Изобретение относится к сварке, а именно к устройствам для автоматической сварки 13 среде защитных газов продольных, кольцевых и угловых швов, и 1может быть использовано в различных отраслях народного хозяйства. Цель изобретения -упрощение конструкции, облегчение настройки устройства на свариваемое соединение и повышение надежности работы устройства при сварке продольных, кольцевых и угловых швов на одном и том же изделии. Поставленная цель достигается тем, что вал механизма поворота горелки в горизонтальной плоскости установлен по одной оси с электродом, горелки, что позволяет горелке оставаться в рабочем полол ении при переналадке от продольного сварного к кольцевому, а рабочий конец электрода горелки является центром ее поворота по радиальному сектору механизма наклона горелки в вертикальной плоскости, что позволяет горелке оставаться в рабочем положении при сварке угловых швов. На фиг. 1 изображено предлагаемое устройство, при сварке продольных швов; на фиг. 2 - то же, при сварке кольцевых швов; на фиг. 3 - то же, при сварке угловых швов. Устройство содержит горелку 1 с электродом 2, которая закреплена на механизме 3 подачи присадочной проволоки, закрепленном на механизме установки заданной длины дуги 4 и связанном через переходной кронштейн 5 с кареткой 6, которая установлена на радиальном секторе 7 механизма 8 наклона в вертикальной плоскости. С помощью кронштейна 9 радиальный сектор 7 закреплен на валу 10 механизма 11 поворота устройства в горизонтальной плоскости таки.м образом, что ось вала 10 механизма поворота проходит через ось электрода 2 горелки 1, а конец электрода 2 горелки 1 является центром поворота каретки 6 с закрепленными на ней устройствами 1-5 по радиальному сектору 7 механизма 8 наклона в вертикальной плоскости. Механизм 11 поворота устройства в горизонтальной плоскости снабжен фиксатором 12, а механизм 8 наклона в вертикальной плоскости - фиксатором 13. С помощью кронштейна 14 механизм 11 поворота в горизонтальной плоскости соединен с механизмом 15 продольного перемещения. Устройство работает следующим образом. Для осуществления сварки продольного шва устройство устанавливается на стык (фиг. 1). Положение вала 10 механизма 1 1 поворота в горизонтальной плоскости фиксируется с помощью фиксатора 12, а положение каретки 6 с закрепленными на ней устройствами 1-5 на радиальном секторе 7 механизма 8 наклона в вертикальной плоскости с помощью фиксатора 13. При переходе от продольного шва на кольцевое устройство с помощью механизма 15 продольного