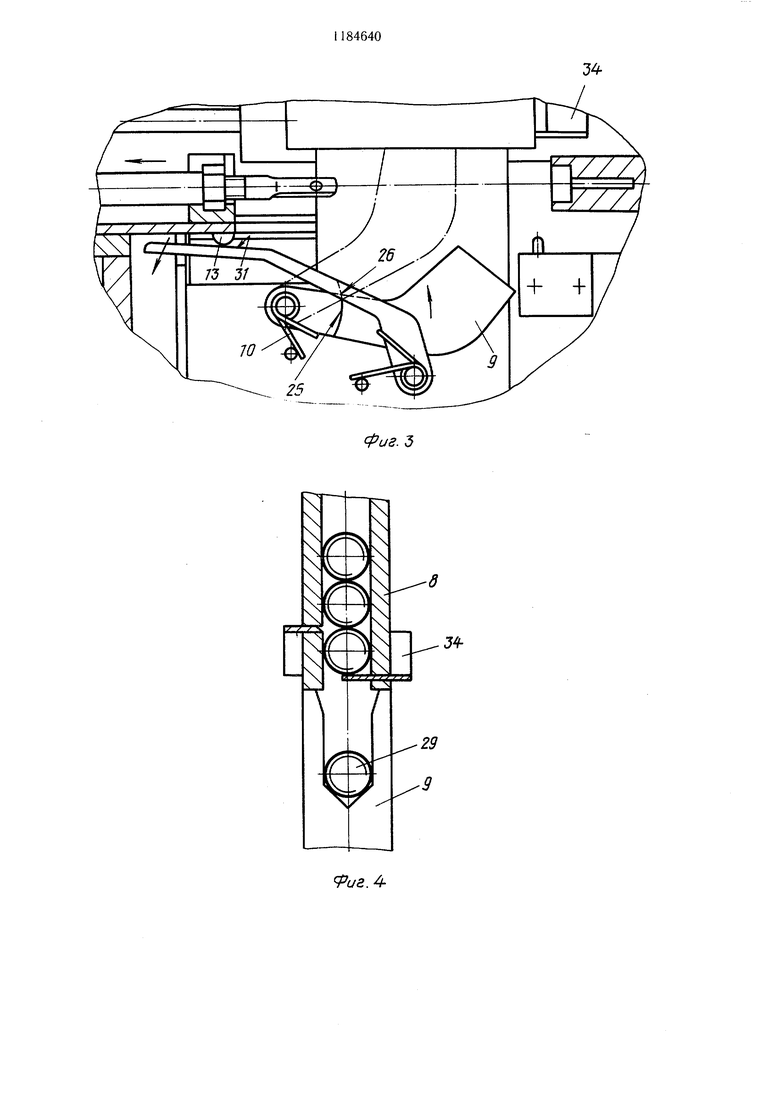
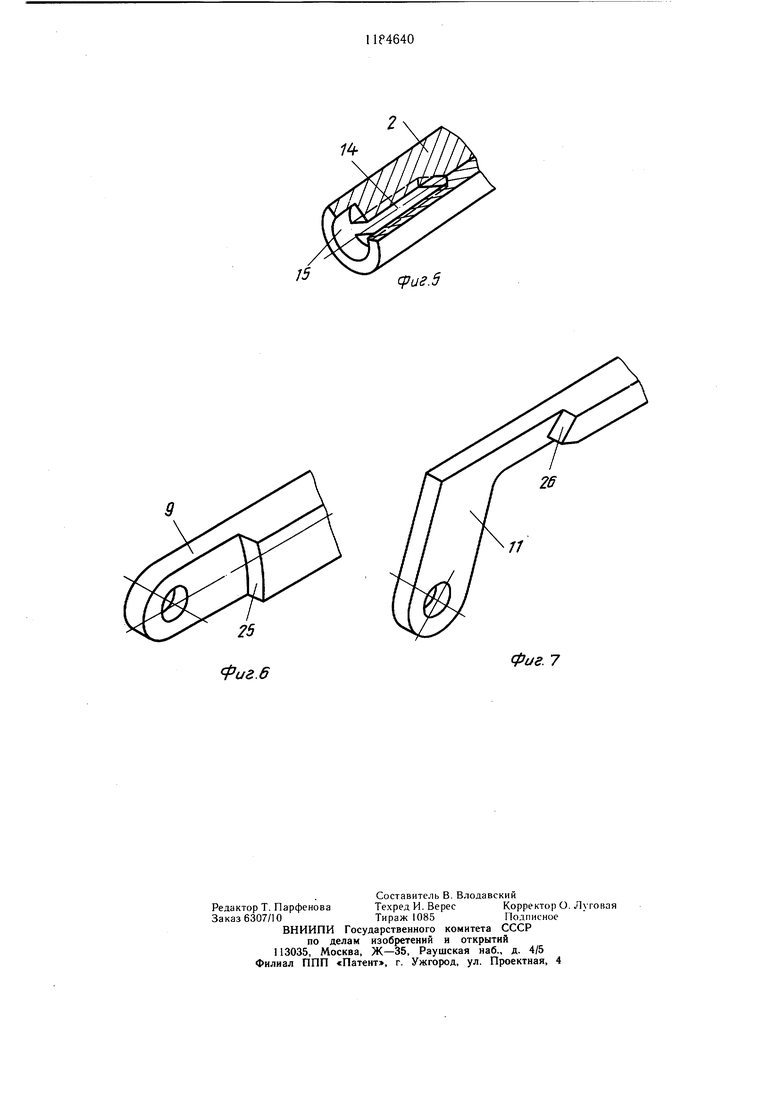
Изобретение относится к общему машиностроению и может быть использовано для свинчивания резьбовых соединений, включающих вилку, винт и гайку. Цель изобретения - повышение надежности сборки, которая достигается за счет освобождения зоны разгрузки от приемного лотка. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, в момент загрузки винта в ключевую насадку; на фиг. 3 - то же, в момент отвода собранного узла; на фиг. 4 - магазин устройства; на фиг. 5 - ключевая насадка;,.на фиг. 6 - приемная призма; на фиг. 7 - запорная собачка. Устройство содержит винтоверт 1 с ключевой насадкой 2, барабан 3 загрузки с ползунами 4, несущими установочные призмы 5 и 6 под вилку и гайку, привод 7 осевого перемещения ползунов, магазин питания 8 винтами, приемную призму 9, выполненную в виде щарнирно установленного затвора, поджатого пружиной 10 к магазину питания 8, запорную собачку 11, поджатую пружиной 12 к толкателю 13 ползуна 4. Ключевая насадка 2 выполнена с гнездом 14 в виде шлицевого паза под плоскую головку винта и дополнительной заходной расточки 15, равной диаметру описанной окружности головки винта. Ползуны расположены на барабане 3 в направляющих 16 и ограничены от осевого смещения беговыми дорожками 17 и 18. Беговая дорожка 18 выполнена по оси винтоверта с вырезом для прохождения ползунов, входящих на позиции сборки в зацепление с захватом 19 привода 7 осевого перемещения, выполненного в виде силового цилиндра. В призмах 5 установлены плунжеры 20, поджатые пружинами 21, усилие которых примерно на треть превышает усилие, развиваемое силовым цилиндром привода осевого перемещения ползунов. На щтоке