Изобретение относится к механосборочному производству, в частности к устройствам для сборки трубчато- пластинчатых радиаторов.
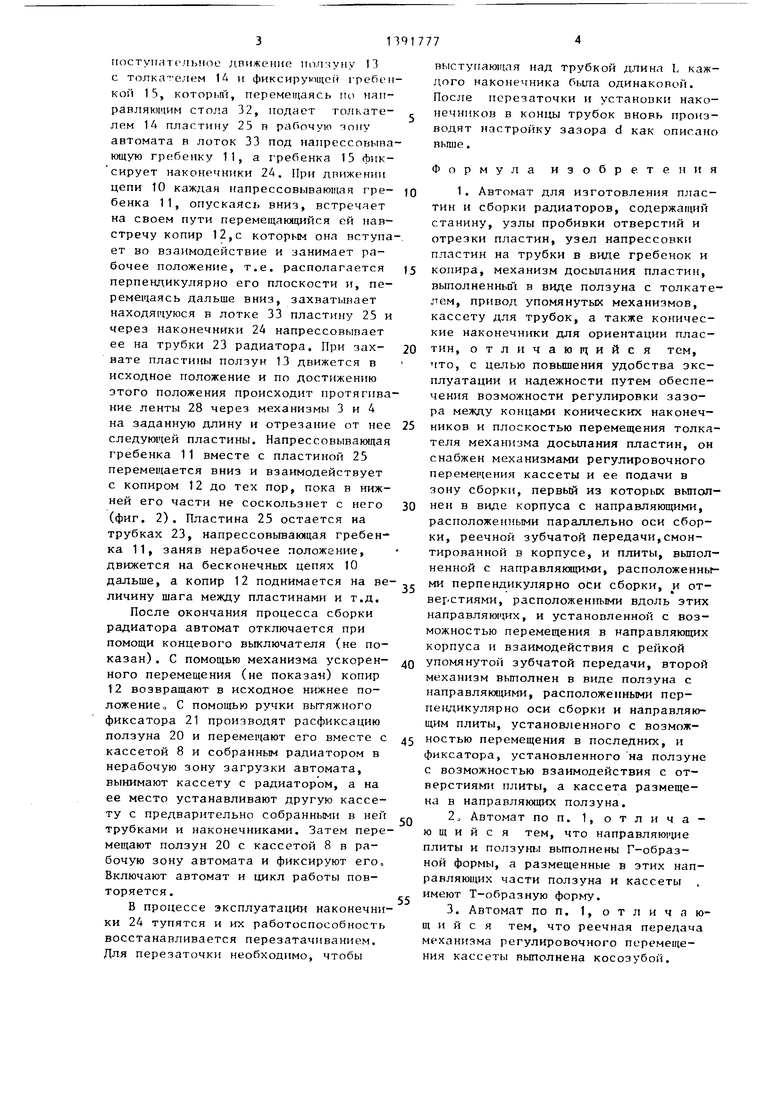
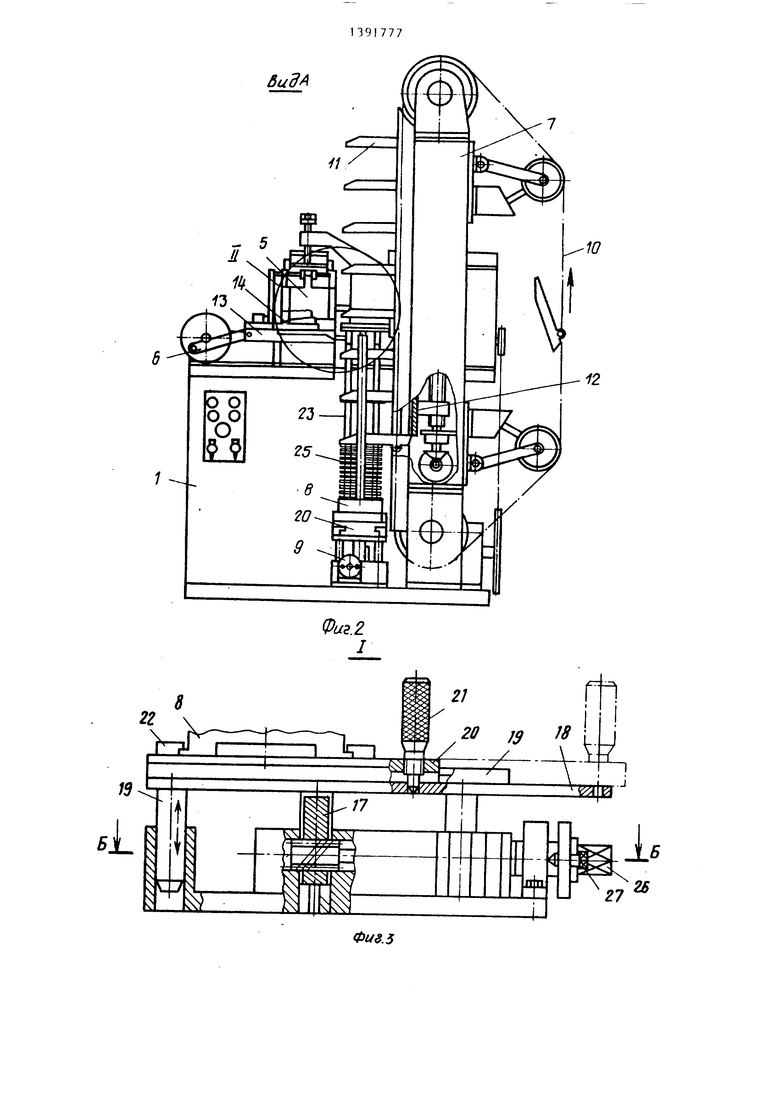
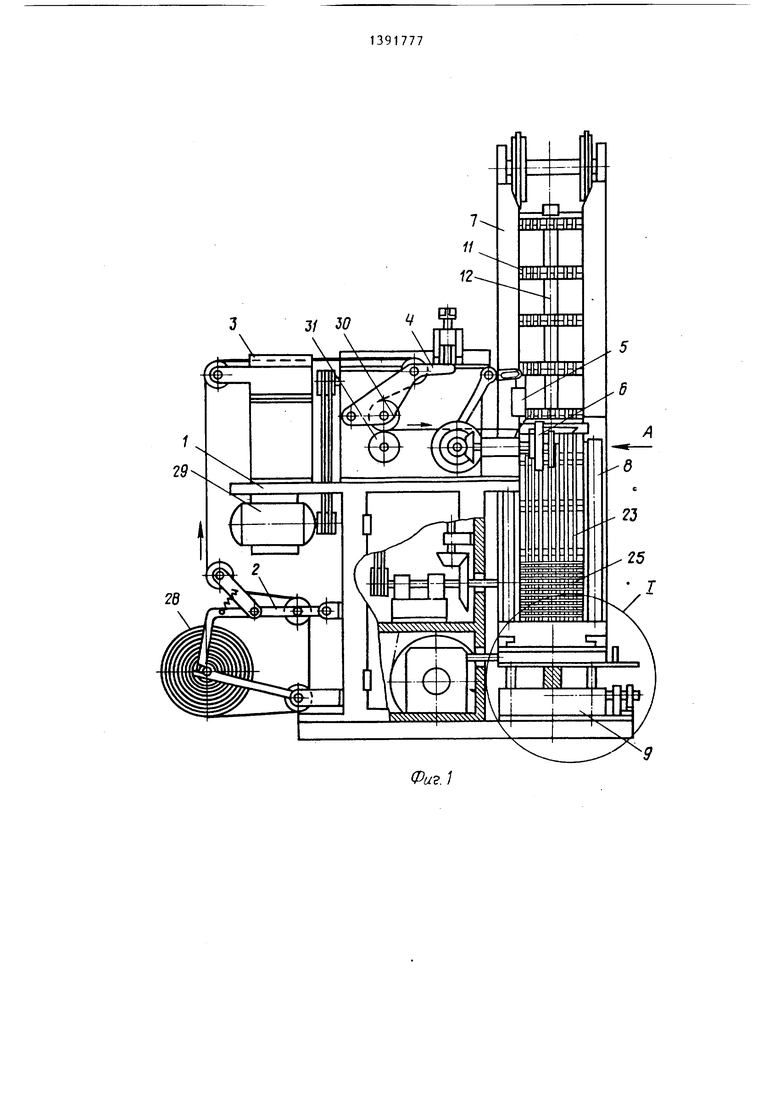
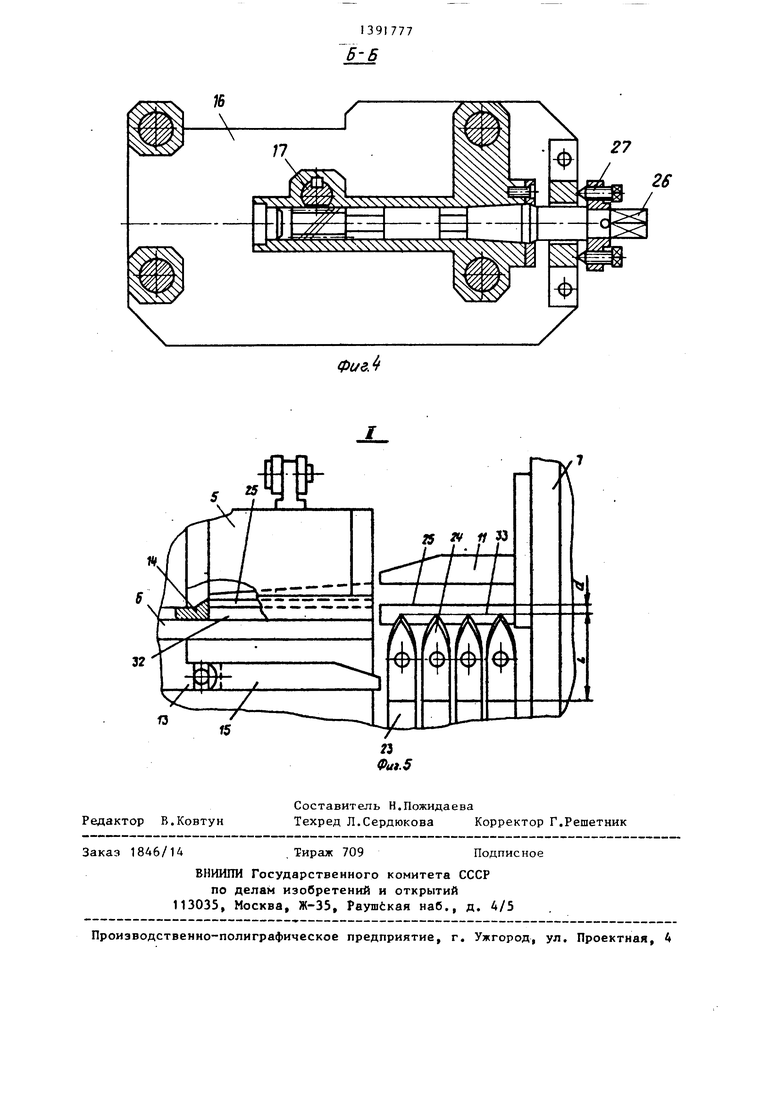
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид А на фиг.1, на фиг. 3 - узел I на фиг. 1, механизма подъема (опускания),на фиг.4 - разрез Б-Б на фиг. 3 на фиг. 5 - узел II на фиг. 2.
Автомат содержит смонтированные на станине 1 механизм 2 установки бухты ленты, механизм 3 загибания кромок по бокам ленты, механизм 4 подачи ленты и пробивки отверстий в ней, механизм 5 отрезания пластин от ленты, механизм 6 досылания пластин в зону сборки, механизм 7 напрессовк пластин на трубки радиатора, кассету 8 с предварительно собранными в ней трубками с наконечниками, установленную на механизме 9 регулировочного перемещения кассеты в рабочей зоне автомата.
Механизм 7 напрессовки пластин на трубки радиатора выполнен в виде шарнирно закрепленных на двух бесконечных втулочно-роликовых цепях 10 напрессовьшающихся геребенок 10, взаимодействующих с копиром 12, а механизм 6 досылания пластин в рабочую зону автомата (фиг. 2 и 5) выполнен в виде ползуна 13 с толкателем 14 и фиксирующей гребенкой 15, установленного подвижно в направлени перпендикулярном направлению перемещения копира 12.
