1
Изобретение относится к литейному производству, а жменпо к автоматическим линиям для центробежного литья.
Известны автоматические линии центробежвой отливки трубных затотавок, включающие многопозиционную карусель с роторными секциями, устройства оборки и разборки изложни)Ц с ротором, устройство для извлечения отливок, механизм транспортиравки изложниц, устройство для очистки футеровки изложниц и заливочное устройство.
Предлагаемая автоматическая линия отличает|ся тем, что снабжена агрегатом стабилизации температуры изложниц, располюжениым между устройсвва ми для разборки и сборки изложниц с ротором. Это позволяет повысить качество отливок, увеличить стойкасть изложниц и совместить траиопортные и те.хнологические операции.
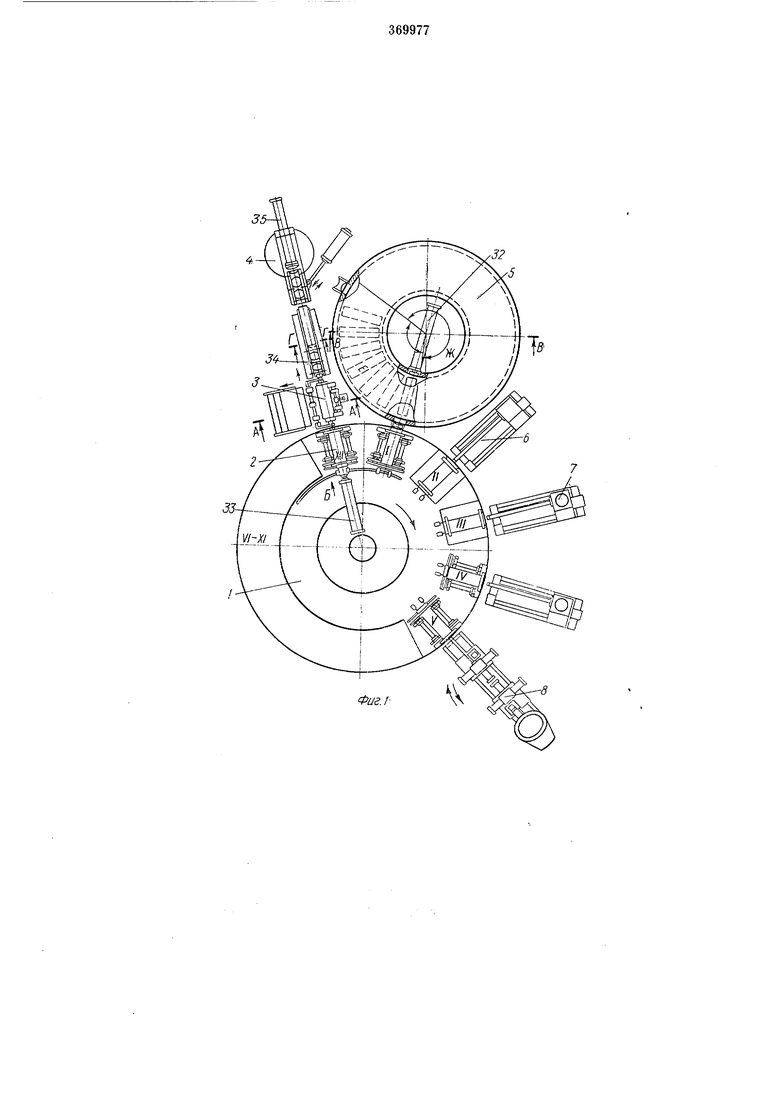
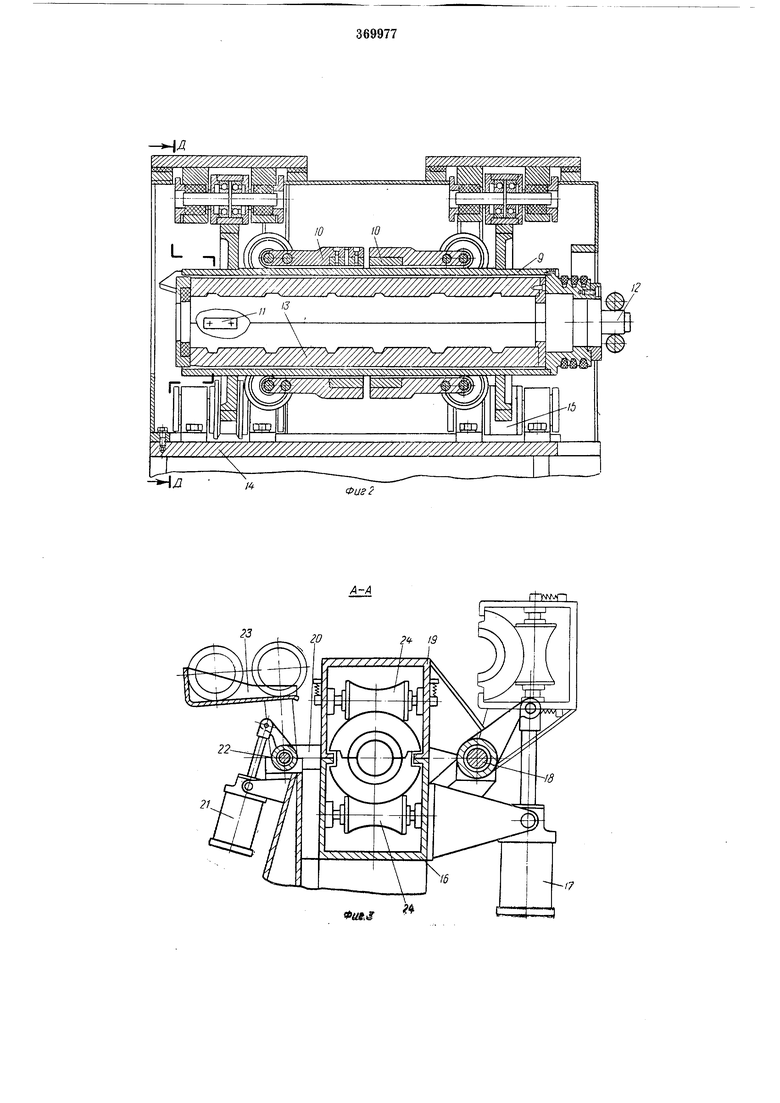
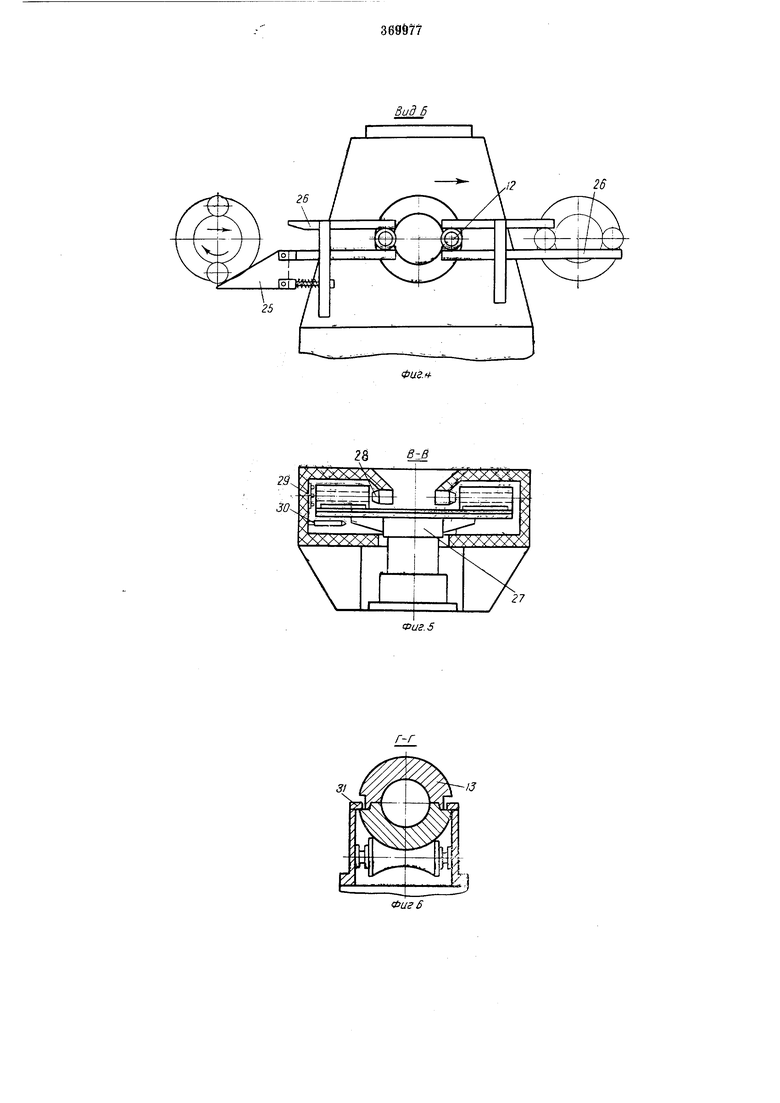
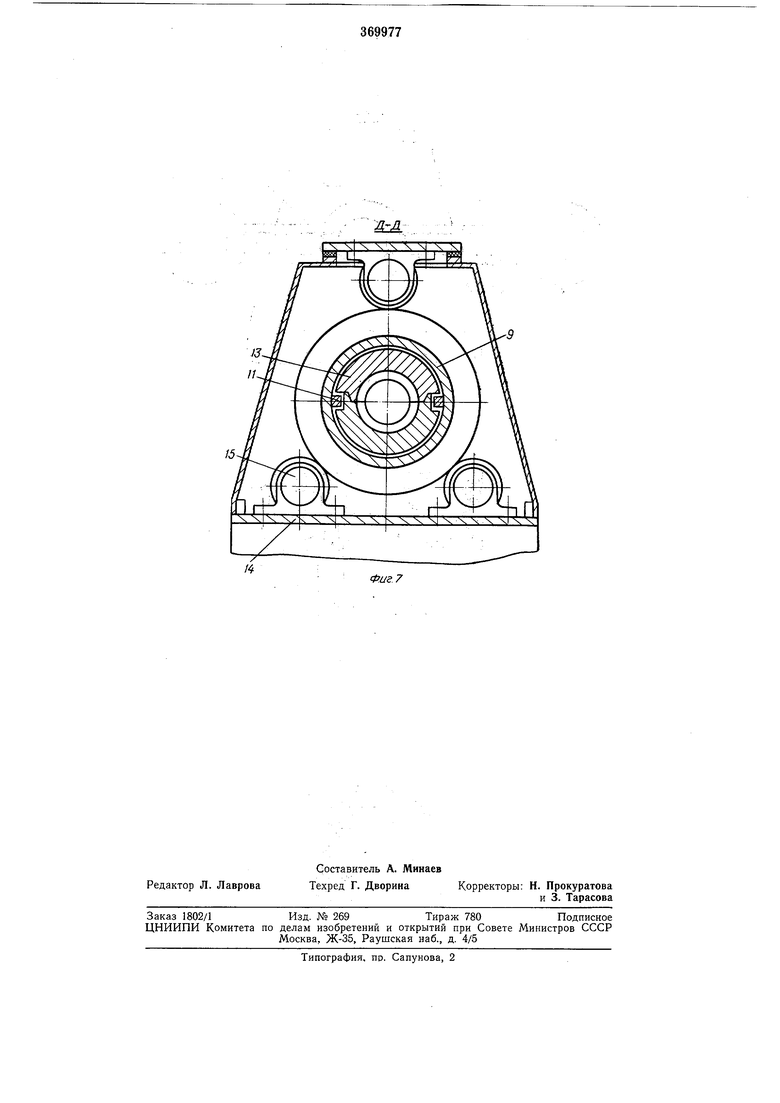
