00 СЛ1 ;:ь
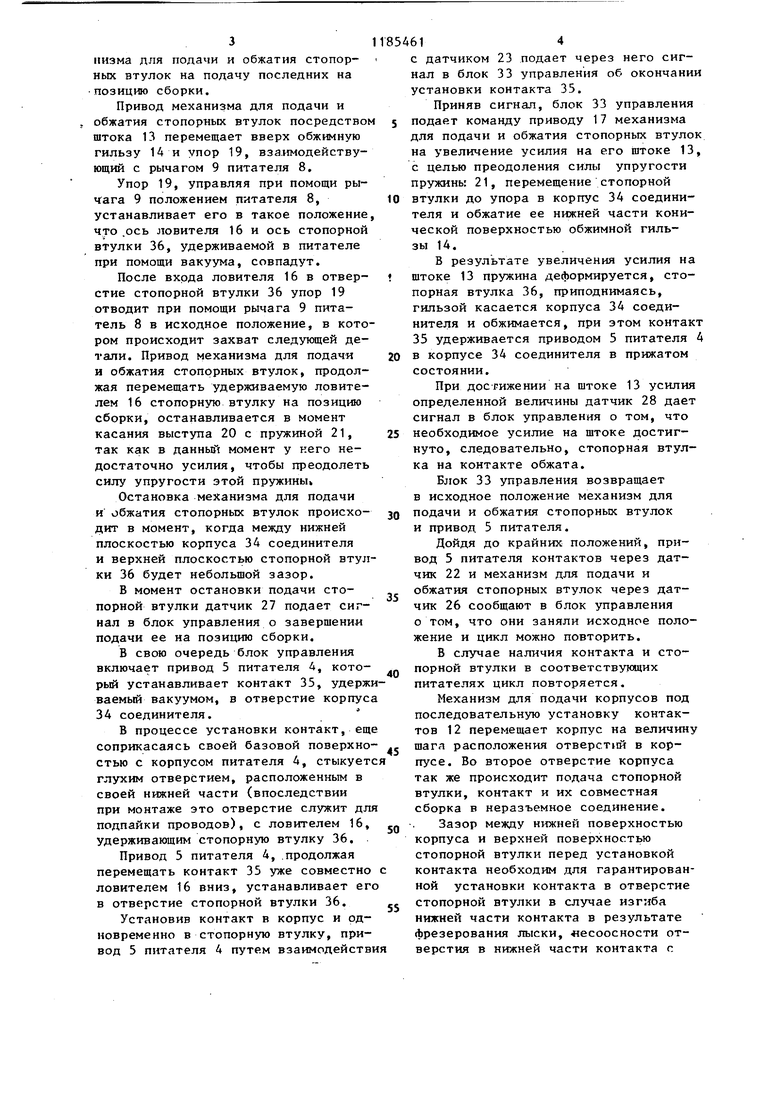
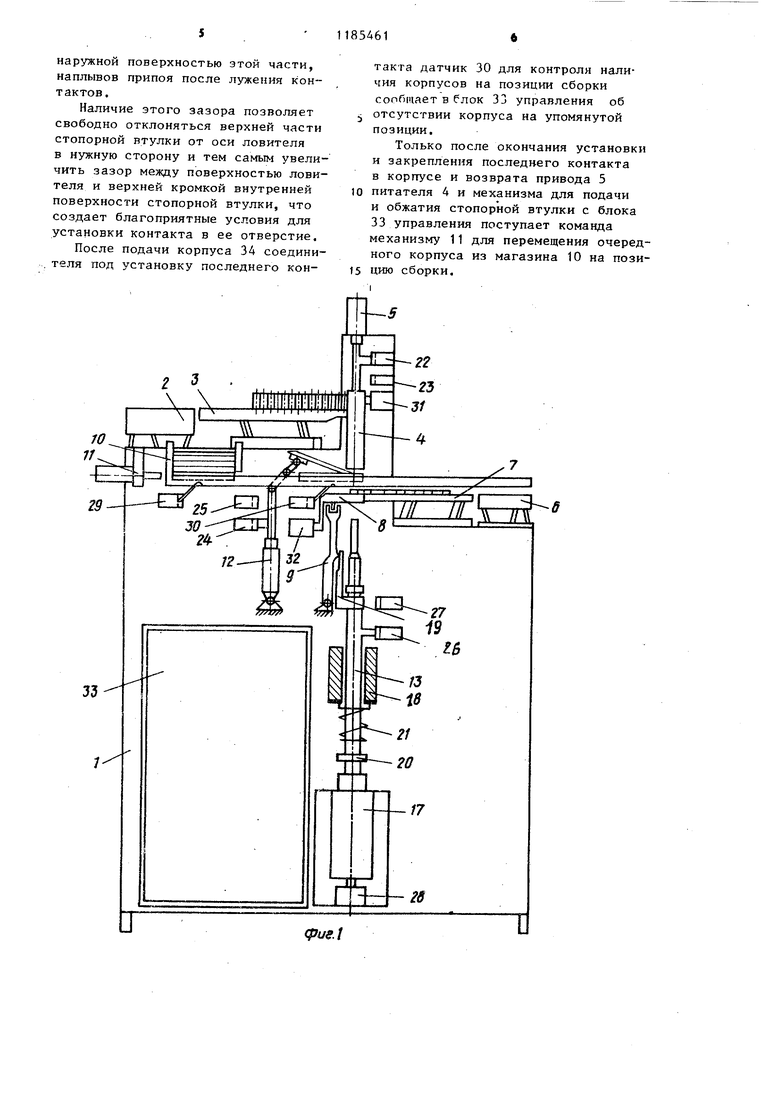
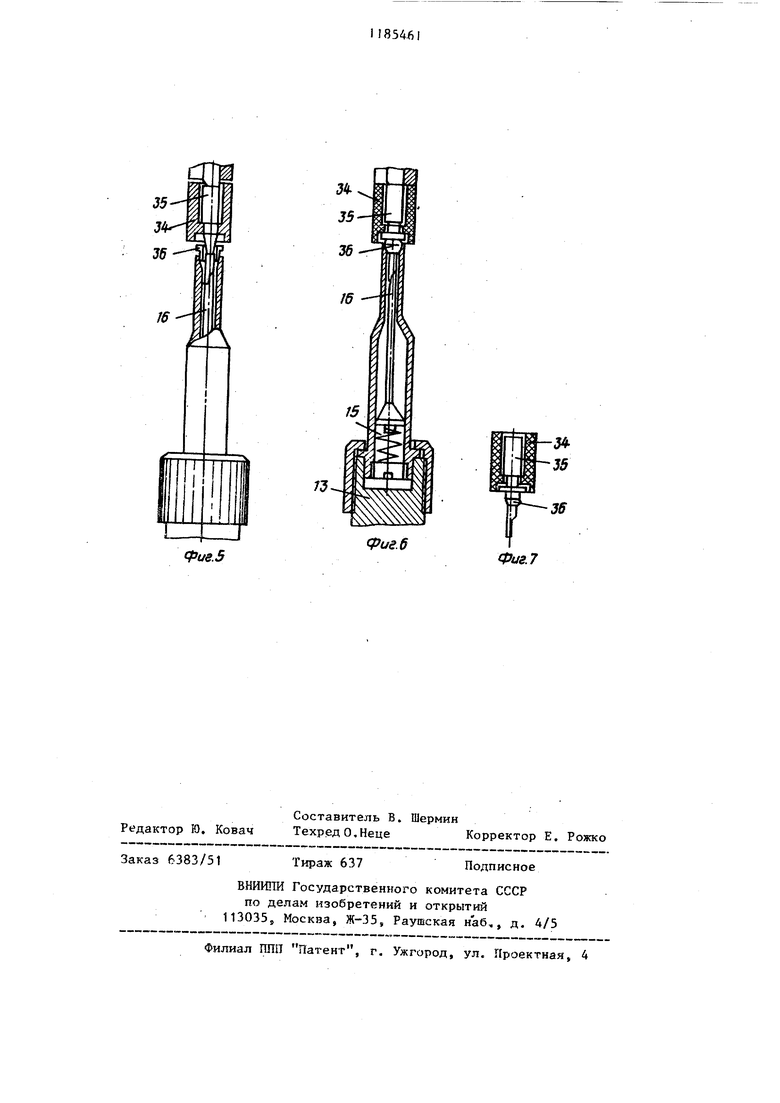
Од 1 Изобретение относится к электротехнике, в частности к автоматизации сборочных работ при изготовлении прямоугольных электрических соединителей.. Цель изобретения - повышение производительности сборки соединителей с контактами, имеющими в хвос товике осевое отверстие. На фиг, 1 изображено устройство для сборки соединителей, общий вид; на фиг. 2-7 - последовательность сборки соединителей. Устройство для сборки прямоуголь ных электрических соединителей содержит станину 1, на которой установлены вибробункер 2, накопитель 3 и литатель 4 с приводом 5 для вьщач в ориентированном положении контактов, их накопления и установки в корпус соединителя. Лля выдачи и на копления стопорных втулок и отделения от общего потока одной детали служат дополнительные вибробункер 6 накопитель 7 и питатель 8. На станине расположены также рычаг 9, приводящ-й в движение питатель 8, приспособление для установки и перемещения корпусов соединителей выполненное в ввде магазина 10 с направляющей и механизмом 11 для подачи корпусов из магазина на позицию сборки, механизм для пддачи корпусов под последовательную установку контактов 12 и механизм для подачи и обжатия стопорных втулок, выполненный в виде штока 13., обжимной гильзы 14с расположенной внутри пружиной 15 и ступенчатого ловителя 16. Обжимная гильза 14 выполнена с фаской на внутренней поверхности со стороны торца, обращенного к пита телю 8 стопорных втулок. Ловитель 16 расположен внутри гильзы 14 с возможностью осевого перемещения. Шток 13 расположен вертикально под питателем 8 стопорными втулками и связан с приводом 17 его возвратно-поступательного перемещения, а гильза 14 установлена на штоке. На штоке 13 имеются также втулка 18, упор 19, передающий движение рычагу 9 питателя 8, и выстзш 20, взаимодействующий со второй пружиной 21, Привод 5 имеет датчик 22 для контроля исходног.о положения и дат.