Изобретение относится к области металлургии и литейного производст ва и может быть использовано при разливке металла в изложницы, формы и кристаллизаторы установок непреры ной разливки стали, Целью изобретения является повышение качества отливок путем улучше ния организации потоков расплава в изложницах или формах.. На фиг. 1 изображена промежуточная емкость с огнеупорным разливочным стаканом, продольный разрез; на фиг. 2 - разрез А-А на фиг. I, Канал стакана 1 выполняется трап деидальным в поперечном сечении, причем длина дальней от места подач струи в промежуточную емкость 2 CTe ки канала (основания трапеции) опре деляется по соотношению b а + (,15) 100 где.Ъ - большее основание трапеции; а - меньшее основание трапеции; h - высота трапеции. Увеличение длины -дальней от места подвода струи металла из стаперазливочного ковша в промежуточную емкость стенки канала (основания трапеции по сравнению с длиной ближней стенки позволяет обеспечить равенство расходов потока расплава, стекающего вдоль противоположных узких граней канала, т.е. скорелирова их мощность, а следовательно, обеспечить равенство интенсивностей вынужденных циркуляционных потоков развивающихся у противоположных узких граней изложницы и равномерный подмыв кристаллизующейся корочки металла. Потери скорости потоком, двигающимся по каналу с кирпичным основанием и донным сливом, составляет не менее 5% от его начальной скорости на каждые 100 мм пути. Увеличение длины дальней стенки канала менее чем на 5% от начальной скорости пото ка на каждые 100 мм пути не обеспечивает равенства расхода расплава из различных участков канала стакана. Следовательно, с учетом длины сечения стакана (т.е. h - высоты трапеции) ширина дальней его-грани Ь определяется соотношением Ь- а (1 0,15). Размещение различных местных сопротивлений (порогов-гасителей, перегородок) под различными углами к направлению движения потока увеличивает-потери скорости до 15% от начальной на каждые , 100 мм пути (для порогов гасителей, установленных под углом 90 к направлению движения потока. Следовательно, длина дальней ,рт точки подвода струи металла в промежуточную емкость