привода 7 установлен путевой выключатель 22, предназначенный для взаимодействия с плунжерами 20. Расстояние L между внутренними торцами 23 и 24 установочных призм превышает суммарную длину вилки и гайки Li на величину щага резьбы 1 собираемых деталей. Приемная призма 9 выполнена с радиусным уступом 25, центр которого расположен на ее оси враа1ения, а запорная собачка 11 в.ыполнена с выступом 26, расположенным в плоскости радиусного уступа приемной призмы. Устройство работает следующим образом. В призмы 5 и 6 ползуна 4 между торцом 24 и выступающим в призму 5 на величину шага резьбы t концом плунжера 20 устанавливаются гайка 27 и вилка 28. На приемную призму 9 предварительно укладывается винт 29. Включается автоматический цикл сборки. При этом включается винтоверт 1, передавая вращение на ключевую насадку 2, и производится поворот барабана 3 с установленными в призмы ползунов деталями, вилкой и гайкой. Ползуны удерживаются от осевого перемещения на барабане при его повороте беговыми дорожками 17 и 18. При базировании ползуна с комплектом деталей по оси винтоверта происходит его зацепление с захватом 19 привода 7 осевого перемещения. После включения привода 7 производится перемещение ползуна из направляющих 16 барабана по направляющим 30 станины в сторону винтоверта 1. По пути ползун 4 нажимает установленной в призму 6 гайкой 27 на винт 29, сцентрированный по оси ключевой насадки 2 винтоверта на приемной призме 9, смещая его к ключевой насадке. При этом толкатель 13 ползуна сходит с плеча 31 запорной собачки 11, которая при повороте под действием пружины 12 поджимается своим выступом 26 к радиусному уступу 25 приемной призмы. Головка винта вводится в заходную расточку 