Изобретение относится к сварке пластмасс, а именно к устройствам для сварки труб из термопластов нагретым инструментом.
Цель изобретения - повышение надежности сварного соединения за счет обеспечения возможности регулировки скорости осадки труб.
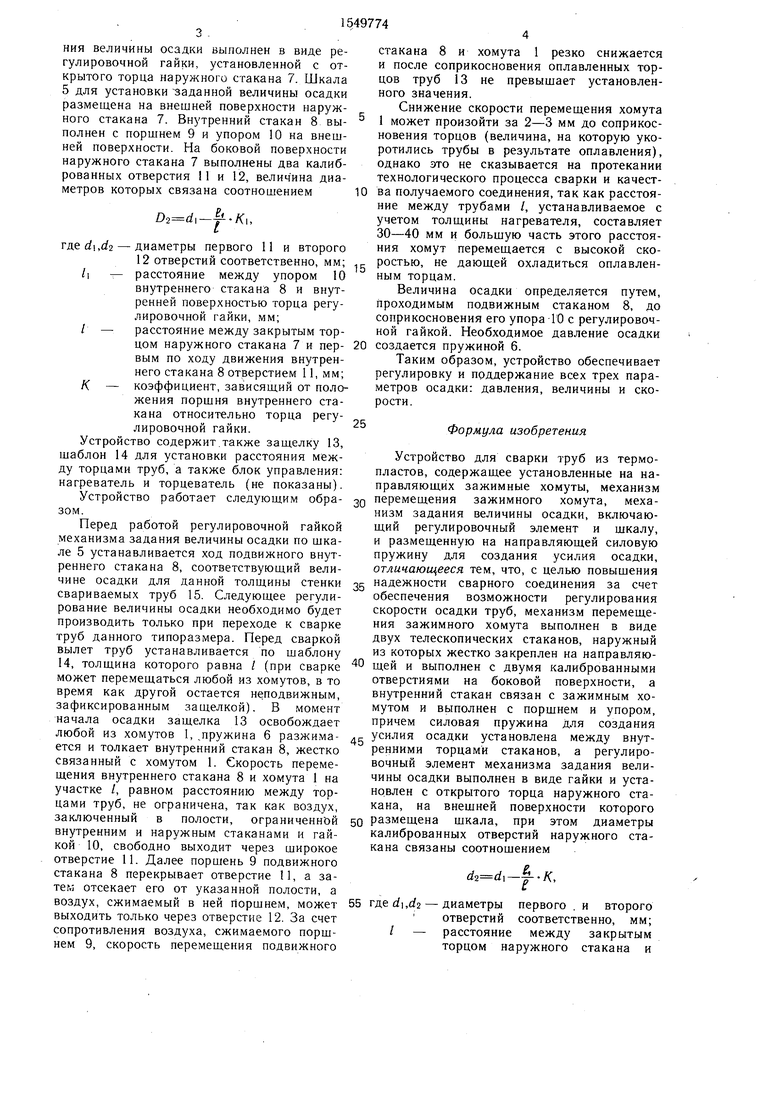
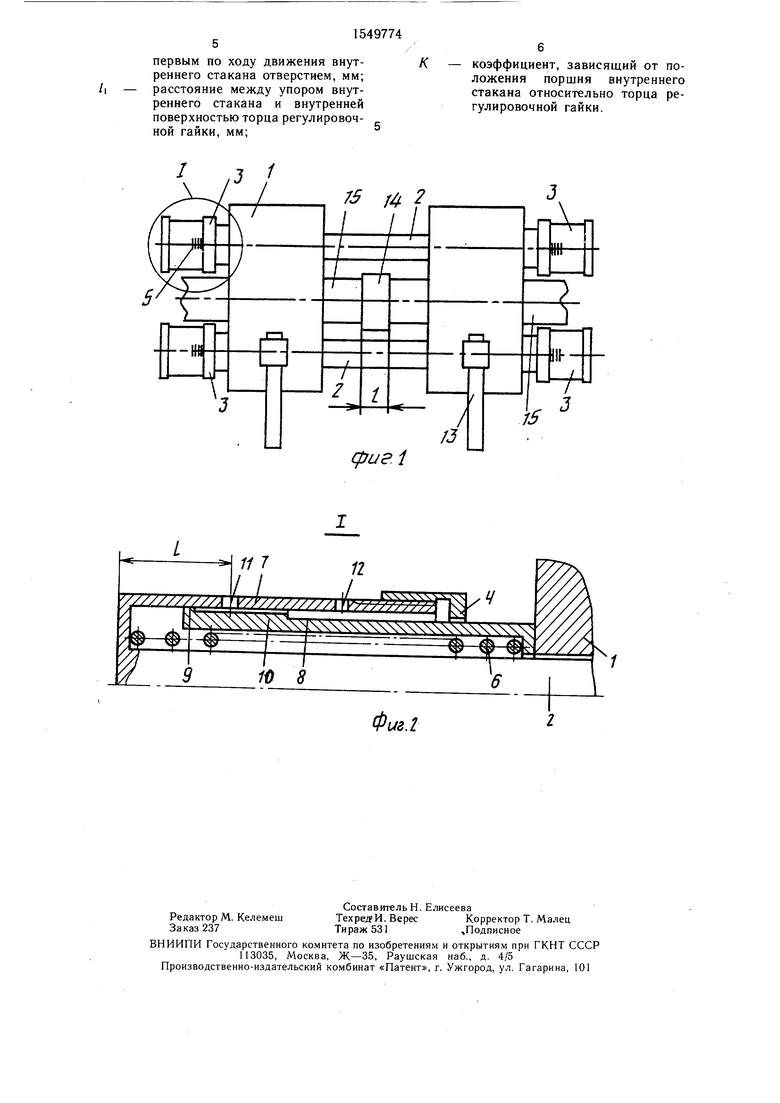
На фиг. 1 изображено устройство, об- . щий вид; на фиг. 2 - узел I на фиг. 1.
