1
Изобретение относится к металлургии, а именно к области горизонтального непрерьгоного литья полых заготовок.
Цель изобретения -повышение качества литых заготовок, стабильности процесса и стойкости дорна.
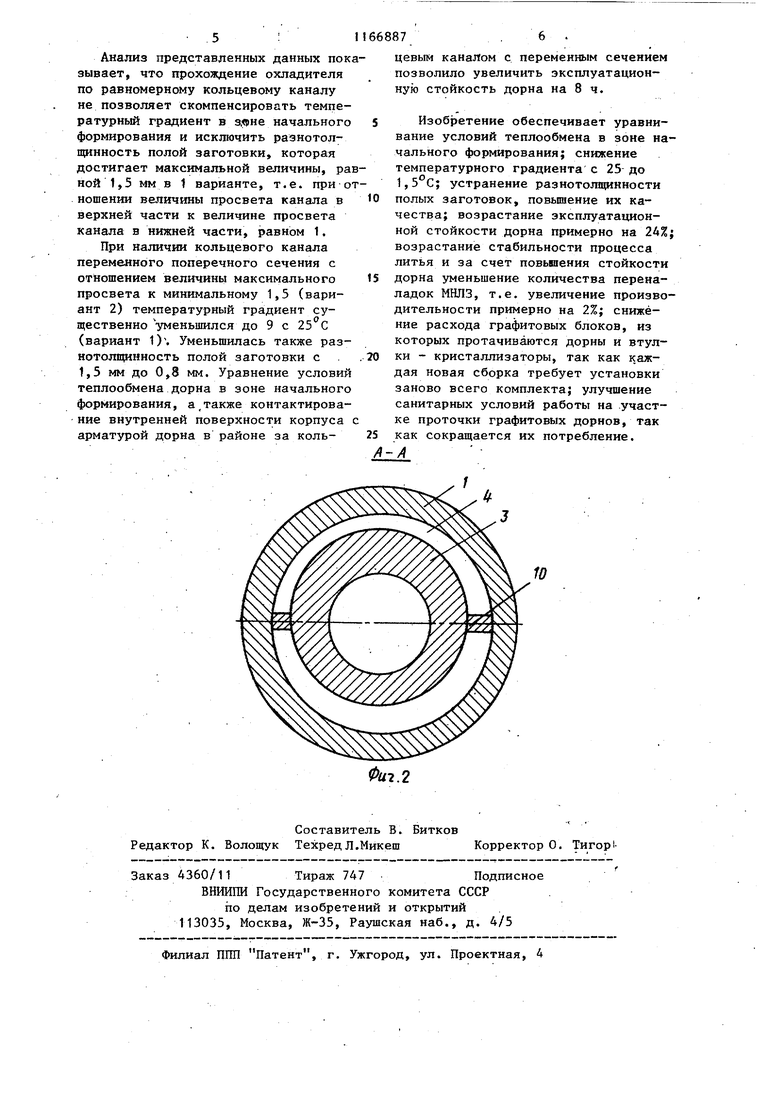
На фиг. 1 изображен охлаждаемый дорн, продольный разрез; на фиг. 2 разрез А-А на фиг. 1.
Охлаждаемый дорн для горизонтального непрерывного литья полых заготовок состоит из огнеупорного пустотелого корпуса 1 с посадочным гнездом 2, внутри которого размещена металлическая арматура 3, образующая кольцевой канал переменного сечения на 1/2-1/3 ее длины со стороны подвода охладителя, причем отношение величины максимального просвета канала в нижней части к минимальному в верхней составляет 1,8-2,3. На осфальной длине металлическая арматура не образует кольцевого канала относительно внутренней полости пустотелого корпуса и по всему пе-. риметру контактирует с внутренней по верхностью пустотелого корпуса. По центру арматуры расположен канал 5 для отвода охладителя, площадь поперечного сечения которого соответствует площади поперечного сечения кольцевого канала 4. Охладитель подвгодится в кольцевой канал 4 через устройство 6 по каналам 7, а отводится из кольцевого канала в центральный канал 5 по каналам 8, расположенным по. периметру. Надежность соединения арматуры с дорном обеспечивается стопорной гайкой 9. Перемычка 10 необходима для центровки арматуры и обеспечения соответствующих скоростей прохождения охладителя, в верхней и нижней частях кольцевого канала.
