Изобретение относится к переработке пластических масс и может быть использовано в литьевых формах для изготовления резьбовых нолимерных изделий.
Цель изобретения - упрощение регулировки механизма.
На фиг. 1 показан механизм, продольный разрез; на фиг. 2 - разрез А-А иа фиг. 1.
Механизм содержит ходовой винт 1, связаннЬ1Й с упором 2 термопластавто.мата, в котором выполнено отверстие 3 под хвостовик 4 ходового винта. Последний кинематически через шестерню 5 связан с резьбовыми знаками 6 литьевой формы.
Стопор выполнен в виде стержня 7 с цилиндрической поперечной выемкой 8 и с резьбой на конце. В упоре 2 перпендикулярно отверстию 3 под хвостовик 4 выполнено отверстие 9, в котором ycTanoB..iei стержень 7. Стержень сопряжен цилиндрической поперечной выемкой 8 с хвостовиком 4. На конце последнего для фиксации ходового винта в осевом направлении установлена гайка 0. Для перемещения стержня 7 в отверстии 9 предусмотрена гайка 11.
Механизм работает следующим образом.
Вылет резьбовых знаков 6 регулируется в следуюндей последовательности: ослаб.чяются гайки 10 и 11, в результате чего возможно вращение ходового винта 1, при вращении которого вместе с ним вращается шестерня 5 и связанные с ней резьбовые знаки б, которые вворачиваются или выворачиваю1ся из опорной гайки, благодаря чему .меняется их вылет. Носле регул1 |:)овки ве.чичины вылета затягиваются гайки 10 и 11, при этом стержень 7 иеременгается под действием затяжки (гайки 11) и фиксируется положение ходового винта.
Таким образом, настоящее изобретение позволяет облегчить регулировку вылета резьбовых знаков. Для 91ого стопор имеет одну гайку, расположенпую снаружи упора литьевой мащи1 ы, вместо нескольких, расположенных внутри упора, как например, в известном техническо. рещенип.
