f- S поверну 
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1990 |
|
SU1751107A1 |
| Шаговый конвейер | 1984 |
|
SU1156984A1 |
| Штанговый конвейер | 1982 |
|
SU1121200A1 |
| Загрузочное устройство | 1987 |
|
SU1437184A1 |
| Штанговый конвейер | 1986 |
|
SU1419957A1 |
| Устройство для загрузки и выгрузки изделий | 1985 |
|
SU1283184A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Привод шаговых перемещений | 1990 |
|
SU1778048A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
Изобретение относится к транспортным устройствам. Цель - повышение надежности работы конвейера. На основании конвейера расположены направляющие для деталей. С возможностью возвратно-поступательного перемещения и поворота относительно продольной оси установлена штанга с жестко закрепленными на ней толкающими упорами. С концом штанги жестко соединена ось, на которой установлена с возможностью поворота подпружиненная относительно нее собачка (С) 7 с секторным пазом, в который вставляется штифт. На С 7 жестко закреплен поводок 15 в виде расположенного параллельно штанги пальца, установленного с возможностью взаимодействия с подпружиненным плунжером (П) 20 и расположения в пазу 19 толкателя (Т) 18 при повороте штанги. При этом Т 18 установлен с возможностью возвратно-поступательного перемещения по основанию. На одном конце Т 18 расположены подпружиненный относительно него П 20 и перпендикулярно его перемещению паз 19. Другой конец Т 18 связан со штококом 17 силового цилиндра 16 для поворота С 7. Конвейер снабжен приводами возвратно-поступательного перемещения и поворота штанги. Для отклонений С 7 при пропуске деталей штанги с упорами и С 7 поворачиваются пока поводок 15 не упрется в П 20. При дальнейшем повороте штанги С 7 застопорится П 20. Поводок выпускает П 20 и заскакивает в паз 19. Выдвинутый Т 18, находящийся в исходном положении, удерживает С 7 до тех пор пока деталь не поступит на конвейер. 11 ил.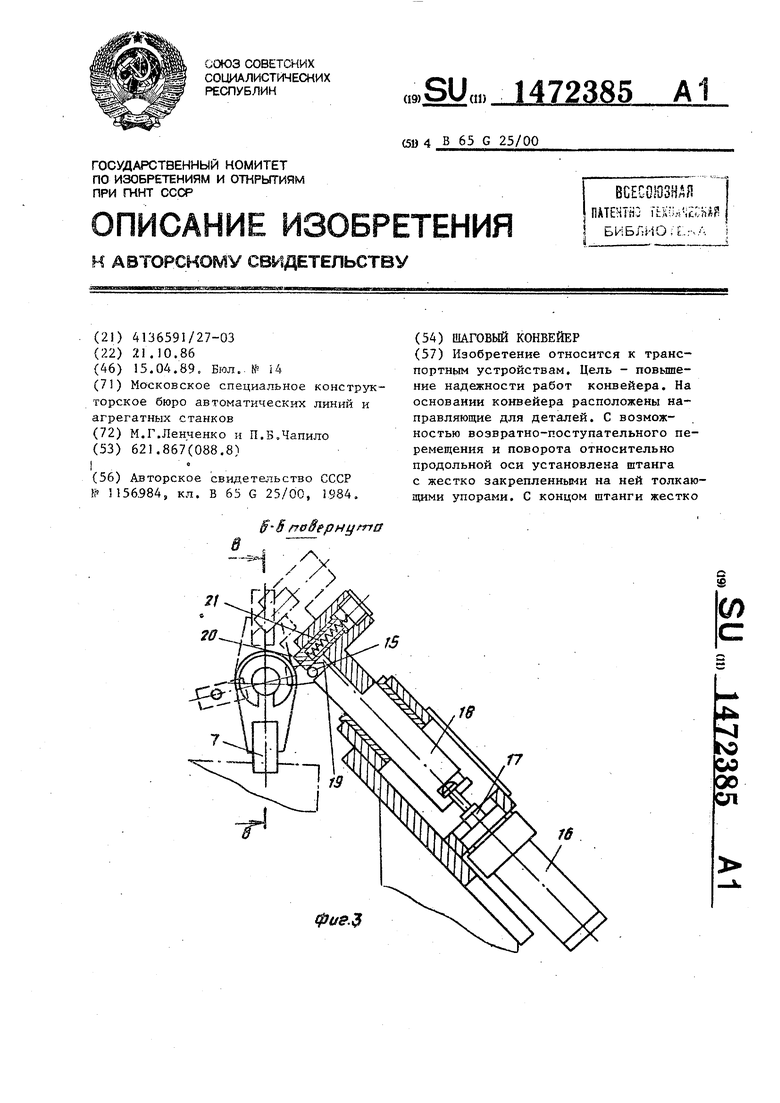
фи.
