1
Изобретение относится к механизмам машин для контактной точечной сварки цилиндрических арматурных каркасов.
Известно устройство для сварки пространственных каркасов, содержащее планшайбу с механизмом враш,ения и сварочные электроды 1.
Данное устройство не обеспечивает изготовление каркасов с переменным шагом спиральной арматуры.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для контактной точечной сварки пространственных арматурных каркасов, содержащее механизм вращения каркаса и кинематически связанный с ним рычаг с электродами, установленный на раме 2.
Недостатком устройства является то, что оно не обеспечивает качественной сварки, так как свариваемые точки в процессе сварки перемещаются по винтовой линии, а сварочные электроды - по прямой перпендикулярно к оси свариваемого каркаса. В результате этого, несмотря на то, что сварочные ролики наклонены под углом, совпадающим с углом подъема спиральной арматуры, происходит протаскивание свариваемого пересечения спиральной и продольной арматуры относительно сварочного ролика. Это приводит к снижению прочиости сварного соединеиия или к
отрыву спиральной арматуры от продольных стержней.
Цель изобретения повышение качества сварки арматурных каркасов.
Это достигается тем, что устройство снабжено смонтированным на раме с возможностью поворота кронштейном с шестерней, связанной с механизмом вращения каркаса, при этом рычаг с электродами эксцентрично закреплен на упомянутой шестерне.
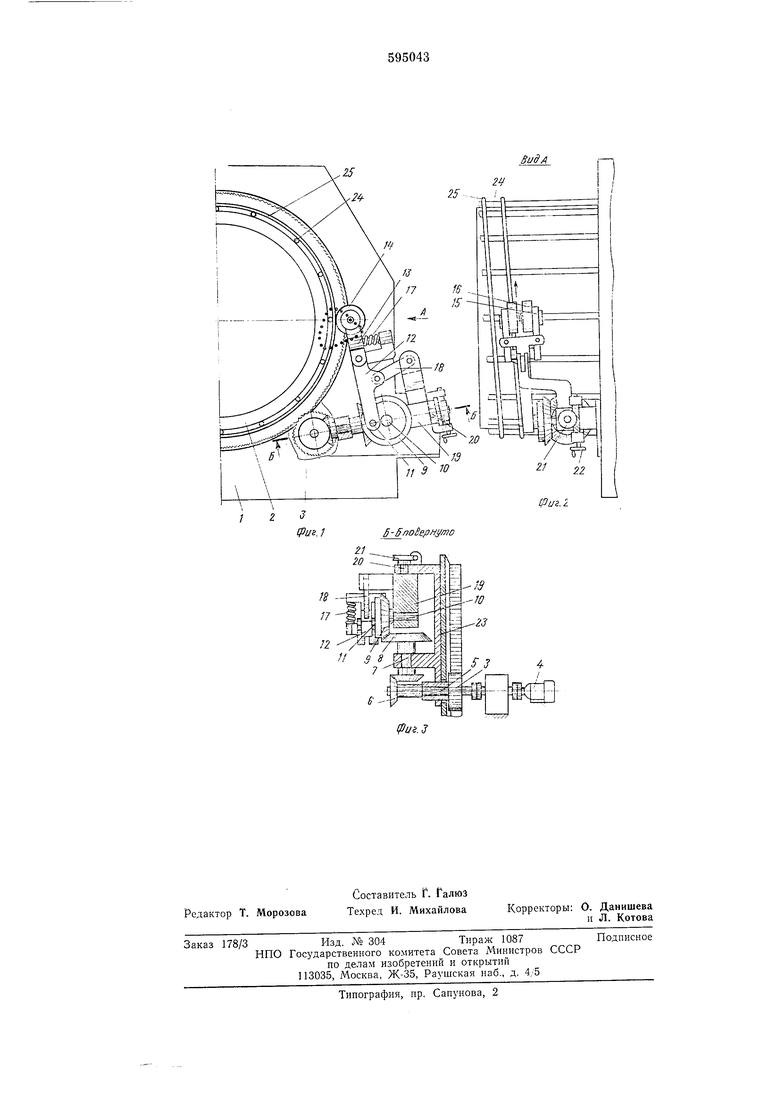
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство состоит из станины I, на которой смонтирована сварочная планшайба 2 с ведущим зубчатым колесом 3, связанным с приводом 4 и установленным ведущем валу 5. Ведущий вал 5 соединен через коническую передачу 6 с ведомым валом 7, снабженным центральной конической шестерней 8, находящейся в зацеплении с шестерней-кривошипом 9, установленной на осп 10 и снабженной нальцем 11, связанным с рычагом 12. Рычаг
12 выполнен с качалкой 13, на которой установлен сварочный электрод 14, и качалкой 15, на которой установлен сварочный электрод 16. Качалки 13 и 15 снабжены пружинами 17. Рычаг 12 соединен коромыслом 18 с кронштейиом 19, выполненным поворотным относительио оси 20, которая через червячную передачу 21 евязана с маховиком 22. На кронштейне 19 зстановлеиа ось 10. Вал 7 и ось 20 смонтированы на раме 23.