На фнг. 1 - вид в плане; на фиг. 2 - роторная Секция; на фиг. 3 - разрез устройства извлечения отливок по А-А на фиг. 1; на фиг. 4 - вид Б на копир роторной сеюции; на фиг. 5 - поперечный разрез кольцевого атрегата стабилизации температуры ИЗЛОЖНИ1Ц пю В-В на фиг. 1; на фнг. 6 - поперечный разрез механизма транспортировки изложниц по Г-Г на фиг. 1; на фиг. 7 - разрез роторной секции по А-А, Д-Д на фиг. 2.
Автоматическая линия центробежной отливки трубных заготовок (фиг. 1) состоит из многопозиционной карусели 1, на которой закреплены роторные секции 2, устройства для извлечения отливоК 3, механизма транспортировки изложниц 4, кольцевого агрегата стабилизации температуры изложниц 5, устройства для очистки изложниц 6, устройства 7 для нанесения футеровки и устройства 8 для заливки металла.
Роторная секция 2 (фиг. 2 и 7) содержит ротор 9 с установленными на нем центробежными зажимами 10 и закрепленными внутри шпонками //, ролики 12, разъемную профильную изложницу 13 и корпус 14 с опорными катками 15.
Устройство для извлечения отливок 3 (фиг. 3) имеет нижнюю каретку 16, на которой закреплены цилиндр 17 и ось 18, верхнюю поворотную каретку 19, механизм съема отливки 20 с .цилиндром 21 и осью 22 и лоток 23 приема отливок. На каретках 16 и 19 установлены фигурные ролики 24. На фиг. 4 изображен подпружиненный копир 25 и направляющая планка 26 для ориентации ротора.
Агрегат для стабилизации температуры изложниц 5 содержит карусель 27 (фиг. 5), на которую укладываются изложницы 13 с участком Е для охлаждения, участком Ж для нагрева изложниц (фиг. 1), устройство нагрева 28, сопла 29 для подачи газообразной охлаждающей среды и датчики 30 температуры изложницы, которые установлены на каждой позиции агрегата.
На фиг. 6 изображена изложница 13, которая с ломащью направляющих планок 31 и наружных пазов изложницы всегда сориентирована в механизме трансио,ртировки 4 и ъ агрегате стабил«за:ции температуры изложницы 5 плоскостью разъема горизонтально.
Работает автоматическая линия следующим образом.