чик 23 для контроля крайнего рабочег положения. Механизм дд1Я подачи корпу 612 сов под последовательную установку контактов 12 также имеет два аналогичных датчика 24 и 25. Механизм для подачи и обжатия стопорных втулок имеет аналогичные датчики 26 и 27 и датчик 28 для контроля величины усилия на штоке. Для повьщ1ения надежности устройства все датчики выполнены бесконтактными, Наличие корпусов в магазине 10 контролируется датчиком 29, а корпуса на позиции сборки - датчиком 30. Для контроля наличия контакта в питателе 4 и стопорной втулки в питателе 8 установлены вакуумные датчики 31 и 32. На станине расположен также блок 33 управления, осуществляющий управление всеми механизмами устройства в определенной последовательности. Корпус соединителя обозначен позицией 34, контакт - позицией 35, а стопорная втулка - позицией 36, Устройство работает следующим образом. Датчик 29 подает сигнал в блок 33 управления о наличии корпусов в магазине 10, С блока 33 управления поступает команда механизму 11 для подачи корпусов на позицию сборки, который перемещает корпус из магазина 10 по направляющей на позицию сборки. Датчик 30 контроля наличия корпусов на позиции сборки сообщает об этом в блок 33 управления, который, в свою очередь, возвращает механизм 11 для подачи корпусов на позицию сборки в исходное положение и включает механизм для подачи корпусов под последовательную установку контактов 12. Последний перемещает корпус 34 , на необходимую величину. Датчик 25, который включается в конце хода даиного механизма, подает сигнал об зтом в блок 33 управления, С блока управления поступает команда на возвращение механизма для подачи корпусов под последовательную установку контактов 12 в исходное положение, о вьполнении которой сообщает блоку управления датчик 24. Пояьчив сшнал от датчика 24 о возвращении упомянутого механизма в исходное положение, блок управления подает команду приводу 17 мехапнзма для подачи и обжатия стопорных втулок на подачу последних на позицию сборки. Привод механизма для подачи и . обжатия стопорных втулок посредство штока 13 перемещает вверх обжимную гильзу 14 и упор 19, вза.имодействующий с рычагом 9 питателя 8. Упор 19, управляя при помощи рычага 9 положением питателя 8, устанавливает его в такое положение что .