В предлагаемом дорне за счет несимметричного исполнения металлической арматуры в зоне начального формирования .полой заготовки можно достигнуть выравнивание условий тепло668872
отвода и тем самым повысить качество заготовки. Кроме того, наличие плотного контакта по периметру между внутренней поверхностью корпуса и 5 арматурой дорна в районе за кольцевым каналом с переменным по периметру сечением увеличивает прочность дорна и способствует- повьшению. стабильности процесса.
О Для оценки работоспособности предлагаемого охлаждаемого дорна быпа проведена экспериментальная проверка при отливке полых заготовок сечением 90x55 мм из бронзы ОЦС-5 на
5 машине горизонтального непрерывного литья.
Металлическую арматуру 3 из стали Х18М9Т вводили в графитовый дорн, ее закрепляли при помощи специальной
0 гайки 9. К арматуре со стороны посадочного гнезда после установки дорна с арматурой в графитовом кристаллизаторе присоединяли устройство 6 для подачи охладителя, которое проходит
5 через промежуточную емкость. Следует отметить, что все металлические детали, находящиеся в расплаве или в непосредственной близости к нему, изолировали огнеупорными обмазками
0 и графитовыми чехлами во избежание взаимодействия расплава с металлом деталей.
Перед заливкой расплава в промежуточную емкость по патрубку прокае чивали охладитель, а затем уже заливали металл.
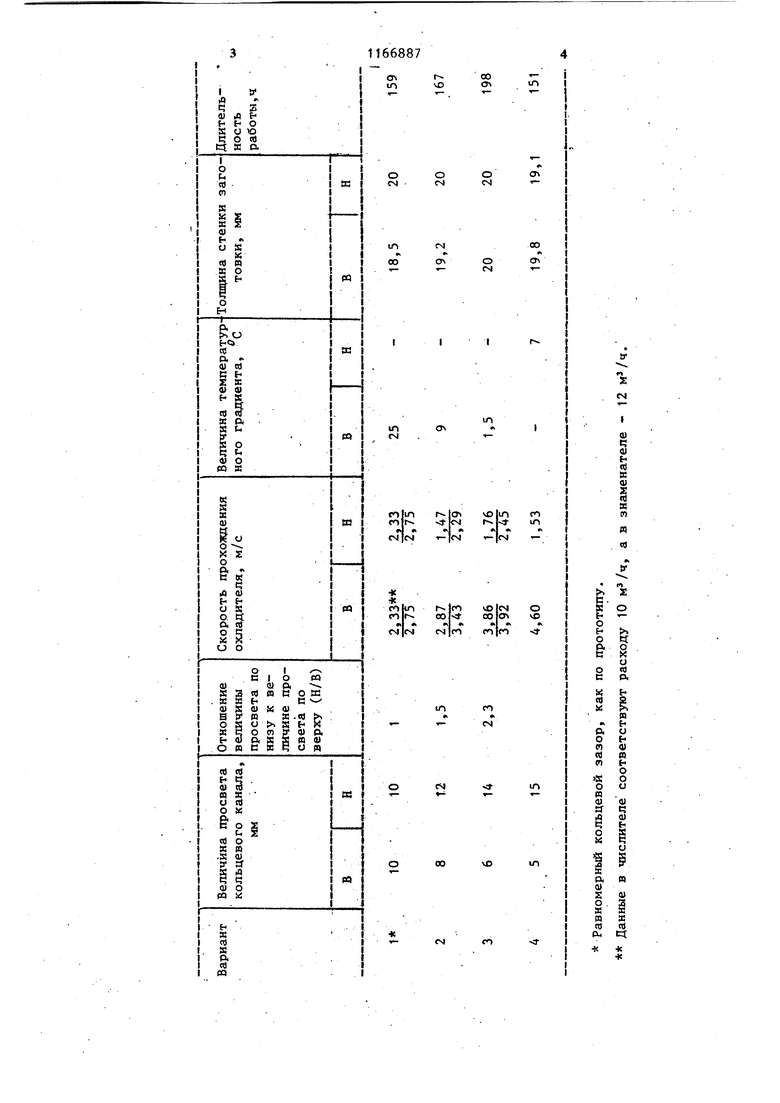
Исследовали несколько вариантов , изготовления металлической арматуры, образующей относительно внутренQ ней полости пустотелого корпуса
