Известные станки для контактной электросварки пространственных арматурных каркасов, снабженные механизмом для прерывистого перемещения изделия и электродами, накладываемыми при сварке на места пересечений арматурных стержней, не обеспечивают возможности сварки пространственных каркасов из плоских заготовок без кондуктора.
Для устранения указанного недостатка предлагается снабдить станок системой промежуточных элементов, укрепленных на поворотных рычагах и периодически вводимых в каркас между двумя свариваемыми пересечениями стержней. Предлагаемый станок может быть использован для сварки плоских каркасов, для чего промежуточные электроды устанавливаются неподвижно.
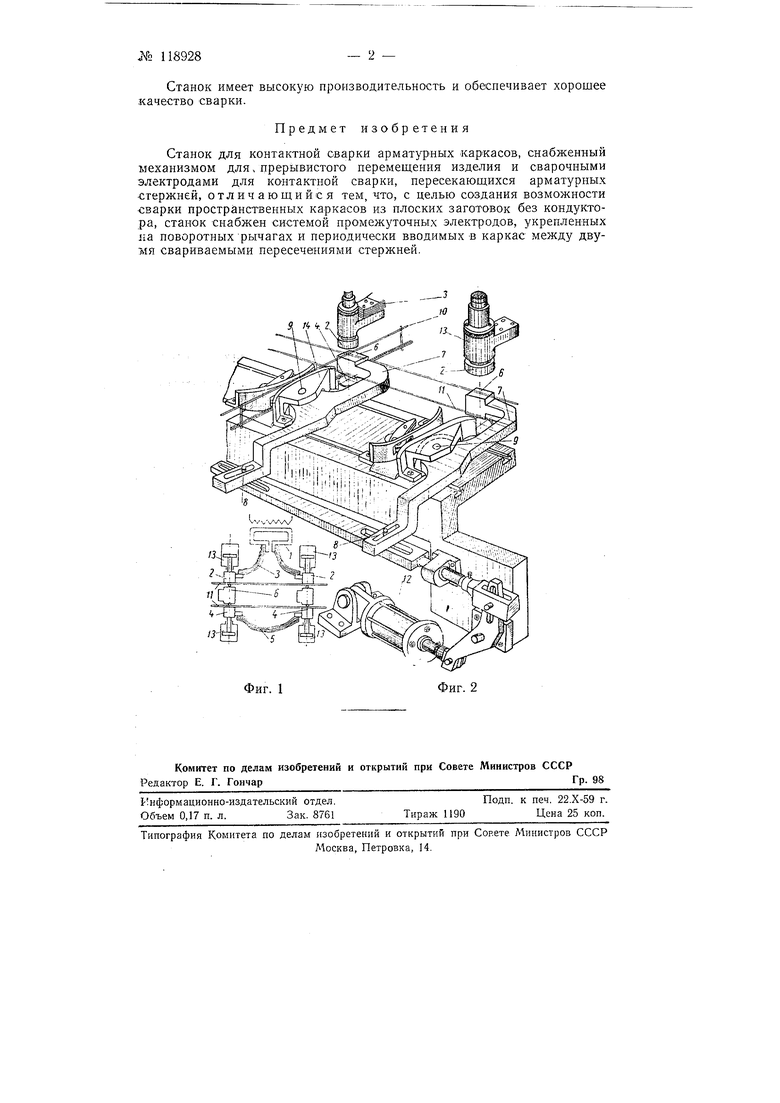
На фиг. 1 представлена принципиальная схема предлагаемого станка: на фиг. 2-общий вид станка.
Вторичный виток / сварочного трансформатора соединяется с верхними электродами 2 посредством гибких щин 3. Нижние электроды 4 соединены между собой щиной 5. Промежуточные электроды 6 расположены на поворотных рычагах 7, которые под действием подвиж ого пальца S поворачиваются около оси 9.
Нлоская арматурная заготовка 10 сваривается с поперечными арматурными стержнями 11 в пространственный арматурный каркас. На время сварки электроды 6 вводятся во внутрь каркаса. При сварке нлоских каркасов электроды 6 остаются неподвижными. Перемещение пальца S при повороте рычагов 7 осуществляется с помощью пневмоцилиндра 12. Цилиндры 13 служат для создания давления на электроды.
Продольное неремещение свариваемого каркаса производится кареткой 14 при повороте рычагов 7.
Загрузка в станок плоских каркасов и заправка проволоки для поперечных стержней производится вручную. Остальные операции при изготовлении пространственных каркасов происходят автоматически.
Станок имеет высокую производительность и обеспечивает хорошее качество сварки.
Предмет изобретения
Станок для контактной сварки арматурных каркасов, снабженный механизмом для. прерывистого перемещения изделия и сварочными электродами для ко-нтактной сварки, пересекающихся арматурных стержней, отличающийся тем, что, с целью создания возможности сварки пространственных каркасов из плоских заготовок без кондуктора, станок снабжен системой промежуточных электродов, укрепленных па поворотных рычагах и периодически вводимых-в каркас между двумя свариваемыми пересечениями стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для непрерывной сварки арматурных сеток | 1958 |
|
SU125638A1 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2204465C2 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU326029A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Устройство для сварки пространственных арматурных каркасов | 1981 |
|
SU988493A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