ось ловителя 16 и ось стопорной втулки 36, удерживаемой в питателе при помощи вакуума, совпадут. После входа ловителя 16 в отверстие стопорной втулки 36 упор 19 отводит при помощи рычага 9 питатель 8 в исходное положение, в кото ром происходит захват следующей детали. Привод механизма для подачи и обжатия стопорных втулок, продолжая перемещать удерживаемую ловителем 16 стопорную втулку на позицию сборки, останавливается в момент касания выступа 20 с пружиной 21, так как в данный момент у кего недостаточно усилия, чтобы преодолеть силу упругости этой пружины Остановка механизма для подачи и обжатия стопорных втулок происходит в момент, когда между нижней плоскостью корпуса 34 соединителя и верхней плоскостью стопорной втул ки 36 будет небольшой зазор. В момент остановки подачи стопорной втулки датчик 27 подает сигнал в блок управления о завершении подачи ее на позицию сборки. В свою очередь блок управления включает привод 5 питателя 4, который устанавливает контакт 35, удерж ваемый вакуумом, в отверстие корпус 34 соединителя. В процессе установки контакт, ещ соприкасаясь своей базовой поверхно стью с корпусом питателя 4, стыкует глухим отверстием, расположенным в своей нижней части (впоследствии при монтаже это отверстие служит дл подпайки проводов), с ловителем 16, удерживающим стопорную втулку 36. Привод 5 питателя 4, .продолжая перемещать контакт 35 уже совместно ловителем 16 вниз, устанавливает ег в отверстие стопорной втулки 36. Установив контакт в корпус и одновременно в стопорную втулку, привод 5 питателя 4 путем взаимодейств с датчиком 23 подает через него сигнал в блок 33 управления об окончании установки контакта 35. Приняв сигнал, блок 33 управления подает команду приводу 17 механизма для подачи и обжатия стопорных втулок на увеличение усилия на его штоке 13, с целью преодоления силы упругости пружины 21, перемещение стопорной втулки до упора в корпус 34 соединителя и обжатие ее нижней части конической поверхностью обжимной гильзы 14. В результате увеличения усилия на штоке 13 пружина деформируется, стопорная втулка 36, приподнимаясь, гильзой касается корпуса 34 соединителя и обжимается, при этом контакт 33 удерживается