перемещения устанавливается на стык (фиг. 2), далее кронштейн 9 с закрепленными на нем устройствами 1-8 поворачивается на валу 10 механизма 11 поворота в горизонтальной плоскости на угол 90°. Положение головки фиксируется с помощью фиксатора 12 механизма П поворота устройства в горизонтальной плоскости и фиксатора 13 механизма 8 наклона в вертикальной плоскости. Для сварки угловых швов устройство усанавливается на стык механизмам 15 продольного перемещения (фиг. 3), а далее механизмом 8 наклона в вертикальной плоскости осуществляется поворот каретки 6 с закрепленными на ней устройствами 1-5 по радиальному сектору 7 на угол до 45°. Установленное положение каретки 6 фиксируется с помощью фиксатора 3 механизма 8 наклона в вертикальной плоскости. Предлагаемое исполнение устройства обеспечивает возможность автоматической сварки продольных, кольцевых и угловых швов на одном и том же изделии без дополнитльных наладочных операций путем совмещения оси вала 10 механизма 11 поворота в горизонтальной плоскости с осью электрода 2 горелки 1, а также тем, что рабочий конец элетктрода 2 горелки 1 является центром поворота устройства в вертикальной плоскости по радиальному сектору 7. Введение предлагаемых конструктивных решений позволяет исключить механизмы, необходимые для дополнительных настроечных перемещений на стык, что значительно упрощает конструкцию устройства, облегчает настройку устройства на стык за счет исключения вертикального и горизонтального настроечных механизмов, тем самым повышается надежность работы головки и снижается ее стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПРОДОЛЬНЫХ, КОЛЬЦЕВЫХ И УГЛОВЫХ ШВОВ, состоящее из горелки с электродом и механизма подачи присадочной проволоки, закрепленных на механизме установки заданной длины дуги. механизма поворота горелки в горизонтальной плоскости и механизма наклона горелки в вертикальной плоскости, соединенных с механизмом установки заданной длины дуги, отличающееся тем, что, с целью упрощения конструкции, облегчения настройки устройства на свариваемое соединение и повыщения надежности, вал механизма поворота горелки в горизонтальной плоскости установлен по одной оси с электродом горелки а механизм наклона горелки в вертикальной плоскости - с возможностью его поворота по окружности, центром которой является рабочий конец электрода горелки.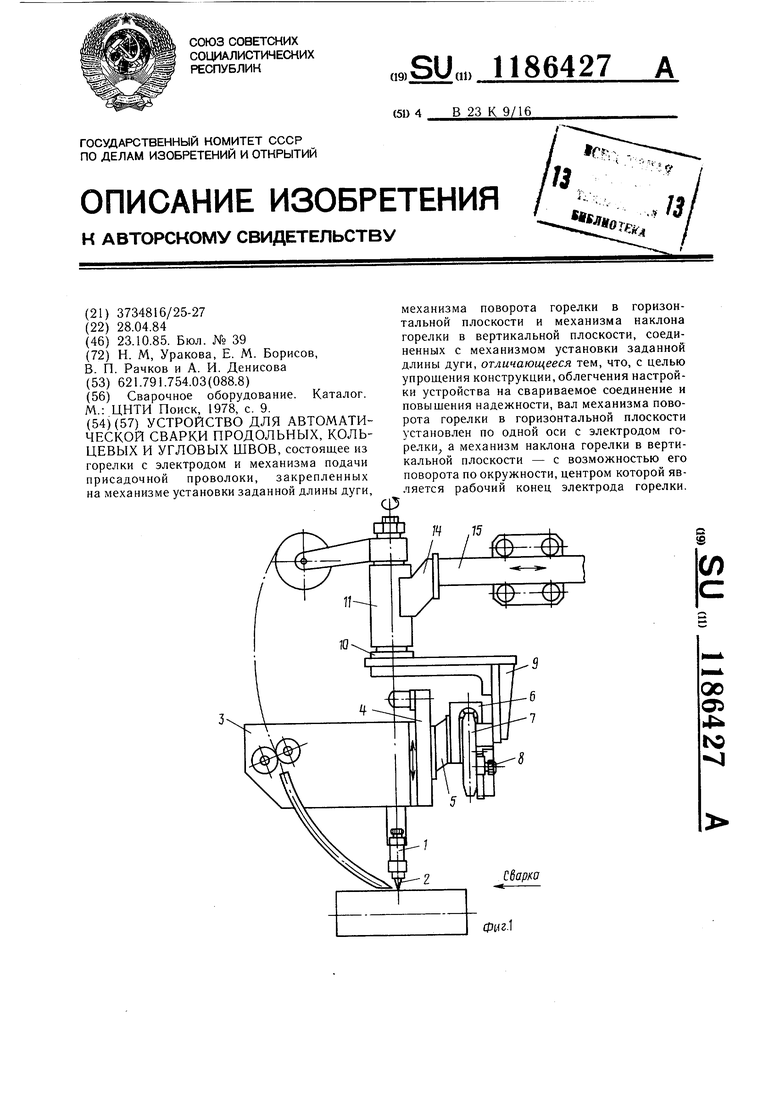
| Сварочное оборудование | |||
| Каталог | |||
| М.: ЦНТИ Поиск, 1978, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
