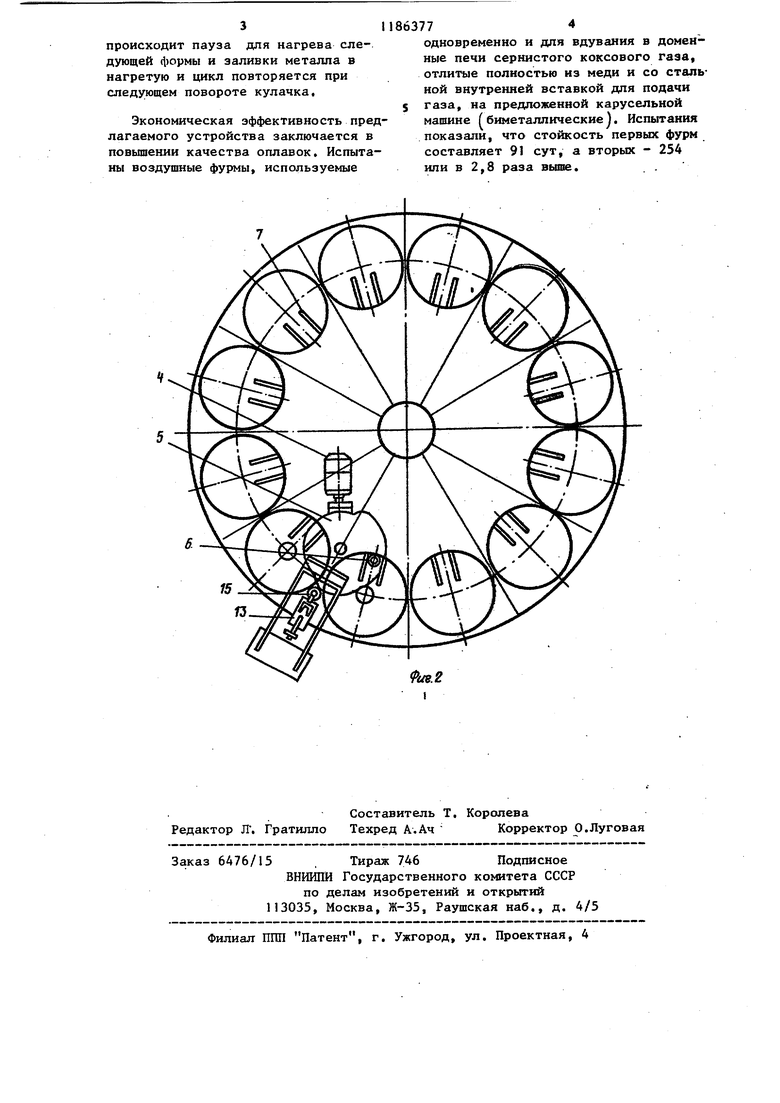
. Изобретение относится к конструктивным элементам литейных машин, в частности к оборудованию для изготов ления биметаллических изделий типа медь-сталь, и может быть использовано в литейном производстве. На фиг, 1 изображена предложенная машина, разрез; на фиг, 2 - то же, вид в плане. На опорном основании 1, выполненном в форме диска, в центре установлена ось 2, на которую насажена многопозиционная поворотная платформа 3, расположенная выше основания. На основании 1 в зазоре между ним и платформой 3 установлен привод 4, расположенный между осью 2 и краем основания. При зтом диаметры ос нования и поворотной платформы примерно равны. На оси вращения привода насажен профильный кулачок 5, выполненный из двух половинок разных диаметров. По оси половинки кулачка 5 с большим диаметром между его осью вращения и боковой поверхностью установлен ролик 6. На нижней стороне платформы по образующей, на которой расположена ось вращения кулачка, установлены пары планок 7, со падающие в радиальном направлении с осью литейной оснастки, расположенно на платформе. Ролик 6 расположен с возможностью обеспечения зацепления с планками 7 для поворота платформы 3, Оснастка состоит из графитовой формы 8 и стальной вставки 9, расположенной внутри формы. По оси привода вне поворотной платформы на основании 10 размещена стойка 11, на которой установлен шарнирно-рычажный трехзвенник 12, который одним своим звеном щарнирно соединен с толкателе 13, а другим - с нагревателем 14 Угорелочным устройством) через треть звено. На толкателе 13 установлен 06 катной ролик 15, постоянно контактирующий за счет подпружинивающего механизма с боковой поверхностью кулачка 5. Устройство работает следующим образом. В исходном положении горелочное устройство находится в своем верхнем положении над центром литейной формы 8. При этом ролик 6 уже вьшел из зацепления с планками 7, а край половины кулачка 5 с большим диаметром находится.