15 вращающейся ключевой насадки винтоверта, что предупреждает ее радиальное смещение при дальнейщей ориентации в гнездо 14. При вводе сориентированной головки винта в гнездо 14 ключевой насадки 2 примерно на треть длины приемная призма при воздействии толкателя 13 на скос 32 поворачивается и, скользя своим радиусным уступом 25 по выступу 26 запорной собачки, удерживается в нижнем положении при выходе уступа за выступ, тем самым обеспечивая беспрепятственное транспортирование ползуна 4 с комплектом деталей через зону, занимаемую приемной призмой, в зону сборки. При полном заходе головки винта в гнездо ключевой насадки производится последовательное свинчивание винта с гайкой и вилкой. При достижении заданного размера сборки толкатель 13 ползуна 4 нажимает на концевой выключатель 33, реверсируя ход привода 7 осевого перемещения и отключая винтоверт 1. Ползун с комплектом собранных деталей возвращается в исходное положение. При этом винт 29 выдергивается из ключевой насадки 2 и после вывода его головки из зоны действия приемной призмы толкатель 13, воздействуя на плечо 31 запорной собачки, отжимает ее вниз, отводя выступ собачки от уступа приемной призмы, которая под действием пружины 10 поднимается в исходное положение. Таким образом обеспечивается вывод собранного узла, габариты которого увеличились на величину нерезьбовой выступающей части винта, из зоны загрузки винтов. Одновременно срабатывает отсекатель 34 магазина питания 8, поштучно выдавая на приемную призму очередной винт. Установка комплектующих деталей и съем собранного изделия производятся на свободных позициях барабана одновременно с автоматической сборкой. В дальнейшем цикл сборки повторяется. В случае дефекта