Комплект изложниц для всей линии перед началом ее работы находится в агрегате для стабилизации температуры изложниц 5 на участке Ж, где изложницы нагреваются устройствами нагрева 28 до необходимой температуры. Карусель 1 соверщает пульсирующие повороты на одну позицию по часовой стрелке, карусель устройства стабилизации оинхронно поворачивается против часовой стрелки. Перемещение изложниц в роторную секцию 2 карусели 1 производится толкателем 32 во время остановки каруселей / и 27. На каждой позиции карусели 27 агрегата изложница 13 ориентируется плоскостью разъема горизонтально с томощью планок 31, которые входят в наружные лазы изложницы. Ротор 9 сориентирован соот1ветственно горизонтальному разъему изложницы с помощью закрепленных на нам роликов 12 и неподвижных направляющих планок 26. Внутри ротора изложница предохраняется от поворота щпонками //, которые входят в ее наружные пазы. В роторных секциях карусели / на позициях II-X (включительно) происходит вращение ротора 9. При вращении ротора.Р на опорных катках 15 осуществляется зажим разъемной изложницы с помощью центробежных зажимов 10.
На позиции II карусели / производится очистка внутренней поверхности изложницы 6 устройством. На III и IV производится футеровка изложницы при помощи устройства 7. На позиции V производится заливка определенной порции металла при помощи устройства 8. На VI-XI происходит затвердевание отливки. Вращение ротора может прекращаться на позициях VIII-X.
Во время перемещения роторной секции с позиции XI на позицию XII при повороте карусели / осуществляется ориентация ротора 9, ролики 12 которого наезжают на подпружиненный копир 25 и входят внутрь неподвижных натравляющих 26, располагающих их в одну линию по горизонтали. Так как изложница 13 зафиксирована с помощью щпонок 11 и наружных пазов в роторе 9, то она устанавливается ст.рого разъемом по горизонтали.
При повороте карусели / ротор 9 роторной секции на позиции I сохранит ориентирова} ное положение, так как ролики /2 продолжают перекатываться в неподвижных направляющих 26.
Из роторной секции на позиции ХП толкателем 33 выталкивается изложница с отливкой в устройст1во для извлечения отливок В, где она перемещается на роликах 24 так, что своими наружными пазами входит ,в каретки 16 и 19, размещаясь разъемом горизонтально.
При срабатывании цилиндра 17 каретка 19 поворачивается на 90° вокруг оси 18 и захватывает |верхнюю половину изложницы, а нижняя половина с отливкой остается в каретке 16. Далее механизм съема отливки 20 захватывает отливку и вокруг оси 22 цилиндром 21 поднимает ее вверх и укладывает на приемный лоток 23, а каретка 19 возвращается в исходное положение, собирая изложницу. После укладки отливок на лоток 23 их транспортируют на склад.
При последующем выталкивании из ротора
изложницы с отливкой в устройство извлечения отливок 3 происходит непосредственно выталкивание изложницы без отливки следующей изложницей, а изложница без отливки поступает на механизм транспортировки 4, в котором она перемещается приводными роликами 34 до упора в цилиндр 35, не меняя положение линии разъема. После поворота механизма транспортировки изложница заталкивается при /помощи цилиндра 35 ;в агрегат 5 для
стабилизации температуры. Положение линии разъема изложницы сохраняется горизонтальное. На каждой позиции по мере заполнения участка (Е) изложницы контролируются температурными датчиками 30 и, в случае необходимости, на соответствующих позициях охлаждаются соплами 29 или подогреваются безынерционными устройствами нагрева.
Предмет и з о б р е т е :н и я
1.Автоматическая линия центробежной отливки трубных заготовок, включающая многопозиционную карусель с роторными секциями,
устройства сборки и разборки изложниц с ротором, устройство для извлечения отливок, механизм транспортировки изложниц, устройство для очистки и футеровки изложниц и заливочное устройство, отличающаяся тем, что,
с целью повышения качества отливок, увеличения стойкости изложниц и совмещения трарапортных и технологических операций, она снабжена апрегатам стабилизации температуры изложниц, расположенным между устройствами для разборки и сборки изложниц.
2.Автоматическая линия центробежной отливки трубных заготовок по п. 1, отличающаяся тем, что агрегат стабилизации температуры выполнен в виде многопозиционной карусельиой установки, соответствующие участки которой снабж:ены нагревателями и охлаждающими соплами.
32
Т
Фиг. / М
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для отливки труб центробежным способом в металлические формы | 1980 |
|
SU910339A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Линия для изготовления отливок в безопочных формах с вертикальным разъемом | 1989 |
|
SU1708511A1 |
| Многопозиционная центробежная машина для отливки труб | 1985 |
|
SU1268284A1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
US.S
26
2а М
27
Фиг