в соприкосновении с 1 772 обкатным роликом 15. Разжигают горелочное устройство и включают привод карусели, При повороте кулачка 5 против часовой стрелки, обкатной ролик 15 съезжает на меньший диаметр кулачка 5, толкатель 13 отходит вправо и горелочное устройство под действием собственного веса опускается вниз внутрь литейной формы 8. Посла опускания нагревателя 14 привод 4 выключают и производят нагрев графитовой формы 8 с вставленной в нее вставкой 9 до заданной температуры. При зтом вставку нагревают до более высокой температуры 950-1050°с), поскольку горелочное устройство находится внутри оснастки, а графитовую форму - до более низкой (850-930с) что и требуется для получения качест. венной отливки. При зтом поворотная платформа 3 остается на месте, так как ролик 6 еще не вошел в зацепление с планками 7. По завершению нагрева формы 8 включают привод 4. При этом кулачок 5 поворачивается, половинкой большего диаметра нажимает на ролик 15, толкатель 13 от,жимается влево и через трехзвенник 12 подымает горелочное устройство, выводя его из литейной формы. При дальнейшем повороте кулачка 5 ролик 6 входит в зацепление с планками 7, поворачивая платформу 3 на угол, кратный 360 п, где п число форм, установленных на платформе . Нагретая форма 8 попадает под устройство для заливки металла, а холодная форма останавливается под нагревателем 14, который большим диаметром кулачка в это время удерживается в верхнем положении. При этом ролик 6 выходит из зацепления с планками 7, платформа 3 останавливается, а кулачок 5 продолжает вращаться, его половина с большим диаметром освобождает ролик 15, горелочное устройство опускается в форму 8. После этого привод останавливается и повторяется цикл нагрева формы. Во время нагрева холодной формы в нагретую заливают жидкий металл. Таким образом, за один поворот кулачка 5 за счет взаимного расположения его и ролика 6 синхронно обеспечиваются цикл поворота карусели на угол 360/п, подъем и опускание горелочного устройства в литейную форму, затем 3 происходит пауза для нагрева следующей формы и заливки металла в нагретую и цикл повторяется при следующем повороте кулачка. Экономическая эффективность пред лагаемого устройства заключается в повьппении качества