1
Изобретение относится к абразивной обработке деталей.
Цель изобретения - повышение производительности путем обеспечения подачи рабочей среды и деталей с большой скоростью навстречу друг другу..
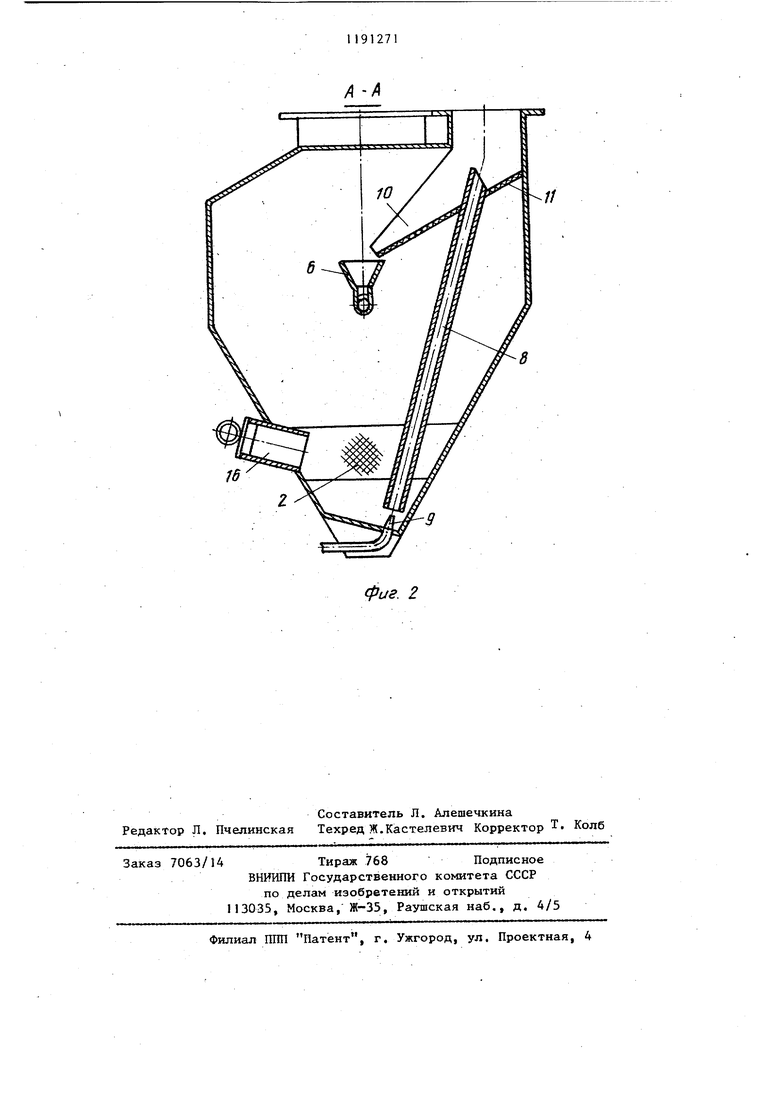
На фиг. 1 представлено устройство общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Предложенное устройство содержит рабочую камеру 1, разделенную ситом 2 на два отсека, и рабочие сопла 3 с выходным каналом 4 и смесительной камерой 5. Смесительная камера 5 соп ла 3 для разгона и подачи .обрабаты- ваемых деталей снабжена воронкой J и посредством загрузочного устройства связана с нижней частью отсека, рас.положенного перед ситом 2, а смеси- тельная камера 5 сопла 3 для разгона и подачи рабочей среды посредством патрубка 7 связана. ,с нижней частью отсека, расположенного за ситом 2. Загрузочное устройство содер- жит канал 8, с одной стороны которого расположен насадок 9, а с другой - 10, снабженньш сеткой 11 е5кду желобом 10 и воронкой 6 установлен лоток 12 с заслонкой 13. Кро ме того, рабочая камера I снабжена патрубком 14, переливным порогом 15 и люками 16 и 17,
Устройство работает следующим образом.
Обрабатываемые детали и обрабатывающую среду вводят в рабочую камеру до уровня высоты переливного порога 15 соответственно через люки 16 и 17 в отсеки, расположенные перед и за, ситом 2.
В качестве обрабатывающей среды может быть использована вода с различными присадками, например антикоррозийными. Газ, например воздух, подают под давлением к соплам 3, из которых он истекает в виде струй с эысокой скоростью. Эти струи инжектируют соответственно обрабатываемые детали и обрабатьшающую среду, формируют из них потоки, разгоняя до требуемых скоростей. Отработанный газ через патрубок 14 выходит из рабочей камеры 1. Сформированные и разогнанные до эффективных скоростей взаимодействия потоки по выходным
7 12
каналам 4 направляют под некоторым углом навстречу друг другу в зону их взаимодействия, расположенную между
соплами 3.
Детали, воТщя во взаимодействие с встречным потоком рабочей среды, подвергаются всесторонней эффективной обработке с относительной скоростью, равной сумме скоростей встречных потоков - участок а - Ь траектории движения обрабатываемой детали. Как только скорость детали снижается настолько, что ее движение навстречу потоку обрабатывающей среды становится невозможньтм (точка Ь траектории ), она изменяет направление движения на противоположное участок Ь- с траектории, либо падает на сито 2. В первом случае обработка продолл ается с относительной скоростью, равной разности скоростей попутных потоков. Когда скорость обрабатьшающей среды недостаточна для удержания детали в потоке, она выпадает из него в поток обрабатываемых деталей, участок с -о траектории, либо падает на сито 2. В первом случае цикл обработки повторяется.
