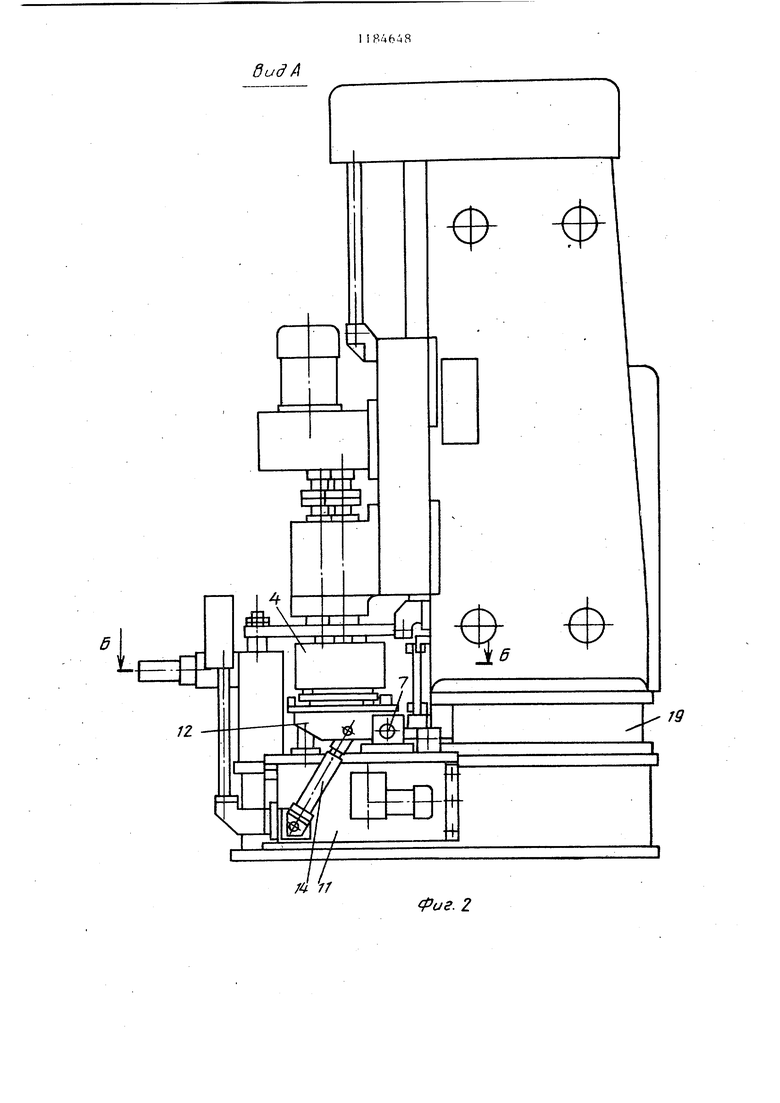
1 Изобретение относится к станкостроению, в частности к транспортирующим средствам для перемещения де талей между станками автоматической линии для механической обработки. Цель изобретения. - упрощение кон .струкции и уменьшение габаритов автоматической линии. Цель достигается за счет того, что поворотные устройства шагового конвейера спутникового типа установ лены на штанге, причем одно из них расположено с возможностью совместного поворота с Последней. Толкател штанги установлены с возможностью взаимодействия со спутниками, размещенными в вертикальном положении На возвратной транспортной ветви конвейера. На фиг.1 изображен шаговый конве йер, общий вид сверху; на фиг.2 вид А на фиг,1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З. Шаговый конвейер спутникового ти па состоит из рабочей ветви 1, пред назначенной для перемещения спутника 2 5 выполненного в виде плиты с базовыми планками 3 для установки обрабатываемой детали 4. Спутник 2 имеет возможность пере мещения по транспортным планкам 5 к технологическому оборудованию (не показано) и возвращения по возвратн ветви 6, расположенной между технологическим оборудованием и рабочей ветвью 1. Между рабочей 1 и возвратной 6 ветвями конвейера установлена транс портная штанга 7, опирающаяся на ро лики 8, Штанга 7 снабжена жесткими толкателями 9 и имеет возможность перемещения на шаг транспортировани от привода возвратно-поступательног перемещения, вьтолненного в виде ги роцилиндра 10, расположенного на станине 11. Рабочая ветвь 1 конвейера имеет