К|)оме того, предлагас.ая коис:р кция механизма может бьггь использована в тех формах, где ходовой винт смещен относительно оси литьевой iaпJИHы и поэтому i-ie может быть соединен с ее упором.
Механизм легко встраивается в таюе формы, несмотря на то, что в этом c,iyiiae хвостовик ходового винта прих хаится соединять с неподвижной нлито11 формы.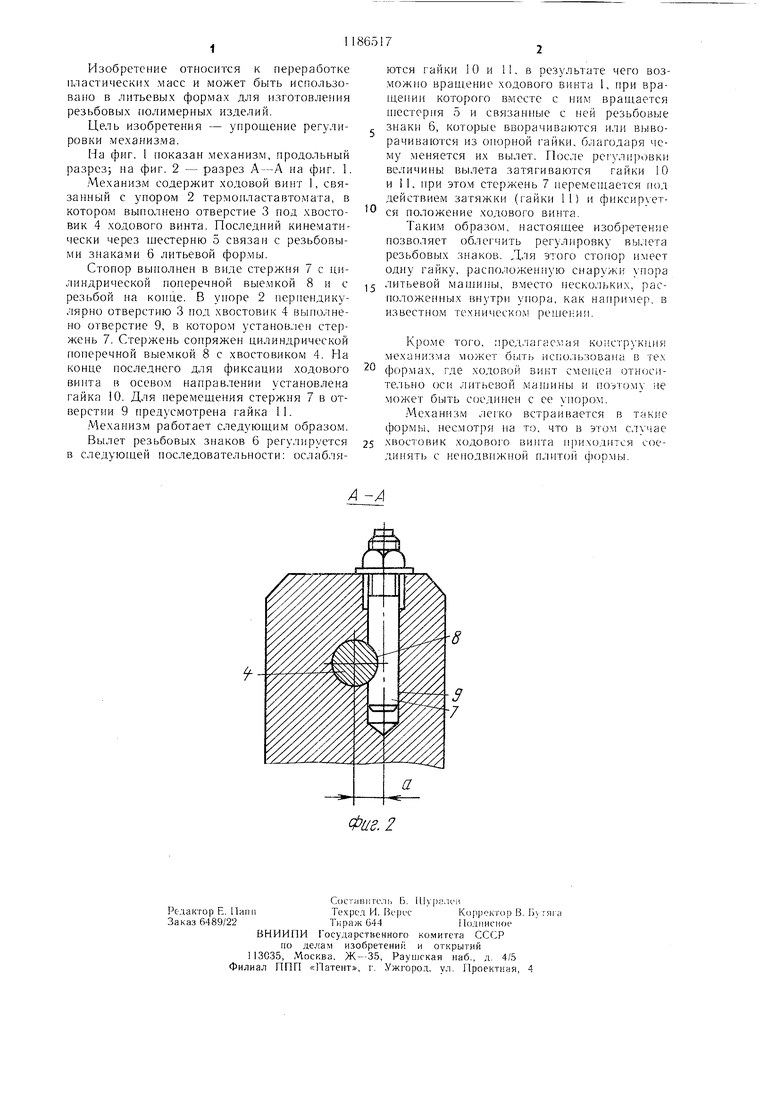
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| Механизм для скручивания резьбовых изделий | 1980 |
|
SU903162A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1988 |
|
SU1676822A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1353655A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
МЕХАНИЗМ ДЛЯ СВИНЧИВАНИЯ РЕЗЬБОВЫХ НОЛИМЕРНЫХ ИЗДЕЛИИ, содержащий ходовой винт, связанный с упором термопластавтомата, имеющим отверстие под хвостовик ходового винта, и стопор, отличающийся тем, что, с целью упрощения регулировки механизма, хвостовик ходового винта выполнен цилиндрическим, стопор выполнен в виде стержня с цилиндрической поперечной выемкой с резьбой на конце, а в упоре термопластавтомата перпендикулярно отверстию под хвостовик ходового винта выполнено отверстие, в котором установлен стержень, при этом последний сопряжен цилиндрической поперечной выемкой с хвостовиком ходового винта. (Л 00 О5 ел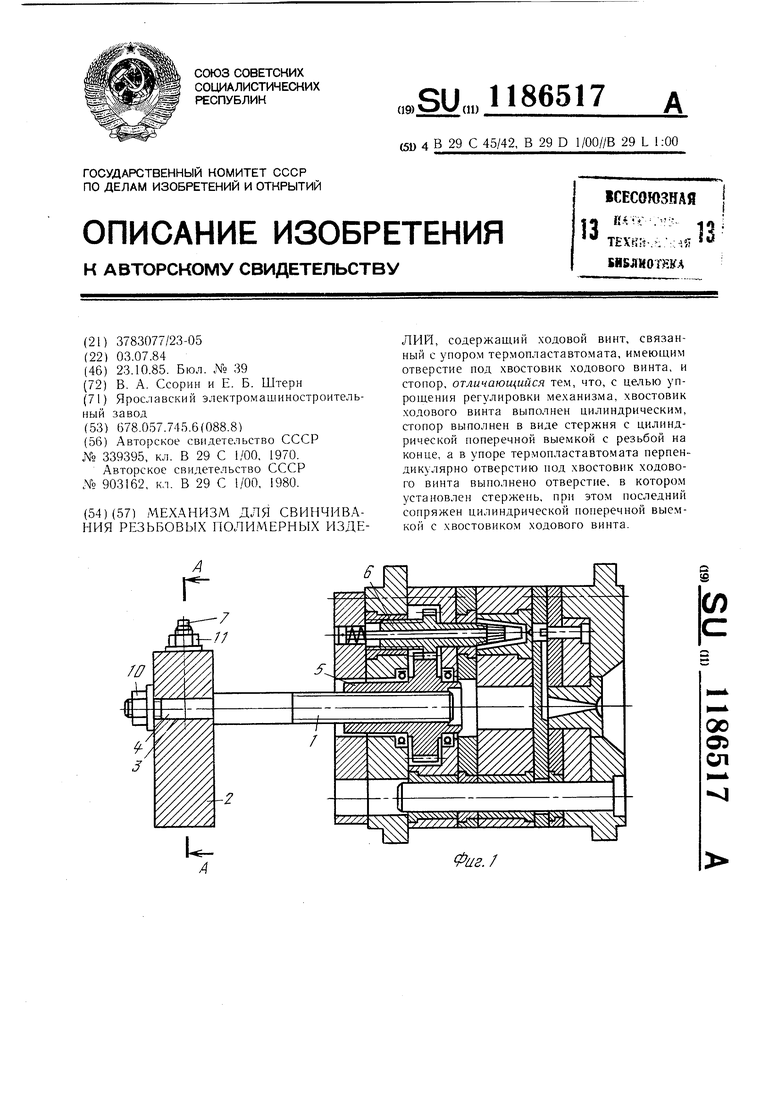
| УСТРОЙСТВО для ОТБОРА ПРОБ С ДВИЖУЩЕГОСЯ ПОЛОТНА РУЛОННОГО МАТЕРИАЛА | 0 |
|
SU339395A1 |
| Солесос | 1922 |
|
SU29A1 |
| Механизм для скручивания резьбовых изделий | 1980 |
|
SU903162A1 |
| Солесос | 1922 |
|
SU29A1 |