(О
1В
Г7
Ю 00 00
СП
16
соединена ось, на которой установлена с возможностью поворота подпружиненная относительно нее собачка (С) 7 с секторным пазом, в который вставляется штифт. На С 7 жестко закреплен поводок 15 в виде расположенного параллельно штханги пальца, установленного с возможностью взаимодействия с подпружиненным плунжером (П) 20 и расположения в пазу 19 толкателя (Т) 18 при повороте штанги. При этом Т 18 установлен с возможностью возвратно-поступательного перемещения по основанию. На одном конце Т 18 расположены подпружиненный относительно него П 20 и перпенИзобретение относится к станкостроению, в частности к транспортным устройствам автоматической линии ме- таллорежугцих станков,
Цель изобретения - повьшение надежности в работе конвейера.
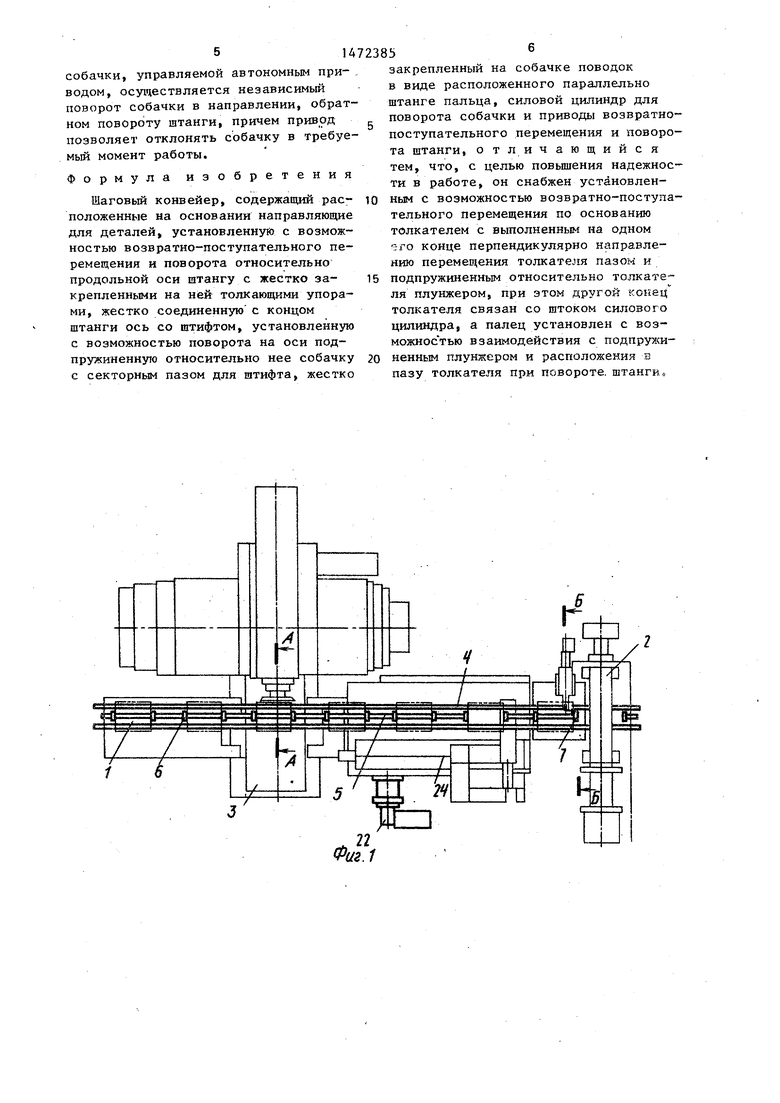
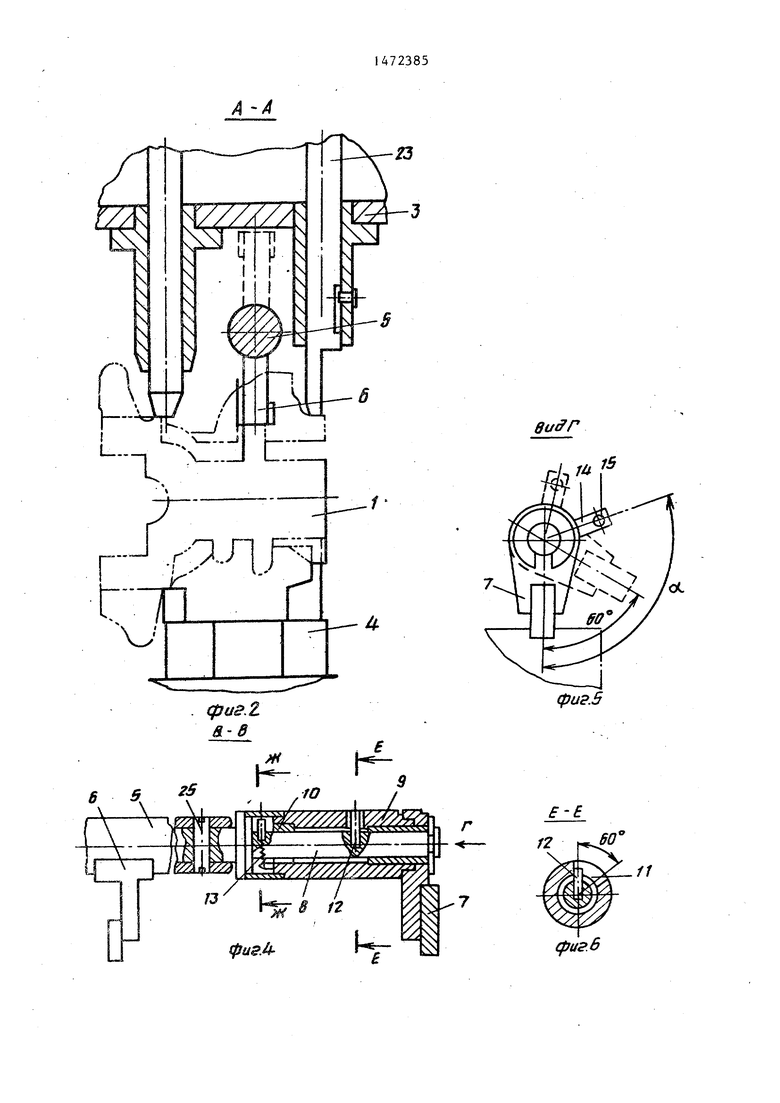
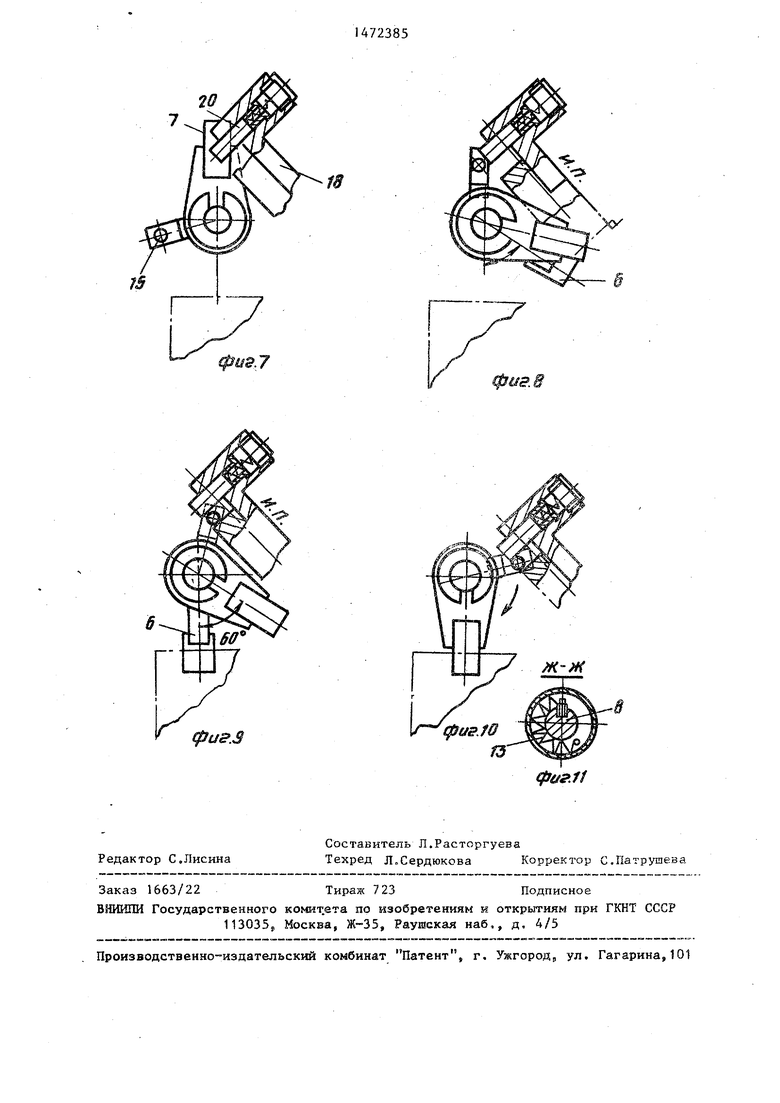
На фйг,1 схематически изображен предлагаемый шаговый конвейер, вид сверху; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.); на фиг.4 - сечение В-В на фиг.З; на фиг.5 - вид Г на фиг.4; на фиг.6 - сечение Е-Е на фиг.4; на ,фиг.7 10 - последовательные положения собачки и поводка; на фиг.11 - сечение Ж-Ж на фиг.4.
