Изобретение относится к сварке, в частности к способам сварки угловых соединений, главным образом, при изготовлении толстостенных конструкций коробчатого типа, и может быть использовано в тяжелой, энергетической и других отраслях машиностроения.
Цель изобретения - повышение точности изготовления конструкции путем снижения сварочных деформаций.
На чертеже представлен сварной коробчатый корпус с угловыми соединениями, сечение.
При изготовлении сварного корпуса необходимо обеспечить высокую точность размера А, при значительно меньшей точности размера В. Сопряжение свариваемых деталей в этом случае выполняют по двум участкам 1 и 2, расположенным во взаимно перпендикулярных плоскостях, при этом участок меньшей протяженности располагают в плоскости, перпендикулярной контролируемому размеру. Соотношение длин сопрягаемых участков, а следовательно, и глубин разделок зависит от соотношения точностей размеров, изменение которых определяется величиной поперечной усадки при заварке данной разделки.
Сварку соединения начинают с разделки меньшей соответствуюшей участку 1, толщины, при этом после каждого прохода контролируют размер А, При уменьшении
в результате поперечной усадки размера А на величину, соответствующую 0,9 допустимой, переходят к сварке разделки большей толщины, соответствующей участку 2. При этом в результате увеличения жесткости стыка в результате частичного заполнения участка 1 деформация конструкции при заварке участка 2 будет минимальной. После полной заварки участка 2 производят окончательную заварку участка 1.
Пример. При изготовлении сварного корпуса превентора необходимо обеспечить размеры: А в пределах ±0,4 мм; В в пределах ± 1 мм. Сварка ручная, дуговая. Толщину шва I (размер С), как определяющую
5 деформации размера А, выбрали в 5 раз меньшую, чем толщину щва II (размер Ф). Сварку производили в следующей последовательности. Сначала выполнили несколько проходов шва I, измеряя величину А после каждого прохода. После того, как
0 размер А уменьшился на 0,35 мм, перешли к сварке шва II до полной заварки. Уменьшение размера А относительно первоначального, после сварки II составило 0,28 мм. Последующая заварка оставшейся части
5 шва II не привела к изменению размера А, вследствие большой жесткости сечения.
Использование предлагаемого способа сварки обеспечивает высокую точность контролируемых размеров, что позволяет отказаться от последующей механической обработки или значительно упростить последнюю.: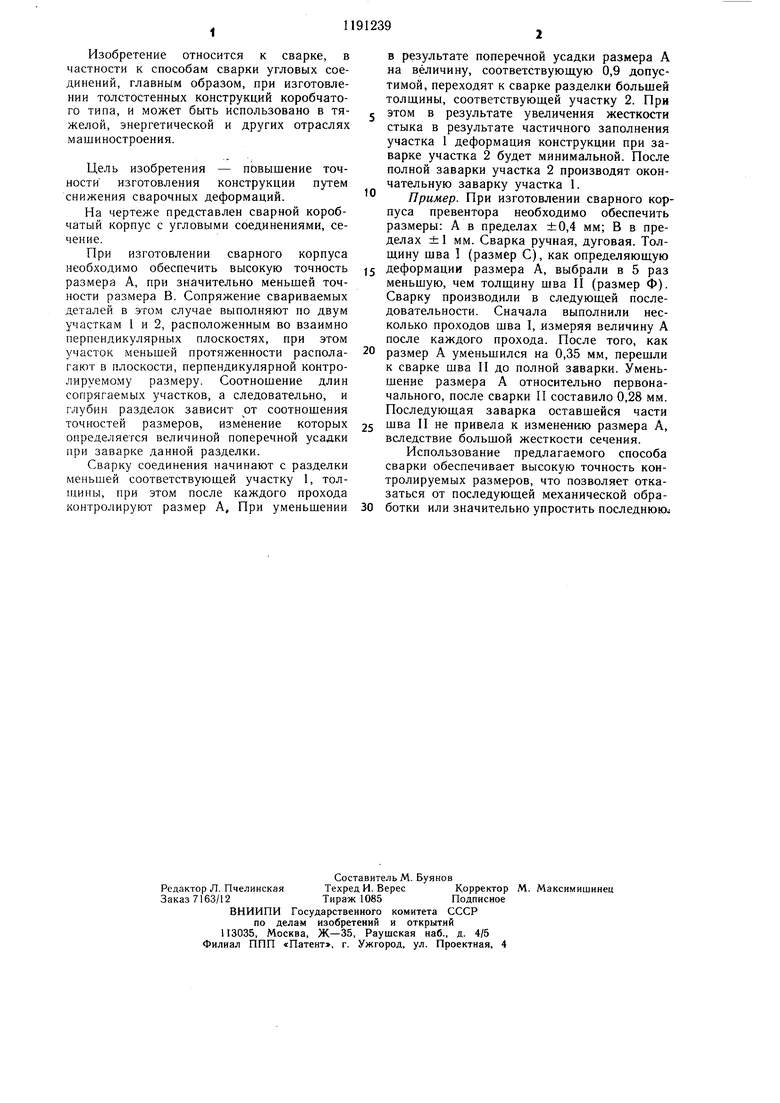
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ РЕМОНТА МЕХАНИЗИРОВАННОЙ СВАРКОЙ ЧУГУННЫХ ДЕТАЛЕЙ С ТРЕЩИНАМИ | 2009 |
|
RU2400343C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ многопроходной сварки | 1976 |
|
SU740429A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ многослойной дуговой сварки кольцевых стыков | 1988 |
|
SU1606293A1 |
СПОСОБ СВАРКИ УГЛОВЫХ СОЕДИНЕНИЙ, при котором свариваемые детали сопрягают между собой, производят двустороннюю разделку кромок и сварку, отличающийся тем, что, с целью повышения точности изготовления сварной конструкции путем снижения сварочных деформаций, сопряжение деталей между собой производят по двум участкам, расположенным во взаимно перпендикулярных плоскостях, при этом длину сопрягае.мого участка, расположенного в одной из плоскостей, выполняют большей, чем длина сопрягаемого участка, расположенного в другой плоскости, разделку кромок выполняют на глубину, соответствуюш.ую длине каждого сопрягаемого участка, производят сварку разделки кромок меньшей глубины до получения величины сварочных деформаций равной 0,9 допустимой, затем сварку разделки большей глубины, после чего заканчивают сварку разделки меньшей глубины. (Л to
| Сварка, пайка и термическая резка металлов: Сборник, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