приводом 5 питателя 4 в корпусе 34 соединителя в прижатом состоянии. При досрижении на штоке 13 усилия определенной величины датчик 28 дает сигнал в блок управления о том, что необходимое усилие на штоке достигнуто, следовательно, стопорная втулка на контакте обжата. Блок 33 управления возвращает в исходное положение механизм для подачи и обжатия стопорных втулок и привод 5 питателя. Дойдя до крайних положений, привод 5 питателя контактов через датчик 22 и механизм для подачи и обжатия стопорных втулок через датчик 26 сообщают в блок управления о том, что они заняли исходное положение и цикл можно повторить. В случае наличия контакта и стопорной втулки в соответствукщих питателях цикл повторяется. Механизм для подачи корпусов под последовательную установку контактов 12 перемещает корпус на величину шага расположения отверстий в корпусе. Во второе отверстие корпуса так же происходит подача стопорной втулки, контакт и их совместная сборка в неразъемное соединение. Зазор между нижней поверхностью корпуса и верхней поверхностью стопорной втулки перед установкой контакта необходим для гарантированной установки контакта в отверстие стопорной втулки в случае изгиба нижней части контакта в результате фрезерования лыски, «есоосности отверстия в нижней части контакта с
наружной поверхностью этой части, наплывов припоя после лужения контактов.
Наличие этого зазора позволяет свободно отклоняться верхней части стопорной втулки от оси ловителя в нужную сторону и тем самым увеличить зазор между поверхностью ловителя и верхней кромкой внутренней поверхности стопорной втулки, что создает благоприятные условия для установки контакта в ее отверстие.
После подачи корпуса 34 соединителя под установку последнего контакта датчик 30 для контроля наличия корпусов на позиции сборки сообщает в блок 33 управления об отсутствии корпуса на упомянутой позиции.
Только после окончания установки и закрепления последнего контакта в корпусе и возврата привода 5
питателя 4 и механизма для подачи и обжатия стопорной втулки с блока 33 управления поступает команда еханизму 11 для перемещения очередного корпуса из магазина 10 на позицию сборки.
