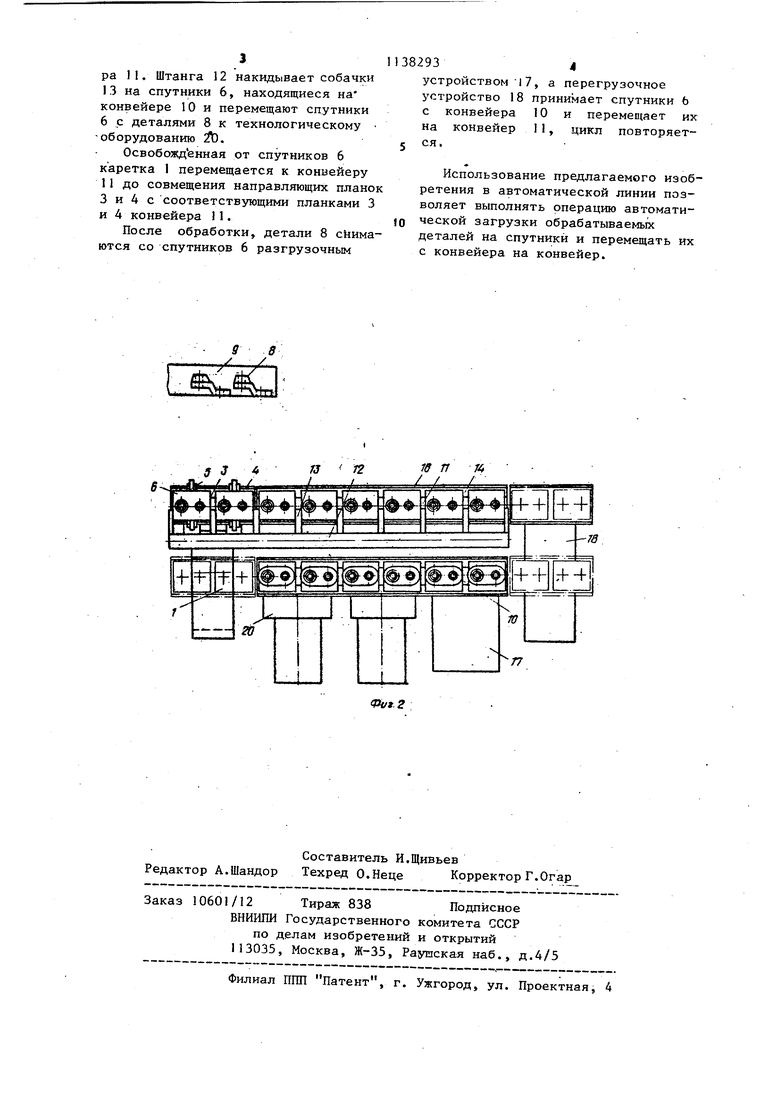
Изобретение относится к транспор ньм средствам автоматических линий металлорежущих станков, в частности к устройствам перегрузки спутников между двумя параллельными конвейера ми. Известно устройство перегрузки, между двумя параллельными конвейера ми для автоматической линии спутникового типа, содержащее каретку с приспособлением для зажима спутнико установленнзпо с возможностью возвратно-поступательного Перемещения, в горизонтальной и вертикальной плоскостях 03« Недостатком известного устройства является наличие специальных устройств для загрузки спутников деталями. Целью изобретения является расти рение технологических возможностей устройства. Указа;нная цель достигается тем, что устройство для перегрузки между двумя конвейерами для автоматическо линии спутникового типа, содержащее каретку с приспособлением для зажима спутников, установленную с возмо ностью возвратно-поступательного перемещения в горизонтальной и верт кальной плоскостя с, каретка снабжен платформой, установленной с возможност7зю-поворота в вертикальной плоскости. . На фиг. 1 изображено перегрузочное устройство, общий вид; на фиг. 2 пример компановки автомати ческой линии спутникЪвого типа с применением перегрузочного устройст ва Перегрузочное устройство состоит из каретки 1, установленной с возможностью возвратно-поступательного перемещения в горизонтальной плоско ти между параллельно расположенными конвейерами(ке показаны К На каретке 1 установлена платфор ма 2, на которой размещены направля ющие планки 3, ограничительные планки 4 и механизм 5 зажима спутНИКОВ 6. Платформа 2 смонтирована на каретке 1 с возможностью вокруг горизонтальной оси 7 на 90. На платформе 2 одновременно могут , разместиться два спутника 6, Обрабатываемые детали 8 подаютпр на загрузочную позицию конвейером 9 в строго определенном положении. Перегрузочное устройство может быть пpимeнe ro для автоматической линии спутникового типа, состоящей из двух цараллельных конвейеров 10 и II, предназначенных соответственно -для для перемещений спутников 6 с деталями 8 и для возврата спутников 6 без деталей 8. Спутники 6 перемещаются на конвейерах 10 и 11 штангой 12 с йобачками 13 по направляющим планкам 14 и ориентирующим планкам 15. Загрузку спутников 6 деталями 6 и перемещение загруженных спутников 6 осуществляют кареткой 1. Детали 8 подаются на загрузочную позицию конвейэром 16. В конце конвейера 10 установлено разгрузочное устройство 17 для выгрузки деталей 8 после обработки. Разгруженные спутники 6 с конвейера 10 перемещаются аналогичнь М перегрузочным устройством 18 на конвейер 11.