загрузочную 12 и разгрузочную 13 по воротные платформы, расположенные н штанге 7 соответственно в начале и конце шагового конвейера и имеющие возможность поворачиваться на 90 в круг штанги 7, 82 Приводы поворота платформ 12 и 13 выполнены в виде гидроцилиндров 14 и 15, установленных соответственно на станинах 11 и 16. Загрузочная платформа 12 жестко связана со штангой 7 посредством закладной щпонки 17. Возвратная ветвь 6 снабжена транспортными планками I8, закрепленными на подставке 19. Шаговый конвейер работает следующим образом. В исходном положении транспортная штанга 7 с толкателем 9 находится в крайнем правом положении (фиг.з). На платформу 12 загружается спутник 2, На базовые планки 3 которого установлена обрабатьтаемая деталь 4. Привод возвратно-поступательного перемещения (гидроцилиндр 1о) сообщает движение штанге 7 по роликам 8, при этом толкатели 9 транспортируют спутник 2 в направлении стрелки П (фиг.О по планкам 5 вдоль рабочей ветви 1 шагового конвейера. Б конце шагового конвейера спутник 2 с обработанной деталью 4 поступает на разгрузочную платформу 13, где деталь 4 снимается со спутника 2. После зтого срабатывают приводы поворота платформ гидроцилиндров 14 и 15 , которые осуществляют одновременный поворот на 90 платформы 13 без спутника 2 и. платформы 12 со спутником 2 к возвратной ветви 6 (.фиг.4у. При подъеме, т.е. повороте на 90 загрузочной плиты 12 одновременно поворачивается по часовой стрелке штанга 7, жестко связанная с плитой посредством шпонки 17, при этом толкатели 9 выходят из зацепления со спутником 2.