Устройство для сварки труб из термопластов содержит центратор, состоящий из двух подвижных зажимных хомутов 1, установленных на направляющих 2, механизм 3 перемещения зажимного хомута, механизм задания величины осадки, включающий регулировочный элемент 4 и шкалу 5, и силовую пружину 6 для создания усилия осадки. Механизм перемещения зажимного хомута выполнен в виде двух телескопических стаканов: наружного 7 и внутреннего 8. Наружный стакан 7 жестко закреплен на направляющей 2, а внутренний стакан 8 связан с зажимным хомутом 1. Силовая пружина 6 для создания усилия осадки установлена на направляющей 2 между внутренними торцами стаканов 7 и 8. Регулировочный элемент 4 механизма задаел
4ь СО
стакана 8 и хомута 1 резко снижается и после соприкосновения оплавленных торцов труб 13 не превышает установленного значения.
Снижение скорости перемещения хомута
ного стакана 7. Внутренний стакан 8 вы- 1 может произойти за 2-3 мм до соприкосполнен с поршнем 9 и упором 10 на внеш- новения торцов (величина, на которую уконей поверхности. На боковой поверхности
наружного стакана 7 выполнены два калибния величины осадки выполнен в виде регулировочной гайки, установленной с открытого торца наружного стакана 7. Шкала 5 для установки заданной величины осадки размещена на внешней поверхности наружротились трубы в результате оплавления), однако это не сказывается на протекании технологического процесса сварки и качест- 10 ва получаемого соединения, так как расстояние между трубами /, устанавливаемое с учетом толщины нагревателя, составляет 30-40 мм и большую часть этого расстояния хомут перемещается с высокой ско12 отверстий соответственно, мм; . ростью, не дающей охладиться оплавлен- расстояние между упором 10 ным торцам.
Величина осадки определяется путем, проходимым подвижным стаканом 8, до соприкосновения его упора 10 с регулировочной гайкой. Необходимое давление осадки цом наружного стакана 7 и пер- 20 создается пружиной 6. вым по ходу движения внутрен-Таким образом, устройство обеспечивает
него стакана 8 отверстием 11, мм; регулировку и поддержание всех трех пара- коэффициент, зависящий от поло- метров осадки: давления, величины и ско- жения поршня внутреннего ста- рости.
рованных отверстия 11 и 12, величина диаметров которых связана соотношением
D2 dt-&--Ki,
где d,dz- диаметры первого 11 и второго
/I внутреннего стакана 8 и внутренней поверхностью торца регулировочной гайки, мм;
/ - расстояние между закрытым торК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки труб из термопластов | 1984 |
|
SU1186521A1 |
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1451046A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1454722A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки труб из термопластов нагретым инструментом. Цель - повышение надежности сварного соединения за счет обеспечения возможности регулировки скорости осадки труб. Для этого в устройстве для сварки труб из термопластов механизм перемещения зажимного хомута выполнен в виде двух телескопических стаканов. Наружный стакан жестко закреплен на направляющей и выполнен с двумя калиброванными отверстиями на боковой поверхности. Внутренний стакан связан с зажимным хомутом и выполнен с поршнем и упором. Силовая пружина для создания усилия осадки установлена между внутренними торцами стаканов. Регулировочный элемент механизма задания величины осадки выполнен в виде гайки и установлен с открытого торца наружного стакана. На внешней поверхности наружного стакана размещена шкала. Диаметры калиброванных отверстий наружного стакана связаны соотношением D2=D1 L1/L.K, где D1, D2 - диаметры первого и второго отверстий соответственно, мм
L - расстояние между закрытым торцом наружного стакана и первым по ходу движения внутреннего стакана отверстием, мм
L1 - расстояние между упором внутреннего стакана и внутренней поверхностью торца регулировочной гайки, мм
K - коэффициент, зависящий от положения поршня внутреннего стакана относительно торца регулировочной гайки. 2 ил.