резьбы вилки 28 производится ввинчивание винта 29 в гайку 27 и, если за один дополнительный оборот ключевой насадки наживление вилки на винг не произошло, вилка отжимается осевым усилием винта, создаваемым крутящим моментом винтоверта, от гайки 27 к торцу 23 установочной призмы 5, перемещая плунжер 20 и сжимая пружину 21. Плунжер переключает путевой выключатель 22, установленный на штоке привода 7, производя отключение винтоверта и реверсируя ход привода 7 осевого перемещения с одновременным включением аварийно-сигнальной лампочки на пульте управления 35 и блокировкой автоматического цикла. Выполнение приспособлений для загрузки деталей в виде ползунов с попарно закрепленными на них призмами, расстояние между внутренними опорными стенками которых на величину шага резьбы превышает суммарную длину вилки и гайки, снабжение одной из призм подпружиненным плунжером, контактирующим с резьбовой вилкой и путевым выключателем привода осевого перемещения ползунов, устраняет возможность расклинивания деталей резьбового соединения в призмах ползунов при дефекте резьбы одного из собираемых элементов (вилки), что повышает надежность автоматической сборки. Снабжение устройства приемной призмой, выполненной в виде шарнирно установленного затвора с радиусным уступом, взаимосвязанной с ней запорной собачкой с выступом, расположенным в плоскости радиусного уступа приемной призмы, воздействие на них в заданной последовательности толкателя ползунов, обеспечивает сохранение первоначальной точности базирования винтов с передачей их из приемной призмы в ключевую насадку винтоверта, а также последовательность полного вывода собранного изделия из зоны сборки и возврата приемной призмы в исходное положение, что также повышает надежность сборки.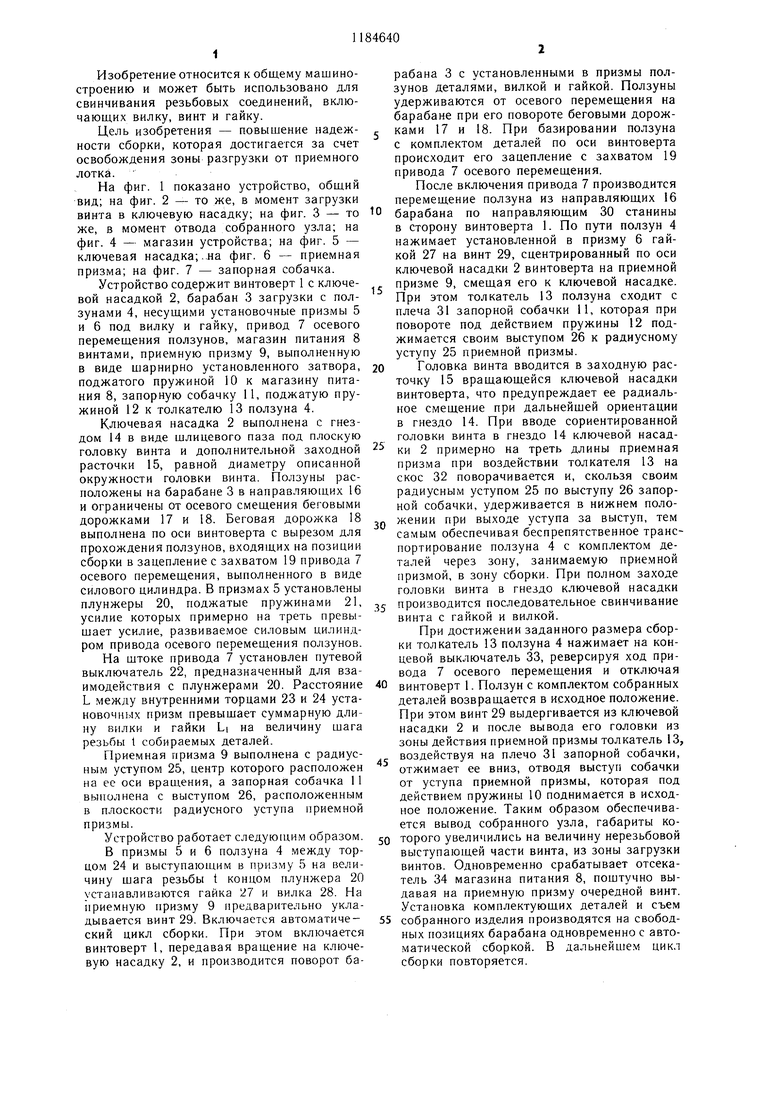
