Изобретение относится к области сварки, а именно к устройствам для сварки иластмассовых труб контактным способом.
Цель изобретения - повышение качества сварного соединения.
На чертеже изображено устройство, вид сверху.
Устройство для сварки труб из термопластов содержит зажимные хомуты 1 и 2, установленные на кронштейнах 3 и 4, которые смонтированы на направляющих 5. Рама жесткости имеет два стальных полукольца 6 и 7 и тягу 8, закрепленную в средней части полуколец. К концам полуколец прикреплены направляюшие 5. В зоне перемещения хомутов направляющие и кронштейны имеют шлицевое сопряжение.
К кронштейнам 3 с наружной стороны прикреплены (приварены) стаканы 9, внутри которых расположены пружины 10. К одним концам пружин прикреплены регулировочные тяги 11, которые свободно проходят через дно стаканов и соединены с приводом хомута 2. На втором конце пружин смонтированы цилиндрические наконечники 12, име ющие эксцентрики 13 и рукоятки 14. Привод хомута 2 выполнен в виде рычажных механизмов 15, жестко закрепленных на валу 16, который с помощью подшипников узлов 17 прикреплен к полукольцу 7. Вал имеет рукоятку 18, которая через рычаги 15, щарнирные тяги 19, балансиры 20 вилкообразной формы и регулировочные тяги 1 1 соединена с пружинами 10, завершая тем самым кинематическую цепочку от рукоятки 18. Оси 21 жестко прикреплены к кронп1тейнам 4 хомута 2.
Хомуты 1 и 2 выполнены разъемными, при этом одна половина с другой соединены с помощью валика 22 и зажимаются винтовым устройством 23.
Устройство работает следующим образом.
Раскрывают хомуты 1 и 2, укладывают во вторые их половины свариваемые трубы, предварительно отторцованные, сводят их до упора торцов в торец и в таком положении закрывают и зажимают хомуты. Затем поворотом рукоятки 18 отодвигают хомут 2 вместе с трубой. В образовавщийся зазор между трубами вставляется нагреватель (не показан), который обычно выполняется в виде греющего диска. При этом максимальная осадка труб, которая может произойти при их нагреве, равна зазору между торцами, так как в начале отвода хомута 2 пружины 10 полностью сжаты, а после окончания отвода они растягиваются на величину толщины нагревательного диска. При нагреве торцы труб размягчаются, а поскольку пружина 10 стремится занять исходное положение, края труб равномерно осаждаются.
Через некоторое время нагреватель вынимают и рукояткой 14 поворачивают эксцентрик 13, при этом трубы сводятся до соприкосновения торцов, а пружина еще iipoдолжает растягиваться до получения усилия, необходимого для сварки.
Величина усилия пружины 10 регулируется регулировочной тягой II, что осуществляется один раз при настройке устройства на сварку определенного типа труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Стенд Дагиса для сборки коленчатых валов | 1990 |
|
SU1823805A3 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU856828A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1307713A1 |
| Приспособление для натяжки струн теннисной ракетки | 1985 |
|
SU1304829A1 |
I. УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ, содержащее установленные на нанравляющих кронштейны с зажимными хомутами, первый из которых подпружинен в направлении второго .хомута и снабжен приводом, отличающееся тем, что, с целью повышения качества сваоного соединения, устройство снабжено рамой жесткости, выполненной в виде двух параллельно расположенных полуко,тец, концы которых жестко закреплены на направЛЯЮШ.ИХ, и тяги, закрепленной в средней части полуколец, а кронштейн второго хомута жестко установлен на направляющих и снабжен жестко закрепленными на нем стаканами для пружин, связанных одним концом с приводом первого хомута через регулировочную тягу, а другим - со стаканом через эксцентрик с рукояткой. 2. Устройство по п. 1, отличающееся тем, что направляющие и кронштейны имеют шлицевое сопряжение в зоне перемещения первого хомута. (Л 00 о ел tc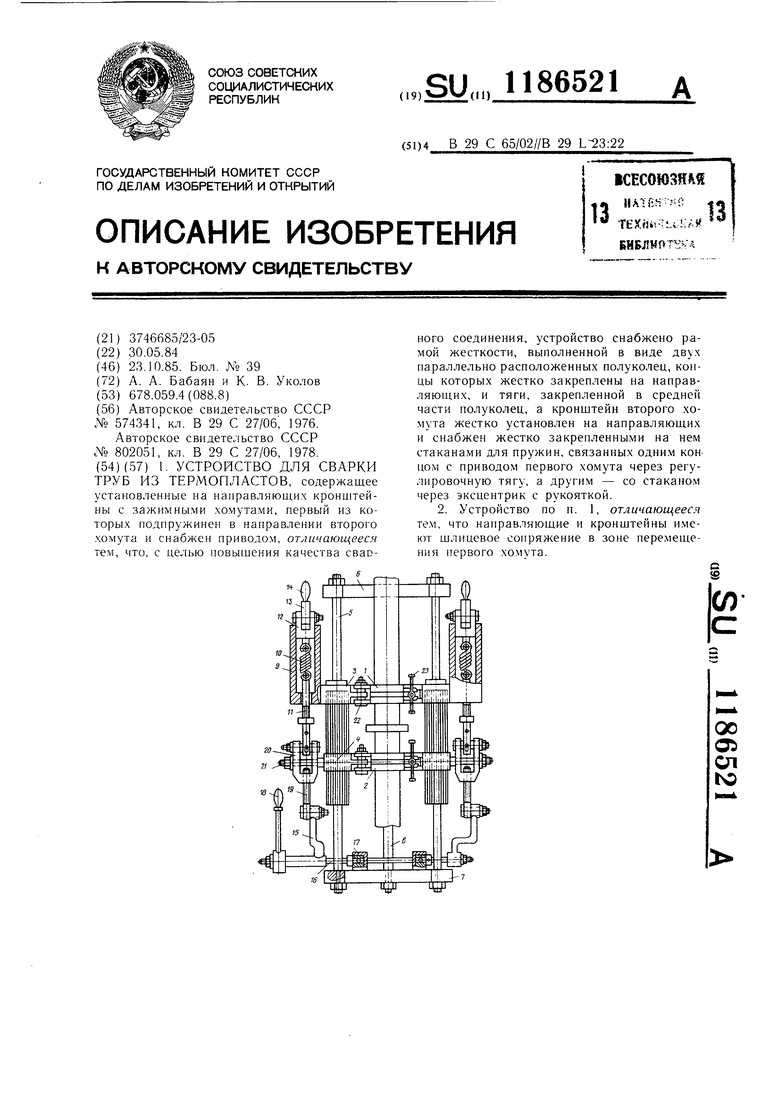
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Солесос | 1922 |
|
SU29A1 |