возвратной ветви 6 и зацепляются со спутниками 2. Таким образом возврат спутника 2 к загрузочной платформе 12 осуществляется теми же толкателями 9, но при обратном ходе гидроцилиндра 10. При одновременном опускании платформ 12 и 13 штанга поворачивается на 90 против часовой стрелки, при этом платформа 12 опускается со спутником 2, а гшатформа 13 - без спутника 2. Далее цикл работы конвейера повторяется.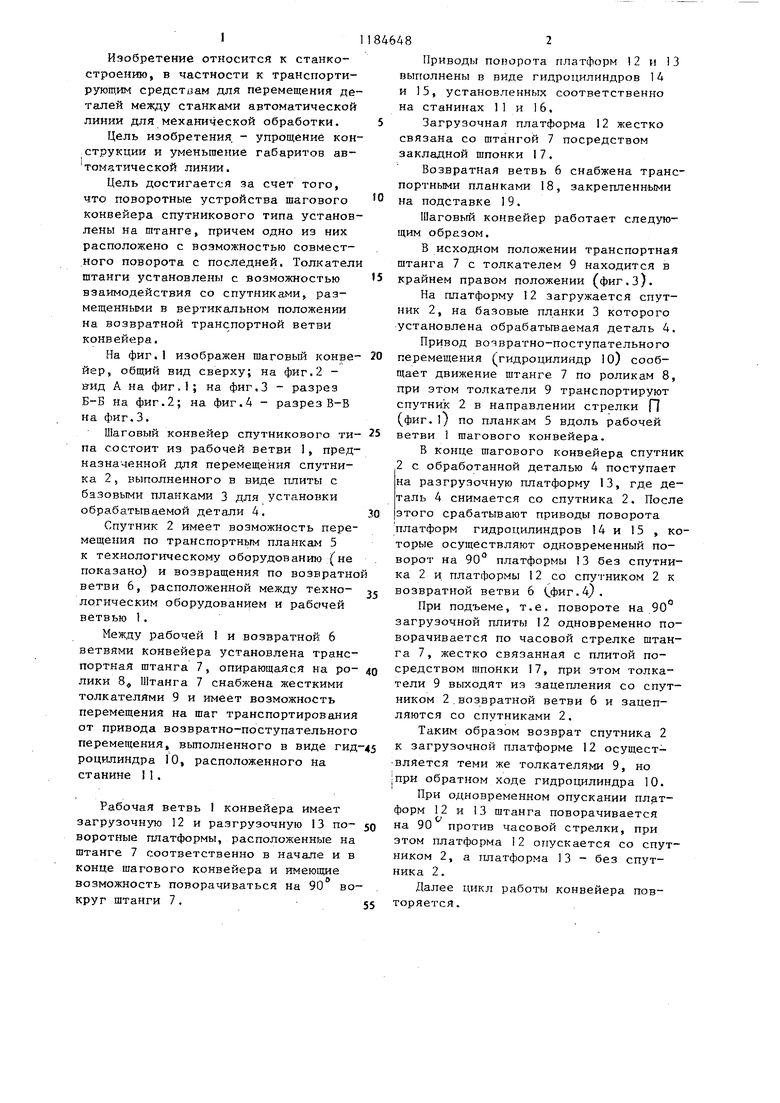
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Шаговый конвейер | 1977 |
|
SU692756A1 |
| Устройство перегрузки между двумя параллельными конвейерами для автоматической линии спутникового типа | 1983 |
|
SU1138293A1 |
| Шаговый конвейер | 1986 |
|
SU1472385A1 |
| Вагон для пакетированных грузов | 1988 |
|
SU1684200A1 |
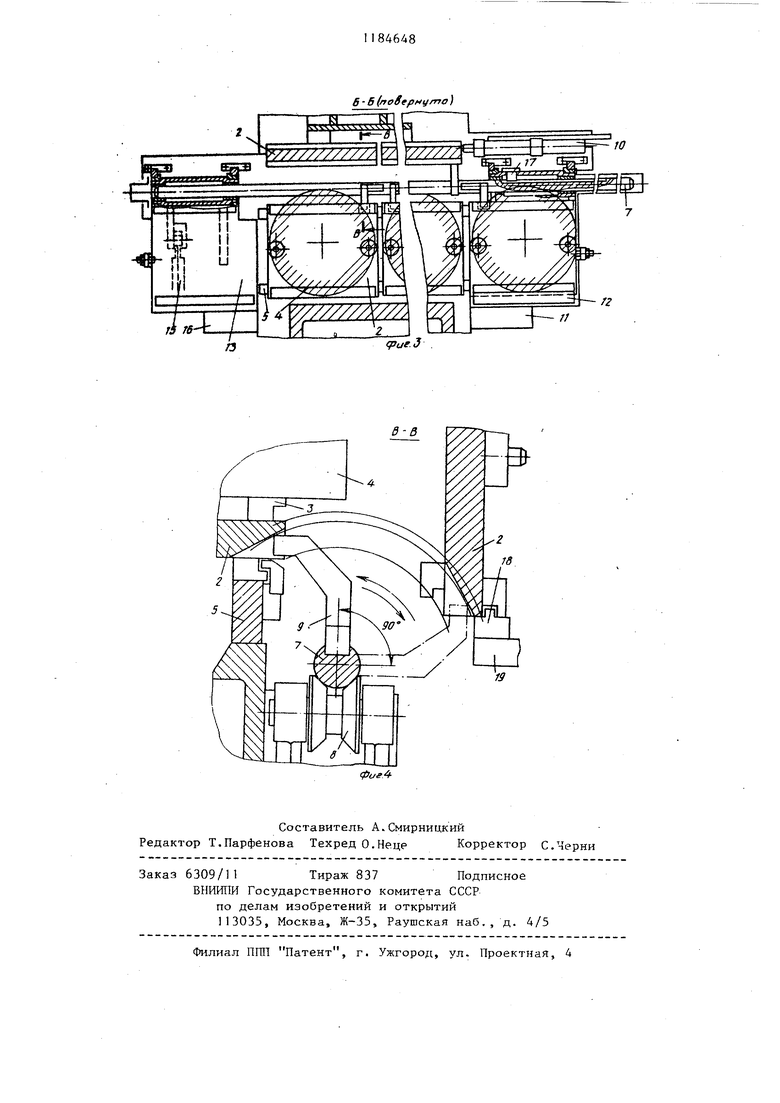
ШАГОВЫЙ КОНВЕЙЕР спутникового типа, связывающий технологическое оборудование автоматической линии, содержащий рабочуюи возвратную транспортные ветви, штангу с жесткими толкателями и поворотные устройства с приводами, отличающийся тем, что, с целью упрощения конструкции и уменьшения габаритов, поворотные устройства установлены на транспортной штанге, причем по крайней мере одно кз них расположено с возможностью совместного поворота с последней, а толкатели штанги установлены с возможностью взаимодействия со спутниками, размещенными на возвратной транспортной ветви конвейера. 00 4 00
| Вороничев Н.М | |||
| и др | |||
| Автоматические линии из агрегатных станков | |||
| М.: Машгиз, 1971, с | |||
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