Шаговый конвейер предназначен для транспортирования обрабатьюаемой детали. 1 с промежуточной позиции, например с поворотного барабана 2, на технологическую позицию обработки в частности на приспособогхение станка 3, и содержит расположенные на осно- вании направляющие 4 для деталей 1, установленную с возможностью возвратно-поступательного перемещения и поворота относительно продольной оси штангу 5 с жестко закрепленными на ней толкающими упорами 6, собачку 7, установленную с возможностью поворота на оси 8 в скользящих втулках 9 и 10, Ось 8 честко соединена с кондикулярно его перемещению паз 19. Другой конец Т 18 связан со штоком 17 силового цилиндра 16 для поворота С 7. Конвейер снабжен приводами возвратно-поступательного перемещения и поворота штанги. Для отклонений С 7 при пропуске деталей штанги с упорами и С 7 поворачиваются пока поводок 15 не упрется в П 20, При дальнейшем повороте штанги С 7 застопорится П 20. Поводок выпускает li 20 и заскакивает в паз 19. Выдвинутый Т 18, находящийся в исходном положении, удерживает С 7 до тех пор пока деталь не поступит на конвайер, П ил.
цом штанги 5, Для ограничения поворота собачки 7 относительно оси 8 в ней выполнен секторный паз 11, в котором размещен штифт 12, жестко закрепленный на оси 8. Собачка 7 упруго связана с осью 8 пружиной 13, т.С подпружинена относительно нее для удержания собачки 7 в положении на деталь. На собачке 7 закреплена планка 14 с поводком 15 в виде расположенного параллельно штанге пальца, ось разворота которого находится под углом об к оси собачки 7. Поворот собачки 7 на деталь и обратно производится автономным приводомj, установленным под углом к штанге 5 и вьтолнениым в виде силового цилиндра 16, шток 17 которого связан с собачкой 7 через толкатель 18, который установлен с возможностью возвратно-поступательного перемещения по основанию и имеет расположенные на одном конце перпендикулярно направлению перемещения толкателя паз 19 и плунжер 20, подпружиненный относительно толкателя 21 счатия. При этом, другой конец толкателя 18 связан со штоком 17 силового цилиндра 16, а поводок 15 (палец) установлен с возможностью взаимодействия с подпружиненным плунжером 20 и расположения в пазу 19 толкателя 18 при повороте штанги 5. Поворот
штанги 5 осуществляется приводом 22 поворота на 180°, который поворачив ет штангу 5 по часовой стрелке для подачи собачки 7 и упоров 6 на деталь, и при повороте штанги 5 проти часовой стрелки длл подачи собачки 7 и упоров 6 от детали.
Приспособление 3 технологическог оборудования (станка) выполнено таким образом, что штанга 5 конвейера с упорами 6 размещена над обрабатываемой деталью 1 Е зоне расположения зажш-1ных элементов 23, следовательно, возвратно-поступательное перемещение штанги 5 от привода 24 про . дольного возвратно-поступательного перемещения возможно только при вертикальном положении упоров 6: при перемещении детали -- в нижнем рабочем положении, при возвращении штанги 5 в- исходное положение - в верхнем взведенном положении. Ось 8 жестко закреплена на штанге с помощью цилиндрического штифта 25. Секторный паз 1 в корпусе собачки 7 предназначен для OFpaничeния угла поворота собачки 7 вокруг штанги 5 до 60° штифтом 12 до упора, в который корпус собачки 7 выбирает зазор секторного паза i1. На фиг.З пунктирными линиями показан толкатель 18 в исходном положенииS когда шток 17 си- .лового цилиндра 16 вьэдвинут.
Шаговый конвейер работает следующим образом.
