Изобретение относится к насосостроению и касается способов сборки лопастного колеса с помощью сварки.
Цель изобретения - повышение надежности при использовании аргонно-дугового способа сварки путем уменьшения усадки швов и увеличения их поперечного сечения.
На фиг. 1 изображено лопастное колесо перед сваркой, продольный разрез; на фиг. 2вид А на фиг. 1; на фиг. 3 - сечение Б-Б
на фиг. 2.
Лопастное колесо содержит привариваемый диск 1 с пазами 2 и перемычками 3 и лопатки 4. При сборке колеса наружная кромка 5 диска 1 и выходные кромки 6 лопаток 4 образуют кольцевую поверхность 7. Лопатки 4 могут быть изготовлены заодно с диском 8, или лопатки 4 и диски 1 и 8 могут быть выполнены отдельно. В зоне сопряжения диска 1 с лопатками 4 при сварке образуется сварной шов 9. Пазы 2 выполняются уже торцов лопаток 4 для исключения протекания расплавленного металла в межлопаточное пространство.
Способ сборки лопаточного колеса включает выполнение в диске 1 пазов 2 с перемычками 3 в зоне сопряжения с лопатками 4 и приварку диска 1 к лопаткам 4 путем заполнения пазов 2 металлом. Перед сваркой лопатки 4 устанавливают на диск 1 с образованием кольцевой поверхности 7 между выходными кромками 6 лопаток 4 и наружной кромкой 5 диска 1. При сварке перемычки 3 проплавляют, а после сварки кольцевую поверхность 7 образуют до выходных кромок 6 лопаток 4.
При сварке по пазам 2 лопатки 4 и диск 1 в результате проплавления перемычек 3 соединяются сплошным сварным швом 9 по всему профилю торцов лопаток 4. Наличие кольцевой поверхности 7 между выходными
кромками 6 лопаток 4 и кромкой 5 диска 1 увеличивает жесткость привариваемого диска 1, что исключает деформацию пазов у выходных кромок 6 лопаток 4 при усадке расплавленного металла сварного шва 9. При изготовлении дисков 1 и 8 отдельно