Механизм 9 регулировочного перемещения кассеты (фиг. 3 и 4) вьшолне в виде корпуса 16, в котором смонтирована косозубая реечная передача 17, В направляющих корпуса с возможностью перемещения параллельно оси сборки (вертикально) установлена плита 18, на которой имеются направляющие 19, перпендикулярные направ- ляюсцим корпуса и направлению перемещения толкателя 14 и отверстия. Плита 18 перемещается от рейки зубчатой передачи 17.
Механизм подачи кассеты в зону сборки выполнен в -виде ползуна 20, установленного с .возможностью перемещения в направлякнцих 19 плиты и вытяжного фиксатора 21, установленного на ползуне с возможностью захода в отверстия плиты. На ползуне перпендикулярно направляющим 19 расположе
0
5
0
5
0
5
0
5
ны направляющие 22, в которых размещена кассета 8.
Направляющие 19 и 22 имеют Г-об- разную форму, а ползун 20 и кассета 8 в нижней части выполнены Т-образ - ной формы.
Автомат работает следующим образом.
Кассету 8 с предварительно собранными в ней трубками 23 и вставленными в их верхние концы наконечника 24 устанавливают на ползун 20, который находится в зоне загрузки автомата. С помощью ручки вытяжного фиксатора 21 ползун 20 с установленной кассетой перемещают в рабочую зону автомата и фиксируют его в этом направлении.
Для обеспечения надежной работы автомата.при сборке радиатора производят настройку зазора d между концами наконечника 24 и плоскостью перемещения толкателя, величина которого не должна превышать величину шага между пластинами 25. Контроль осуществляетея щупом (не показан). Настройку зазора осуществляют с помощью механизма 9 регулировочного перемещения кассеты, для чего на квадратный конец вала 26 ре ечной передачи 17 устанавливают ключ (не показан) и вращают его в нужном направлении до тех пор, пока не будет достигнут необходимый зазор. Фиксацию реечной передачи 17 осуществляют с помощью винтов 27. После настройки зазора бухту ленты 28 устанавливают в механизм 2 и вводят ее конец в ме- 3 загибания кромок по бокам ленты и далее в механизм 4 для пробивки отверстий в ленте под трубки радиатора.
В рабочем режиме все механизмы автомата получают в определенной последовательности согласованное дви жение от общего привода 29. При работе автомата лента 28 протягивается через механизм 3, который загибает по бокам ленты кромки на угол 180, а роликовые пуансон 30 и матрица 31 механизма 4 пробивают в ней отверстия под трубки и подают ее в механизм 5 отрезания пластин 25, Отрезанная пластина ложится на стол 32 (фиго 5) механизма 6 досыпания пластин в рабочую зону автомата. Через кинематические звенья автомата сообщается равномерное возвратноГ1остугг;)те, дпижение полчуиу П с толкат слем 14 и фиксирующей гребенкой 15, который, перемещаясь nti направляющим стола 32, подает толкателем 1А пластину 25 в рабочую зону автомата в лоток 33 под иапрессовыпа- ющую гребенку 11, а гребенка 15 фик- сирует наконечники 2А. При движении цепи 10 каждая напрессовывающая гребенка 11, опускаясь вниз, встречает на своем пути перемещающийся ей навстречу копир 12,с которым она вступает во взаимодействие и занимает рабочее положение, т.е. располагается перпендикулярно его плоскости и, перемещаясь дальше вниз, захватылает находящуюся в лотке 33 пластину 25 и через наконечники 2А напрессовывает ее на трубки 23 радиатора. При захвате пластины ползун 13 движется в исходное положение и по достижению этого положения происходит протягивание ленты 28 через механизмы 3 и 4 на заданную длину и отрезание от нее следующей пластины. Напрессовывающая гребенка 11 вместе с пластиной 25 перемещается вниз и взаимодействует с копиром 12 до тех пор, пока в нижней его части не соскользнет с него (фиг. 2). Пластина 25 остается на трубках 23, напрессовьгаающая гребенка 11, заняв нерабочее положение, движется на бесконечных цепях 10 дальше, а копир 12 поднимается на величину шага между пластинами и т.д.