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Устройство для сборки амортизаторов | 1984 |
|
SU1177115A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| РЕВОЛЬВЕР С ПОВОРОТОМ СТВОЛА С БАРАБАНОМ ВНИЗ БЕЗ РАЗМЫКАНИЯ КОРПУСА | 2003 |
|
RU2253819C1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| Винтоверт | 1982 |
|
SU1030154A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, например вилки, винта и гайки, содержащее корпус, магазин питания, винтоверт с ключевой насадкой, поворотный барабан с приспособлениями для загрузки деталей, отличающееся тем, что, с целью повышения надежности сборки, приспособления для загрузки выполнены в виде ползуна с приводом и заff 21205 23232 крепленными на нем двумя установочными призмами, установленными на расстоянии друг от друга, равном величине шага резьбы плюс суммарная длина вилки и гайки, корпус устройства снабжен путевым выключателем, а магазин питания - приемной призмой, причем одна из установочных призм снабжена подпружиненным плунжером, предназначенным для взаимодействия с вилкой и путевым выключателем, а приемная призма магазина питания выполнена в виде шарнирно установленного затвора и запорной собачки. 2. Устройство по п. i, отличающееся тем, что приемная призма выполнена с радиусным уступом, центр которого расположен на оси врашения, а запорная собачка выполнена I с выступом, расположенным в плоскости радиусного уступа приемной призмы. (Я 00 4 Од 1 6 27 Ъ ЪО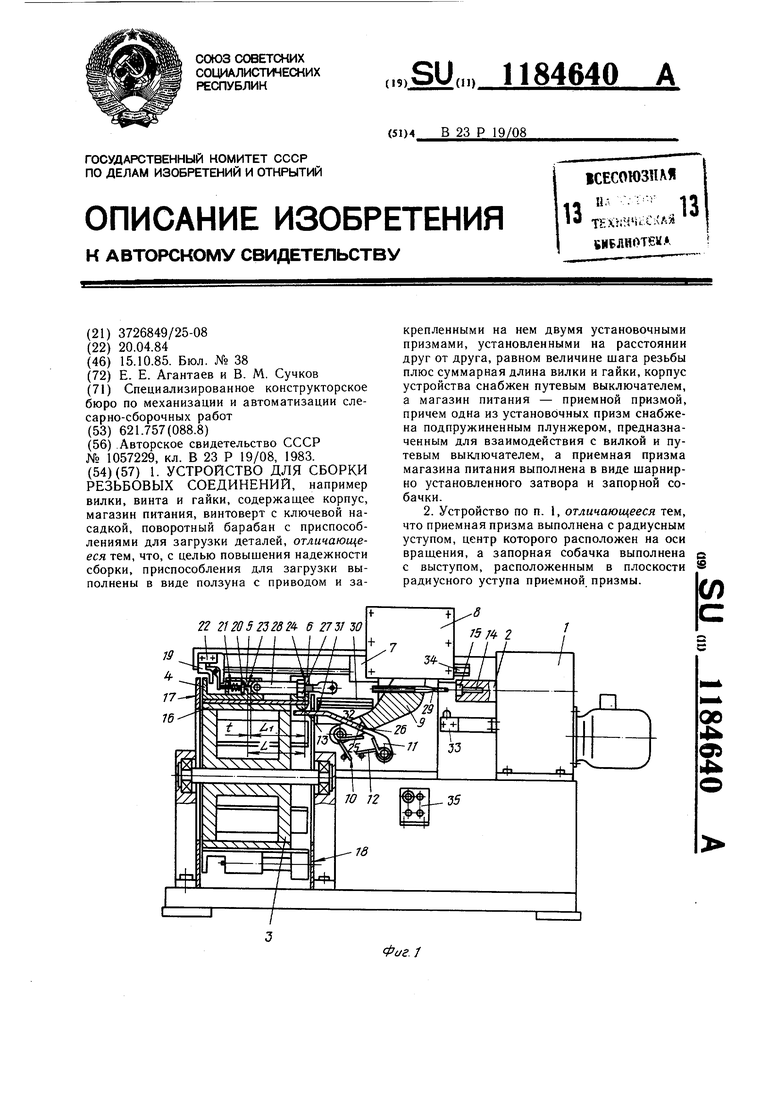
ua.4сриг.д
Фиг. 7
| Устройство для сборки деталей | 1982 |
|
SU1057229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