от лопаток 4 сборка колеса осуш,ествляется аналогичным образом, а именно, пазы 2 с перемычками 3 выполняются в обоих дисках и последние через пазы 2 с проплавлением перемычек 3 привариваются к лопаткам 4.
V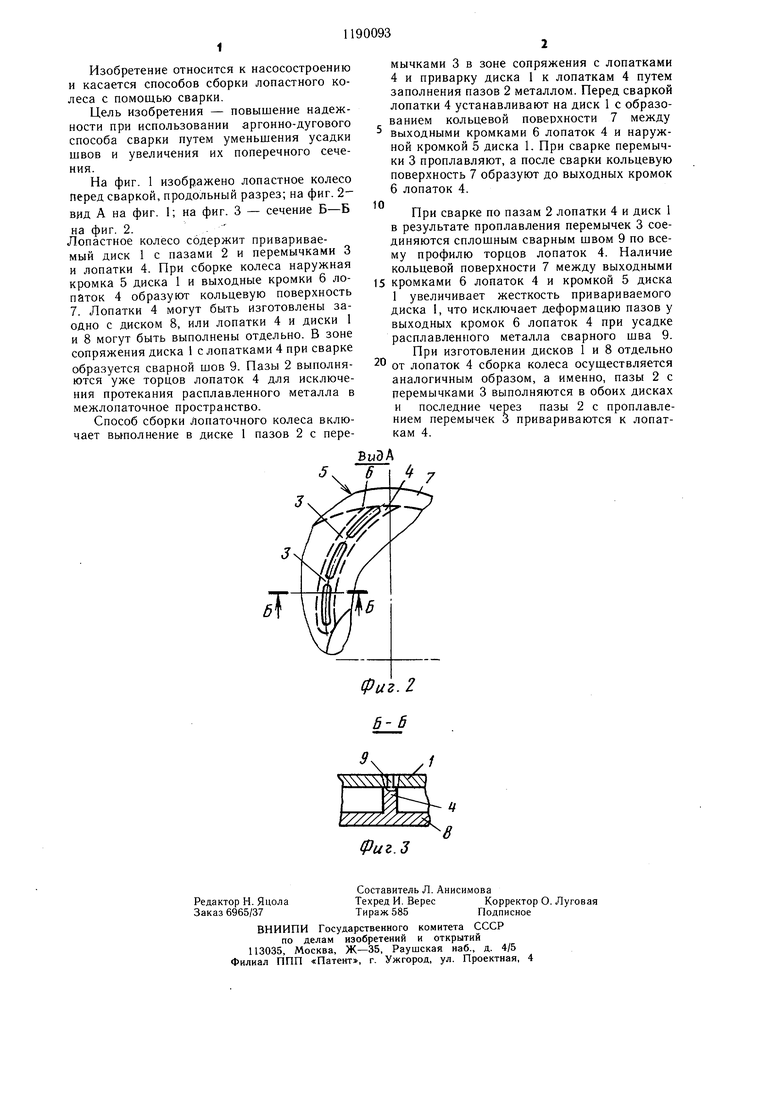
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| Способ изготовления ротора | 1989 |
|
SU1685498A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2276635C1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ (ВАРИАНТЫ) ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СОПЛОВОЙ ЛОПАТКИ | 2008 |
|
RU2478798C2 |
| Способ изготовления неразъемного рабочего колеса турбины | 1989 |
|
SU1819202A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ КОЛЕС ЦЕНТРОБЕЖНЫХ МАШИН | 2004 |
|
RU2270935C2 |
| Сварное рабочее колесо двустороннего входа для центробежного насоса | 2023 |
|
RU2831740C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО НАСОСА | 2004 |
|
RU2274509C2 |
СПОСОБ СБОРКИ ЛОПАСТНОГО КОЛЕСА, включающий выполнение в диске пазов с перемычками в зоне сопряжения с лопатками и приварку диска к лопаткам путем заполнения пазов металлом, отличающийся тем, что, с целью повышения надежности при использовании аргонно-дуго вого способа сварки путем уменьшения усадки швов и увеличения их поперечного сечения, перед сваркой лопатки устанавливают на диск с образованием кольцевой поверхности между выходными кромками лопаток и наружной кромкой диска, при сварке перемычки проплавляют, а после сварки кольцевую поверхность обрезают до выходных кромок лопаток. € (Л со 00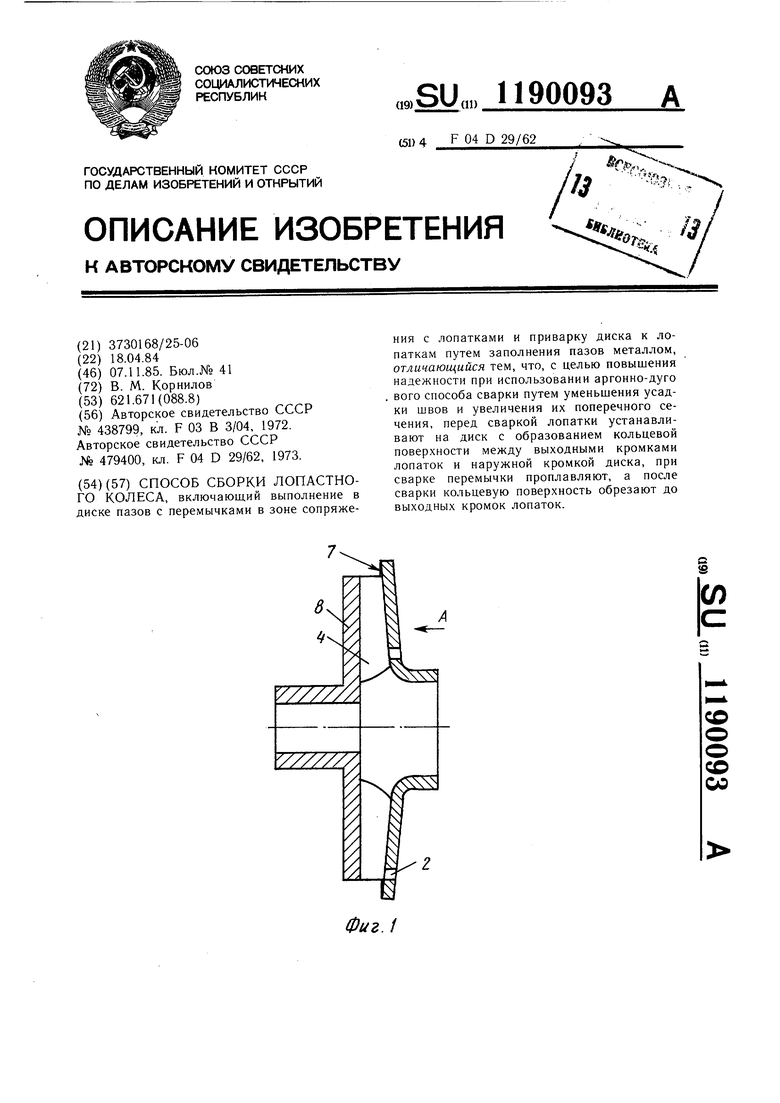
| Рабочее колесо гидромашины | 1972 |
|
SU438799A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ сборки рабочего колеса центробежной турбомашины | 1973 |
|
SU479400A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