В исходном положении штанга 5 с жесткими упорами 6 и концевой управляемой собачкой 7 находится в крайнем правом положении, причем упоры 6 и собачка 7 повернуты на деталь. Деталь 1, охватываемая упорами 6, перемещается направляющими 4. При поступлении детали 1 с поворотного барабана 2 на конвейер собачка 7 под действием автономного привода, вьшолненного в виде силового цилиндра 16 и управляемого путевой автоматикой, отклоняется и пропускает деталь 1. Происходит это следующим образом. Когда штанга 5 от привода 22 поворота поворачивается вместе с упорами 6 и собачкой 7 по часовой стрелке; угол их поворота равен до тех пор, пока поводок 15 не упирается в плунжер 20 на толкателе 8. При дальнейшем повороте штанги 3 упоры 6 поворачиваю-.ся дальша по часовой
25
стрелке, а собачка 7 застопорена подпружиненным плунжером 20. В это время пружина 13 растягивается, так 5 как усилие пружины 21 сжатия больше усилия пружины 13 растяжения. При этом выбирается%зазор в пазу 11 до контакта штифта 12 с корпусом концевой собачки 7. Далее поводок 15 вы- tO жимает плунжер 20 и заскакиваЛ- в паз 19 толкателя 18 (фиг.9), при этом пружина 13 сжимается, т.е. штифт 12 занимает в пазу 11 исходное положение. В это время упор 6 находится в 15 том же самом положении (на равном угле поворота), что и собачка 7.При дальнейшем повороте штанги с упорами 6 на деталь и задержании поводка 15 пазом толкателя 18 происходит повтор- 2Q ное растяжение пружины 13, а штифт 12 выбирает зазор секторного цаза П. Упоры 6 поворачиваются в положение на деталь, причем в данном положении- при недоведении собачки 7 на бО - выдвинутый толкатель 18, находящийся в исходном положении, удерживает собачку 7 до тех пор, пока не проходит деталь от поворотного барабана 2 и не поступает команда об этом. 30 После этого срабатьгоает цилиндр
16 автономного привода, который отводит тол1 атель 18 в исходное положение, доворачивая собачку 7 за поводок 15 на 60 и устанавливая ее в 25 положение на деталь одновременно с упорами 6, готовыми для транспортирования детали 1. При этом пружина 13 сжимается, корпус собачки 7 по- вертьшаясь, выбирает зазор паза 11, 40 устанавливается до упора в штифт 12 . и собачка 7 оказывается в положении на деталь. Таким образом, деталь 1 оказьшается охваченной упорами 6 и собачкой 7. Когда штанга 5 с упорами. 5 6, охватьтающими обрабатываемые детали, и собачкой 7 от привода-24 перемещается на шаг транспортирования вперед, поводок 15 выскальзьюает из паза 19 толкателя 18, а цилиндр 16 0 возвращает последний в исходное выдвинутое положение после поворота и возвращения штанги 5 в исходное положение (фиг.7), т.е. при положении упоров 6 и собачки 7 в положении от 5 после поворота штанги против часовой стрелки. Далее цикл повторяется в том же порядке.
Таким образом, в результате применения в шаговом конвейере концевой
собачки, управляемой автономным приводом, осуществляется независимый поворот собачки в направлении, обратном повороту штанги, причем привод позволяет отклонять собачку в требуе- мьй момент работы. Формула изобретения
Шаговый конвейер, содержащий рас- положенные на основании направляющие для деталей, установленну с возможностью возвратно-поступательного перемещения и поворота относительно продольной оси штангу с жестко за- крепленными на ней толкающими упорами, жестко соединенную с концом штанги ось со штифтом, установленную с возможностью поворота на оси под- пружиненнута относительно нее собачку с секторным пазом для штифта, жестко
закрепленный на собачке поводок в виде расположенного параллельно штанге пальца, силовой цилиндр для поворота собачки и приводы возвратно- поступательного перемещения и поворота штанги, о тличающийся тем, что, с целью повьшгения надежности в работе, он снабжен установлен- ньи с возможностью возвратно-поступательного перемещения по основанию толкателем с выполненным на одном ;-го конце перпендикулярно направлению перемещения толкателя пазом и подпружиненным относительно толкателя плунжером, при этом другой конец толкателя связан со штоком силового цилиндра, а палец установлен с воз- можнос тью взаимодействия с подпружиненным плунжером и расположения в пазу толкателя при повороте, штанги«
-xf
//
ер иг. В
w
фи.З
| Аэропланная стойка с изменяющимся сечением | 1924 |
|
SU1156A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