Потерявшая скорость обрабатывающая среда и выпавшие из потока детали попадают на наклонную поверхность сита 2, Сито 2 пропускает обрабатывающую -среду в расположенный за ним отсек, а детали направляют в заполненную жидкостью нижнюю часть другого отсека, где установлены насадок 9 и канал 8. Струя газа, истекая под давлением из насадка 9 эжектирует детали и жидкость в канал 8, по которому они поступают на снабженный сеткой 11 желоб 10.-Сетка 11 желоба 10, установленная под наклоном, пропускает жидкость обратно к насадку 9, а детали попадают через воронку 6 в смесительнуюкамеру 5 сопла 3 для разгона и подачи обрабатываемых деталей. Б зависимости от требуемого качества обрабатываемой поверхности цикл обработки повторяют несколько раз. После завершения обработки поворачивают заслонку 13 в закрытое положение, обеспечивающее перекрытие смесительной камеры 5 сопла 3 и доступ обработанных деталей в лоток 12,
фиг. 2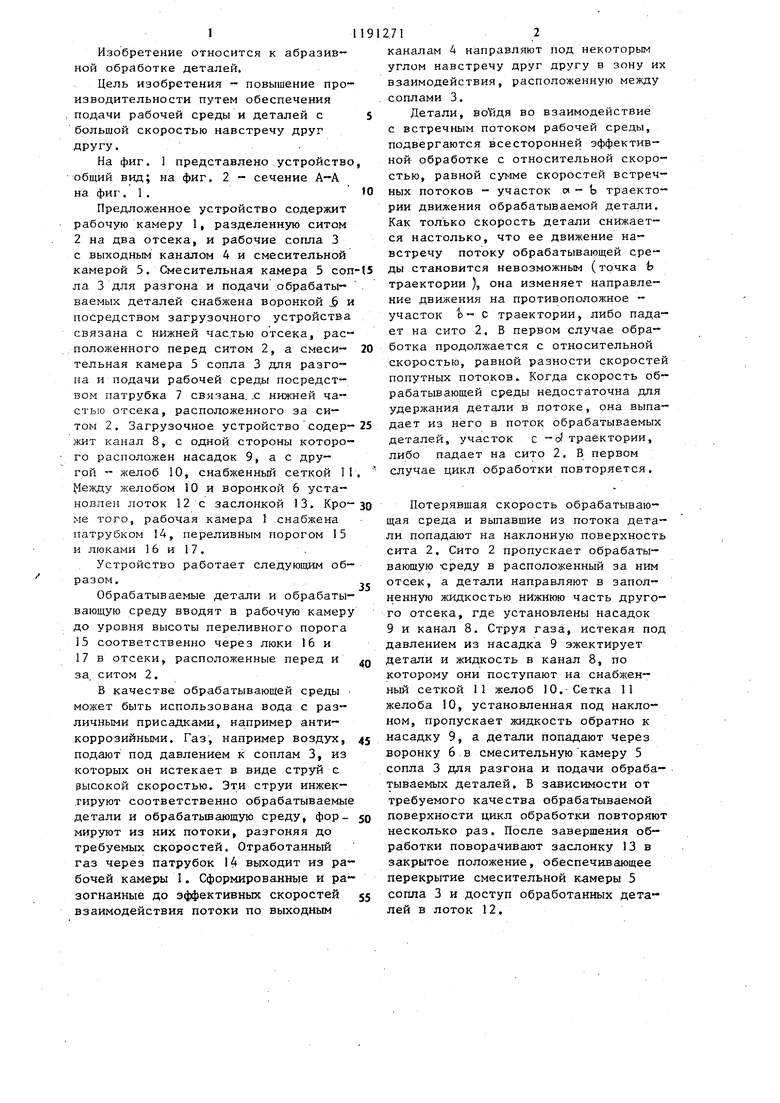
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки внутренних цилиндрических поверхностей | 1980 |
|
SU887143A1 |
| СПОСОБ ОСВЕТЛЕНИЯ ПРОМЫШЛЕННЫХ ВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057075C1 |
| Установка для абразивной обработки изделий | 1986 |
|
SU1404310A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| ГИДРОДИНАМИЧЕСКАЯ УСТАНОВКА | 1996 |
|
RU2109573C1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| Флотационная машина | 1990 |
|
SU1738366A1 |
| Установка для струйно-абразивной обработки ленточных изделий | 1990 |
|
SU1798142A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД, УСТРОЙСТВО ДЛЯ АЭРАЦИИ СТОЧНОЙ ВОДЫ | 1992 |
|
RU2126366C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее рабочую камеру с соплом, предназначенным для подачи рабочей среды на деталь, отличающееся тем, что, с целью повышения производительности, оно снабжено дополнительнь1м соплом, предназначенным для подачи обрабатываемых деталей и расположенным оппозитно соплу для подачи рабочей ере ДЫ., 3 ю 
| Устройство для дробеструйнойОбРАбОТКи дЕТАлЕй | 1979 |
|
SU848329A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