1,1,1,1,.,1,1,1,
I, I ,, I , I ,1; 1|ЛЙ
«-4- t-iJ Li.j gamnutfy
Lgj LlJ tlj LJj
тТ A Jff
К Вануумному
Фиг.Ъ
/4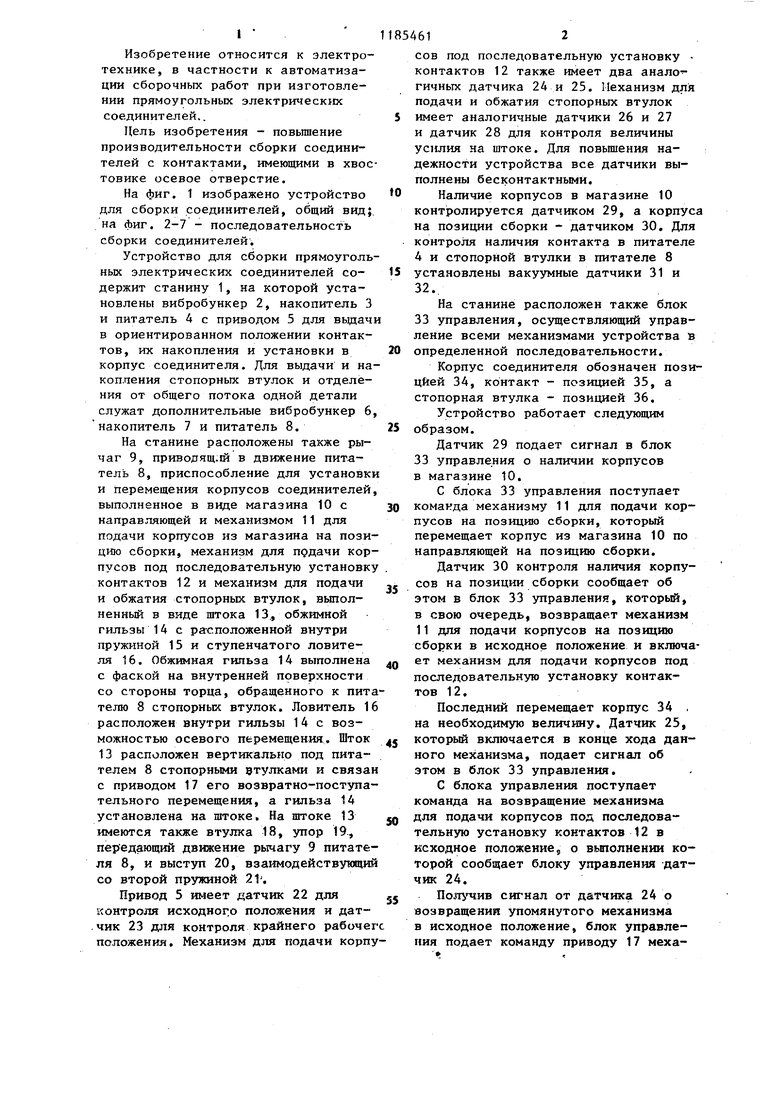
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора контактов в изоляторы | 1984 |
|
SU1184038A1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для установки пружинных контактов в гнезда колодки соединителя | 1990 |
|
SU1725303A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Способ сборки направляющих втулок и седел клапанов с головками блоков цилиндров двигателей внутреннего сгорания и устройство для его осуществления | 1985 |
|
SU1425020A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| АВТОМАТ ДЛЯ СБОРКИ И СМАЗКИ ВТУЛОК ЛАБИРИНТНЫХ | 1972 |
|
SU433009A1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ПРЯМОУГОЛЬНЫХ ЭЛЕКТРИЧЕСКИХ СОЕТИНИТЕЛЕЙ, содержащее станину, на которой установлены вибробункер, накопитель и питатель для контактов, приспособление для установки и перемещения корпусов и блок управления, отличающееся тем, что, с целью повышения производительности сборки соединителей с контактами, имеющими в хвостовике осевое отверстие, оно снабжено дополнительными вибробункером, накопителем, питателем для стопорных втулок, установленными последовательно, и механизмом для подачи и обжатия стопорных втулок, выполненным в виде щтока, обжш-шой гильзы с фаской на внутренней поверхности со стороны торца, обращенного к питателю для стопорных втулок, и ступенчатого подпружиненного ловителя, расположенного внутри гильзы с возможностью осевого перемещения, при о этом шток расположен вертикально (Л под питателем для стопорных втулок и связан с приводом его возвратнопоступательного перемещения, а гильза установлена на штоке.
J5-I
J4
Cf3u8.5
| Устройство для укладки стержнеобразных предметов | 1976 |
|
SU586038A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для обжима деталей | 1976 |
|
SU639631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для набора комплекта деталей | 1977 |
|
SU678569A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