Устройство работает следующим образом.
При включении иривода 4 вращение от колеса 3 передается сварочной планшайбе 2, в которую заправлены продольные стержни 24. Во время вращения продольные стержни 24 одновременно и равномерно подаются специальным устройством (на чертеже не показано) на заданный шаг навпвки спиральной арматуры 25, которая приваривается в местах пересечения к нродольным стержням. Так как механизм перемещения электродов 14 и 16 нредставляет собой шарнирно-рычажный механизм Чебышева, обеснечивающий движение конца рычага, в данном случае оси вращения роликовых электродов, по замкиутой траектории, изображенной точками, то во время сварки обесиечивается сопровождение точки свариваемого пересечения, а после окончаиня сварки - отвод электродов от каркаса и возвращение их в исходное положение к следующему пересечению арматуры. В момент отвода электроды не контактируют с арматурой. Причем во время сварки и отвода электроды перемещаются по траектории движения спиральиой арматуры 25. Угол подъема виитовой линии зависит от шага между витками и задастся электродам 14 и 16 путем иоворота маховиком 22 через червячную иередачу 21 кроищтейиа 19 с конической щестерней-кривоипгпом 9, которая обкатывается отиосительио центральной конической шестерни 8 и всех промежуточных звеньев с электродами. Движение электродам 14 и 16 ио замкиутой траектории сообщается щестерией-кривошипом 9, палец 11 которой перемещает рычаг 12 относительно коромысла 18 и которая получает вращепие от зубчатого колеса 3 через коническую иередачу 6 и центральную коническую щестерию 8.
Предлагаемое устройство позволяет повысить качество сварки арматуриых каркасов,
так как обеспечивает перемещеиие электродов во время сварки ио траектории движеиия свариваемого пересечения спиральиой и продольной арматуры. Кроме того, снижается износ электродов, иотому что не происходит иротаскивання арматуры отиосительио электродов.
Формула изобретен и я
Устройство для контактной точечной сварки простраиствеииых арматурных каркасов, содержащее механизм вращеиия каркаса и кинематически связанный с ним рычаг с электродами, установленный на раме, отличающееся тем, что, с целью иовышения качества сварки арматурных каркасов, устройство снабжено смонтированным па раме с возможностью иоворота кронштейном с шестерней, связаииой с мехаиизмом вращеиия каркаса, нри этом рычаг с электродами эксцеитричио закреплен на упомянутой шестерне.
Источники ииформации, ирииятые во виимаиие при экспертизе 1. Авторское свидетельство СССР №170140 кл. В 23К 11/10, 1963.
2. Авторское свидетельство СССР №302214, кл. В 23К 11/10, 1969.
Видд
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1459865A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для контактной точечной сварки арматурных каркасов | 1976 |
|
SU590054A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU406333A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Станок для изготовления арматурных каркасов железобетонных изделий | 1976 |
|
SU617133A1 |