стенки канала Должна быть на 15% больше длины ближней стенки. В этом случае обеспечивается равенство расходов металла по длине ка1)ала стакана. Увеличение длины дальней стенки канала более чем на 15% нежелательно, так как опять нарушается равенство расходов, в этом случае расход металла через дальний участок канала будет больше, чем через ближний. Следовательно, с учетом Длины сечения канала стакана (т.е. h - высоты трапеции) длина грани определяется соотношением «. а (1 В процессе разливки металл, подаваемый из сталеразливочного ковша в приемную часть промежуточной емкости, перетекает в ее расходную часть и поступает в канал стакана. В процессе движения потока по дну емкости скорость потока падает. Следовательно, для обеспечения равенст- ва расхода вдоль большой оси канала длина его дальней стенки должна быть увеличена. Например, в случае отсутствия порогов при длине большой оси трапецеидального канала стакана 300 мм и длине ближней к точке подвода струи металла из ковша стенки канала 60 мм ширина дальней его грани должна составлять бОх(,05 ) 60+60x0,15 69 мм.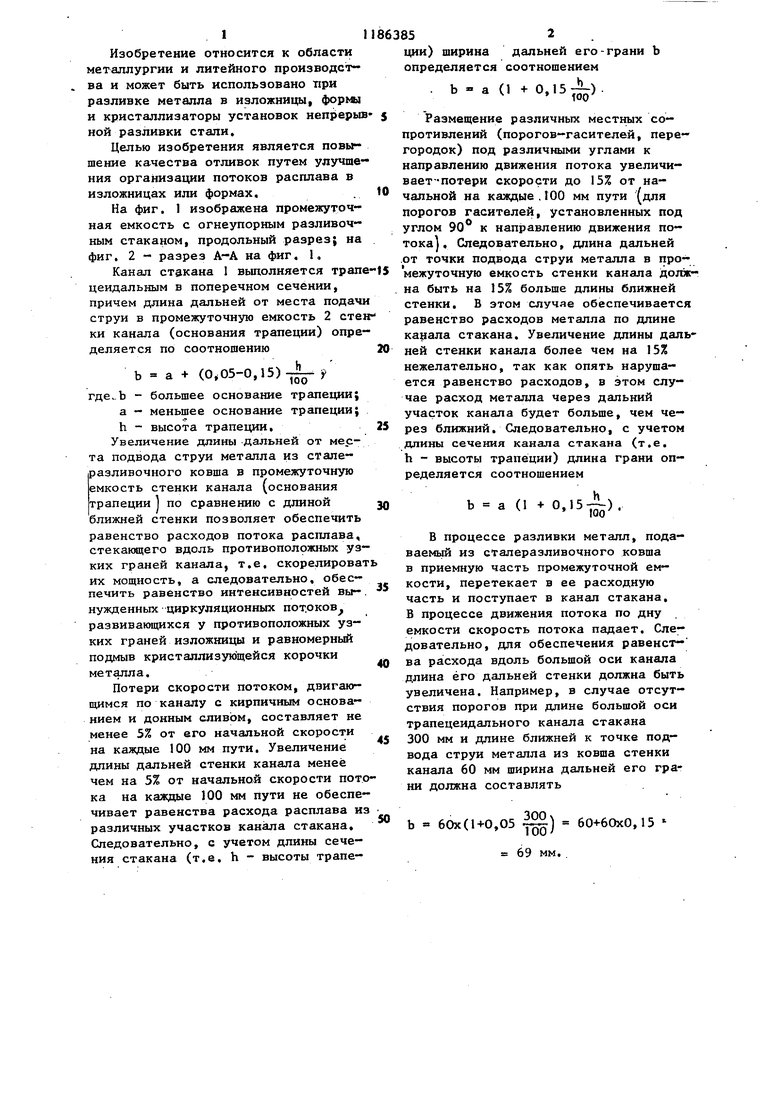
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточная емкость | 1983 |
|
SU1196115A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1991 |
|
RU2026135C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Способ непрерывной разливки прямоугольных стальных слитков и устройство для его осуществления | 1990 |
|
SU1811972A1 |
| Способ выпуска металла из промежуточной емкости | 1990 |
|
SU1726112A1 |
| СПОСОБ ДЕГАЗАЦИИ СТАЛИ | 2009 |
|
RU2406768C1 |
ОГНЕУПОРНЫЙ РАЗЛИВОЧНЫЙ СТАКАН для бесстопорных промежуточных емкостей, включающий канал с неравноосной формой поперечного се чения, отличающийся тем, что, с целью повышения качества отливок, поперечное сечение канала имеет форму трапеции, большее осно вание которой определяют по формуле b а 1 .(о.06-0.15)-4-; где b - большее основание трапеции; а - меньшее основание трапеции; h - высота трапеции. (Л 00 9) 00 00 сд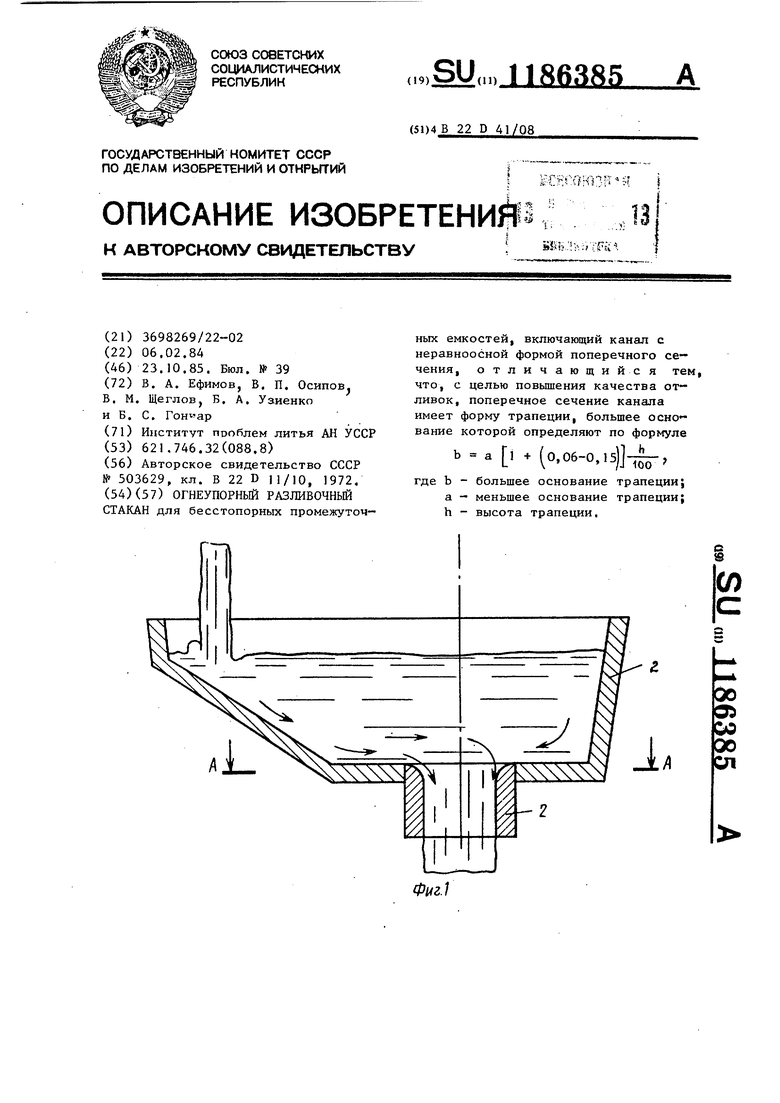
| Огнеупорный стакан | 1972 |
|
SU503629A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