После окончания процесса сборки радиатора автомат отключается при помощи концевого выключателя (не показан) . С помощью механизма ускоренного перемещения (не показан) копир 12 возвращают в исходное нижнее положение, С помощью ручки вытяжного фиксатора 21 производят расфиксацию ползуна 20 и перемещают его вместе с кассетой 8 и собранным радиатором в нерабочую зону загрузки автомата, вынимают кассету с радиатором, а на ее место устанавливают другую кассету с предварительно собранными в ней трубками и } аконечниками. Затем перемещают ползун 20 с кассетой 8 в рабочую зону автомата и фиксируют его. Включают автомат и цикл работы повторяется.
В процессе эксплуатации наконечники 24 тупятся и их работоспособностг восстанавливается перезатачиванием. Для перезаточки необходимо, чтобы
выстуггающая над трубкой длина L каждого наконечника была одинаковой. После псрезаточки и установки нако- нечников в концы трубок вновь производят настройку зазора d как описано выше.
Формула изобретения
1- Автомат для изготовления пластин и сборки радиаторов, содержащий станину, узлы пробивки отверстий и отрезки пластин, узел напрессовки пластин на трубки в виде гребенок и
копира, механизм досыпания пластин, Быполненньй в виде ползуна с толкателем, привод упомянутых механизмов, кассету для трубок, а также конические наконечники для ориентации пластин, отличающийся тем, что, с целью повьш1ения удобства эксплуатации и надежности путем обеспечения возможности регулировки зазора между концами конических наконечНИКОВ и плоскостью перемещения толкателя механизма досылания пластин, он снабжен механизмами регулировочного перемещения кассеты и ее подачи в зону сборки, первый из которых выполнен в виде корпуса с направляющими, расположенными параллельно оси сборки, реечной зубчатой передачи,смонтированной в корпусе, и плиты, вьшол- ненной с направляющими, расположенными перпендикулярно оСи сборки, и отверстиями, расположенными вдоль этих направляю1 их, и установленной с возможностью перемещения в направляющих корпуса и взаимодействия с рейкой
упомянутой зубчатой передачи, второй механизм выполнен в виде ползуна с направляющими, расположенными перпендикулярно оси сборки и направляющим плиты, установленного с возможностью перемещения в последних, и фиксатора, установленного на ползуне с возможностью взаимодействия с отверстиями плиты, а кассета размещена в направляющих ползуна.
2 о Автомат по п. 1, отличающийся тем, что направляю1 ;ие плиты и ползуны выполнены Г-образ- ной формы, а размещенные в этих направляющих части ползуна и кассеты имеют Т-образкую форму.
3. Автомат по п. 1, отличаю- щ и и с я тем, что реечная передача механизма регулировочного перемещения кассеты вьтолнена косозубой.
бидА
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Автомат для сборки радиаторов | 1975 |
|
SU561650A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1973 |
|
SU517463A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
Изобретение относится к области механосборочного производства, в частности к устройствам для сборки трубчато-пластинчатьк радиаторов. Цель - повышение надежности и удобства эксплуатации путем снабжения автомата механизмом регулировочного перемещения кассеты (К) и механизмом ее подачи в зону сборки. К с трубками и наконечниками устанавливают в направляющие ползуна, после чего последний перемещают в зону сборки и закрепляют фиксатором. Затем перемещением в направлении оси сборки выставляют зазор между плоскостью перемещения толкателя и концами наконечников. Зазор меняется в связи с переточкой последних. Эта регулировка осуществляется вращением рукоятки, которая через реечную зубчатую передачу передает движение плите и К. После настройки включают привод автомата и происходит пробивка отверстий в ленте, отрезка пластин, их подача в зону сборки и напрессов- ка на трубки К. 2 з.п. ф-лы, 5 ил. §
Фи.2. I
а
.5
Фи.1
1391777
6-5
ФиеА
f3
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 0 |
|
SU206538A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