На спутниках 6 имеются базовые пальцы 19. Вдоль конвейера 10 размещено технологическое оборудование 20 для обработки деталей 8 на спутниках 6. Перегрузочное устройство работает следующим образом, . Штанга 12 накидывает собачки 3 на спутники 6, находящиеся на конвейере 11, и перемещает их по направляющим планкам 14 до тех пор, пока два спутника 6 не заедут на платформу 2. В этот момент направляющие планки 3 и ориентирующие планки 4 платформы 2 совпадают с соответствующими планками 14 и 15 конвейера 11. Спутники 6 закрепляются на платформе 2 механизмом 5 зажима. Платформа 2 кареткой 1 опускается до совмещения оси 7 с горизонтальной плоскостью, проходящей через оси базовых отверстий обрабатываемых деталей 8, находящихся на конвейере 16, и поворачи вается вокруг Оси 7 йа 90 в сторону обрабатываемых деталей 8. Каретка 1 перемещает платформу 2 к обрабатываемым деталям 8 до ввода базовых пальцев 19 в базовые отверстия обрабатываемых деталей 8. Затем каретка 1 . поднимается с надетыми на спутники 6 деталями 8 до уровня исходного положения оси 7 и после этого платформа 2 поворачивается вокруг оси 7 на 90° в вертикальное положение, /1алее каретка 1 дтходит до совмещения направляющих планок 3 и ограничительных планок 4 с соответст.чутщими направляющими планками 3 и . коивейеpa 11. Штанга 12 накидывает собачки 13 на спутники 6, находящиеся на конвейере 10 и перемещают спутники 6 с деталями 8 к технологическому -оборудованию Л).
Освобожденная от спутников 6 каретка I перемещается к конвейеру 11 до совмещения направляющих планок 3 и 4 с соответствующими планками 3 и 4 конвейера 11.
После обработки, детали 8 сйимаются со спутников 6 разгрузочным
11382934
устройством 17, а перегрузочное устройство 18 принимает спутники 6 с конвейера 10 и перемещает их на конвейер 11, цикл повторяется,
Использование предлагаемого изобретения в автоматической линии позволяет выполнять операцию автоматической загрузки обрабатываемых
деталей на спутники и перемещать их с конвейера на конвейер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Шаговый конвейер | 1983 |
|
SU1184648A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматическая линия для абразивной обработки изделий | 1987 |
|
SU1511071A1 |
| Шагающий конвейер | 1981 |
|
SU988690A1 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| Перегрузочное устройство | 1987 |
|
SU1504171A1 |
| Автоматическая сборочная линия спутникового типа | 1988 |
|
SU1625558A1 |
УСТРОЙСТВО ПЕРЕГРУЗКИ МЕВДУ ДВУМЯ ПАРАЛЛЕЛЬНЫМИ КОНВЕЙЕРАМИ ДЛЯ АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНЖЬВОГО ТИПА содержащее кйретку с приспособлением для зажнма спутников, установленную с возможностью возвратно-поступательного перемещения в горизонтальной и вертикальной плоскостях, отлича ощееся тем, что, с целью расширения технологических возможностей, каретка снабжена платформой, установленной с возможностью поворота в вертикальной плоскости. (Л 7ff Г 74 10 СО 00 СО 00
а 8
у /
| I | |||
| Авторское свидетельство СССР ПО зайвке 3410106/08,, %Я | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