оплавок. Испытаны воздушные фурмы, используемые 74 одновременно и для вдувания в доменные печи сернистого коксового газа, отлитые полностью из меди и со стальной внутренней вставкой для подачи газа, на предложенной карусельной машине биметаллические ). Испытания показали, что стойкость первых фурм составляет 91 сут, а вторых - 254 или в 2,8 раза выше.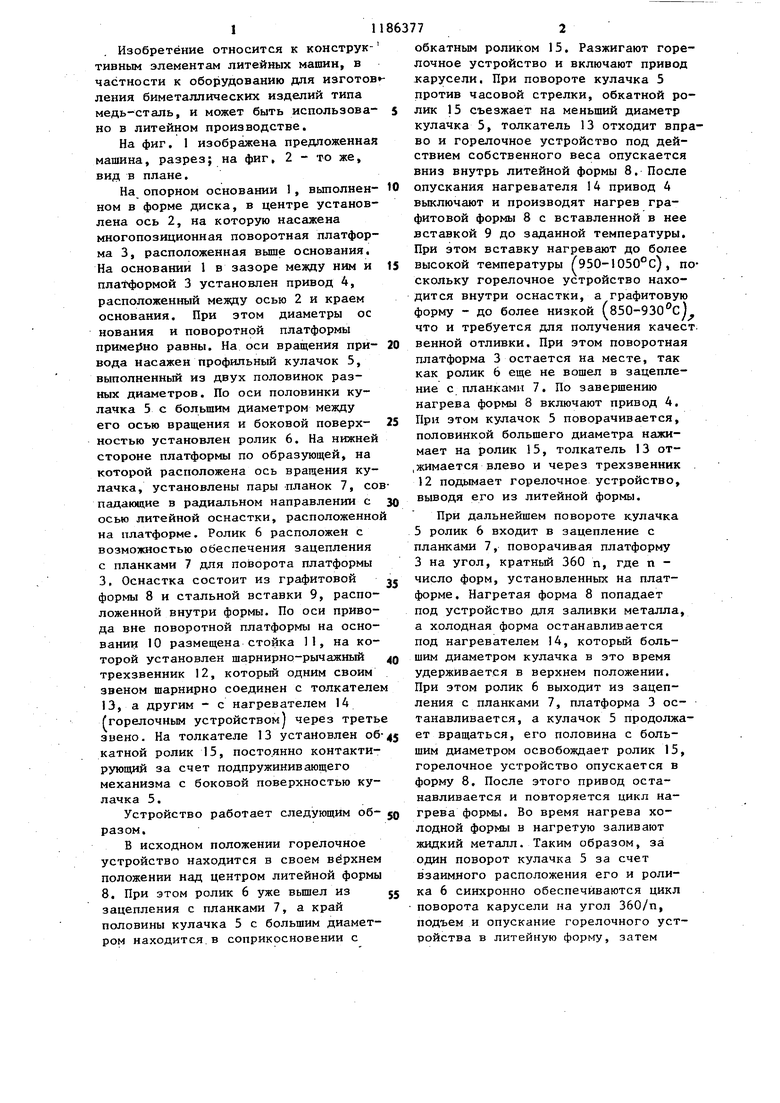
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для испытания протеза бедра на долговечность | 1987 |
|
SU1477402A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| Карусельная машина для изготовления оболочковых полуформ | 1976 |
|
SU766733A1 |
| Автоматизированный склад | 1978 |
|
SU710874A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТРУБНЫХ ЗАГОТОВОК | 1973 |
|
SU369977A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО РАЗЛИВА ЖИДКОСТЕЙ | 2002 |
|
RU2209763C1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ОТШШКИ БШ-ШТАЛЛОТЕСКИХ ИЗДЕЛИЙ, содержащая установленную на опорном основании многопозиционную платформу с механизмом поворота и литейной оснасткой на ней и нагреватель с приводом его перемещения, отличающаяся тем, что, с целью улучшения качества изделий и повышения надежности в работе, она снаб11 жена на каждой позиции многопозиционной платформы с нижней ее стороны парой параллельных планок, закрепленных симметрично относительно радиальной оси каищой позиции, а также на позиции нагрева вне многопозиционной платформы стойкой для крепления нагревателя, механизм поворота многопозиционной платформы вьшолнен в виде профильного кулачка из дВух половин разного диаметра и ролика, закрепленного по оси симметрии половины большего диаметра с возможностью взаимодействия с параллельными планками, а привод перемещения нагревателя выполнен в (Л виде трехзвенного шарнирно-рычажного. механизма, одним концом связанного с нагревателем, а другим - через толкатель шарнирно с обкатным роликом, взаимодействующим с боковой поверхностью профильного кулачка. эо 0) 00 Aa.f
| Авторское свидетельство СССР N 759225, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