кольцевой канал с различной величиной просвета верхней и нижней части. Оценивали величину температурного
градиента на поверхности графитового дорна в зоне начального формирования, разнотолщинность полой заготовки, а также длительность работы дорна до его замены. Результаты эксперимента приведены в таблице.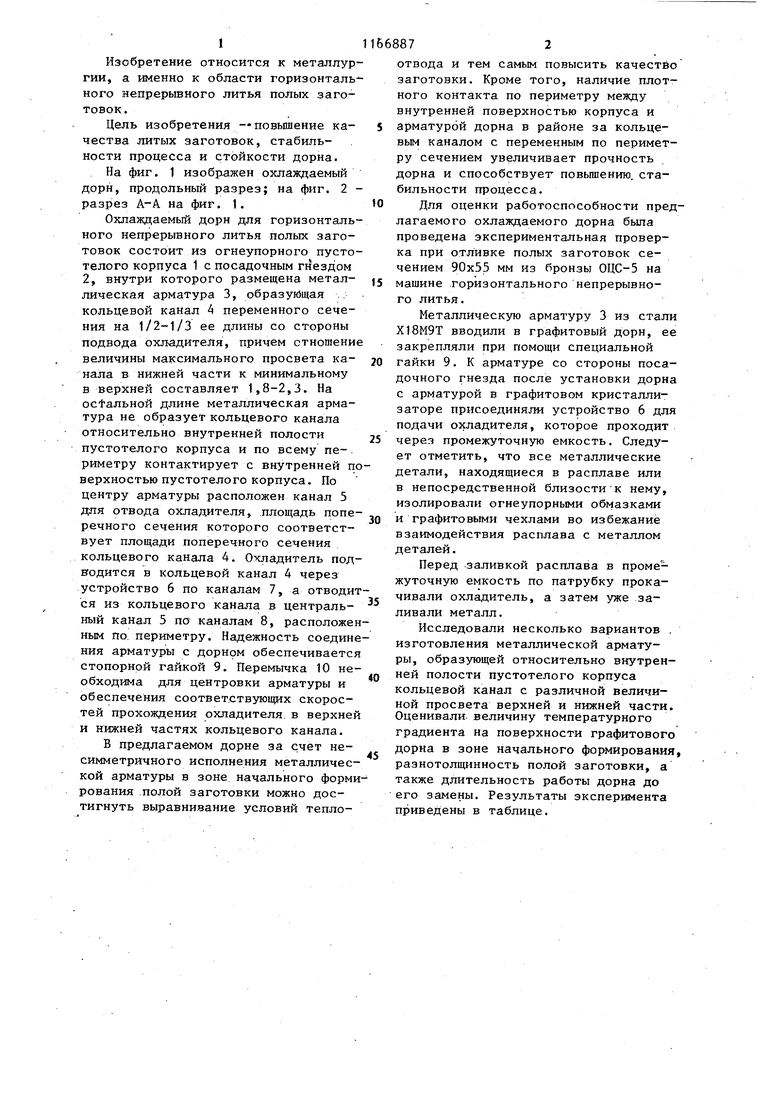
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2082541C1 |
t. ОХЛАЖЦАЕМЬЙ ДОРН ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ -ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ МЕДИ, содержащий пустотелый графитовый корпус с посадочным гнездом и металлическую арматуру, образуюиогю отно сительно части корпуса кольцевой канал для прохождения охладителя, отличающийся тем, что, с целью повышения качества литых заготовок, стабильности процесса литья и стойкости дорна, кольцевой канал на длине 1/2-1/3 длины дорна со стороны посадочного гнезда выполнен с переменным по периметру сечением, при этом отношение величины максимального просвета канала в нижней части дорна к минимальному в верхней его части составляет 1,8-2,3. 2. Дорн по П.1, отличающийся тем, что внутренняя по- верхность корпуса за кольцевым каналом с переменным по периметру сечением контактирует с арматурой дорна. 9д а 00 00 
| Опорное устройство кузова самосвала | 1972 |
|
SU537866A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Водоохлаждаемый дорн | 1972 |
|
SU507397A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