кана относительно торца регулировочной гайки.
Устройство содержит также защелку 13, шаблон 14 для установки расстояния между торцами труб, а также блок управления: нагреватель и торцеватель (не показаны).
25
Формула изобретения
Устройство для сварки труб из термопластов, содержащее установленные на направляющих зажимные хомуты, механизм
Устройство работает следующим обра- до перемещения зажимного хомута, механизм задания величины осадки, включающий регулировочный элемент и шкалу, и размещенную на направляющей силовую пружину для создания усилия осадки, отличающееся тем, что, с целью повышения
зом.
Перед работой регулировочной гайкой механизма задания величины осадки по шкале 5 устанавливается ход подвижного внутреннего стакана 8, соответствующий величине осадки для данной толщины стенки35 надежности сварного соединения за счет свариваемых труб 15. Следующее регули-обеспечения возможности регулирования рование величины осадки необходимо будетскорости осадки труб, механизм перемеще- производить только при переходе к сваркения зажимного хомута выполнен в виде труб данного типоразмера. Перед сваркойДвух телескопических стаканов, наружный вылет труб устанавливается по шаблонуиз которых жестко закреплен на направляю- 14, толщина которого равна / (при сварке4 щей и выполнен с двумя калиброванными может перемещаться любой из хомутов, в тоотверстиями на боковой поверхности, а время как другой остается неподвижным,внутренний стакан связан с зажимным хо- зафиксированным защелкой). В моментмутом и выполнен с поршнем и упором, начала осадки защелка 13 освобождаетпричем силовая пружина для создания любой из хомутов 1, , пружина б разжима-45 усилия осадки установлена между внут- ется и толкает внутренний стакан 8, жесткоренними торцами стаканов, а регулиро- связанный с хомутом 1. Скорость переме-вечный элемент механизма задания вели- щения внутреннего стакана 8 и хомута 1 начины осадки выполнен в виде гайки и уста- участке /, равном расстоянию между тор-новлен с открытого торца наружного ста- цами труб, не ограничена, так как воздух,кана, на внешней поверхности которого заключенный в полости, ограниченной50 размещена шкала, при этом диаметры внутренним и наружным стаканами и гай-калиброванных отверстий наружного ста- кой 10, свободно выходит через широкоекана связаны соотношением отверстие 11. Далее поршень 9 подвижного стакана 8 перекрывает отверстие 11, а затем отсекает его от указанной полости, аь воздух, сжимаемый в ней поршнем, может55 ,Ј/2 - диаметры первого . и второго выходить только через отверстие 12. За счет отверстий соответственно, мм; сопротивления воздуха, сжимаемого порш-/ - расстояние между закрытым нем 9, скорость перемещения подвижноготорцом наружного стакана и
1-Ј-/(,
Формула изобретения
Устройство для сварки труб из термопластов, содержащее установленные на направляющих зажимные хомуты, механизм
низм задания величины осадки, включающий регулировочный элемент и шкалу, и размещенную на направляющей силовую пружину для создания усилия осадки, отличающееся тем, что, с целью повышения
надежности сварного соединения за счет обеспечения возможности регулирования скорости осадки труб, механизм перемеще- ния зажимного хомута выполнен в виде Двух телескопических стаканов, наружный из которых жестко закреплен на направляю- щей и выполнен с двумя калиброванными отверстиями на боковой поверхности, а внутренний стакан связан с зажимным хо- мутом и выполнен с поршнем и упором, причем силовая пружина для создания усилия осадки установлена между внут- ренними торцами стаканов, а регулиро- вечный элемент механизма задания вели- чины осадки выполнен в виде гайки и уста- новлен с открытого торца наружного ста- кана, на внешней поверхности которого размещена шкала, при этом диаметры калиброванных отверстий наружного ста- кана связаны соотношением ь ,Ј/2 - диаметры первого . и второго отверстий соответственно, мм; / - расстояние между закрытым торцом наружного стакана и
варного соедин возможности и труб, механи о хомута вып ических стакан стко закреплен ен с двумя ка на боковой п акан связан с лнен с поршн ая пружина установлена ами стаканов, т механизма з ыполнен в виде ытого торца на шней поверхно кала, при эт отверстий на соотношением ь метры первого ерстий соответ стояние межд цом наружног
1-Ј-/(,
первым по ходу движения внутреннего стакана отверстием, мм; расстояние между упором внутреннего стакана и внутренней поверхностью торца регулировочной гайки, мм;
/
75
/( - коэффициент, зависящий от положения поршня внутреннего стакана относительно торца регулировочной гайки.
фиг.1
Фиг.2
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1978 |
|
SU802051A1 |
| Солесос | 1922 |
|
SU29A1 |
