Изобретение относится к литейному производству, а именно к оснастке литейных цехов, в частности к опокам.
Цель изобретения - расширение технологических возможностей.
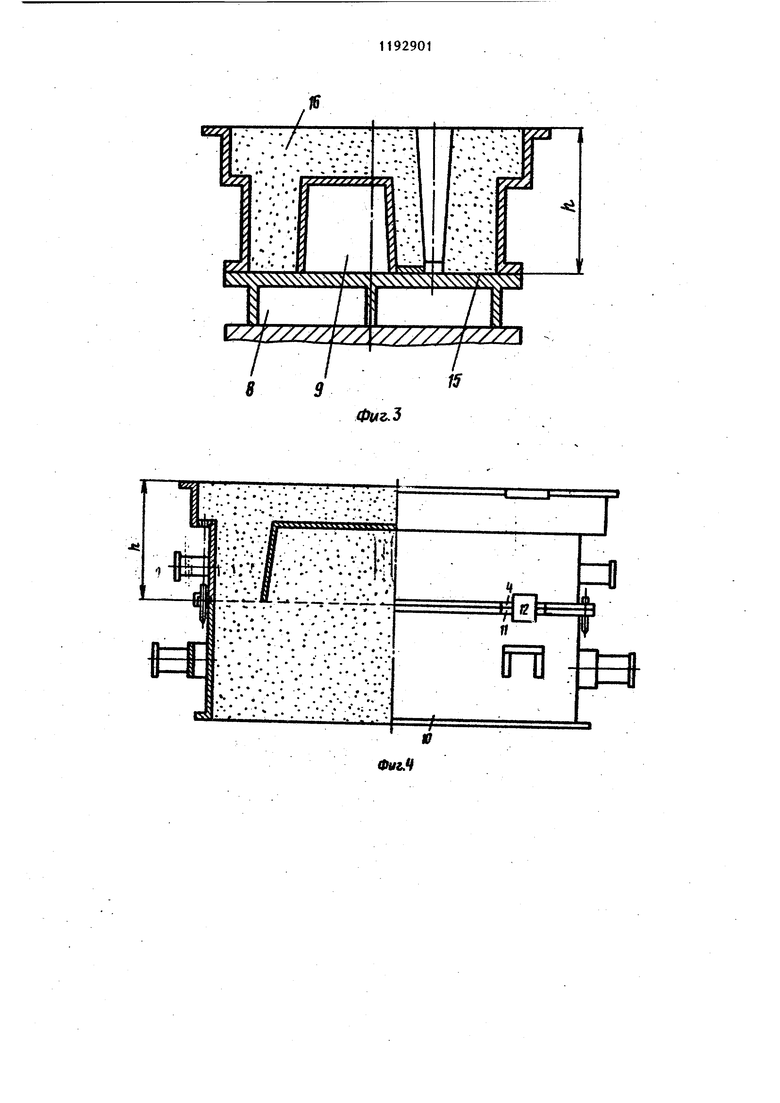
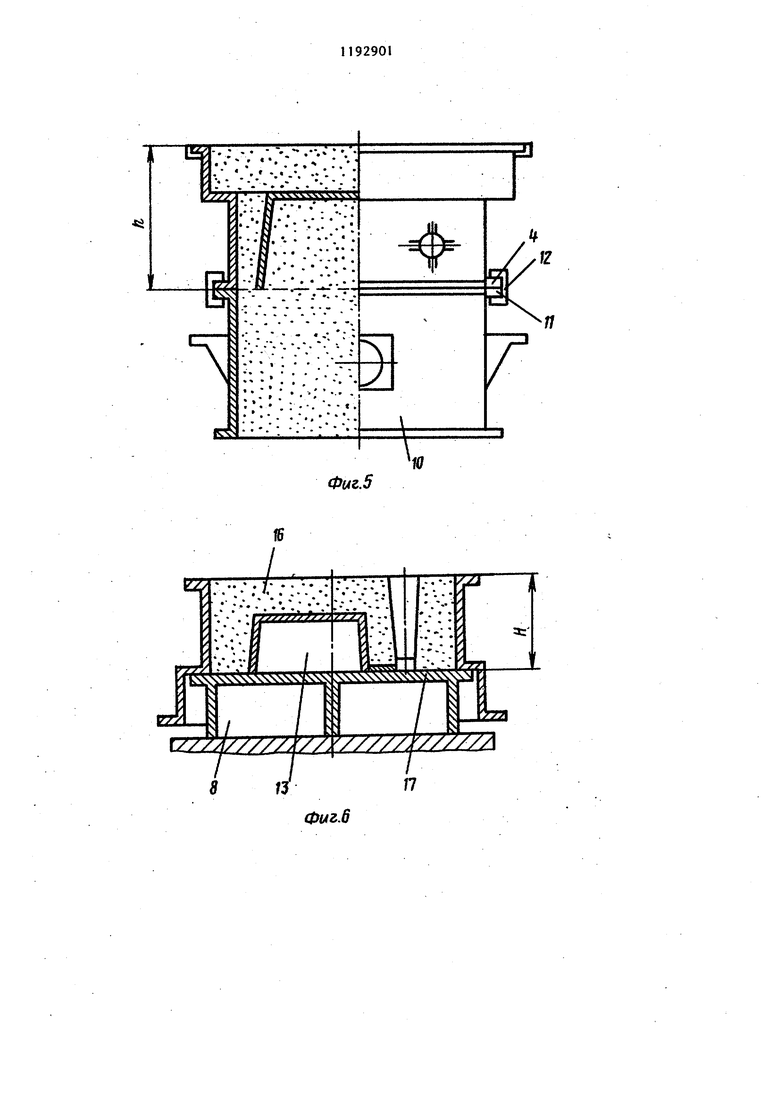
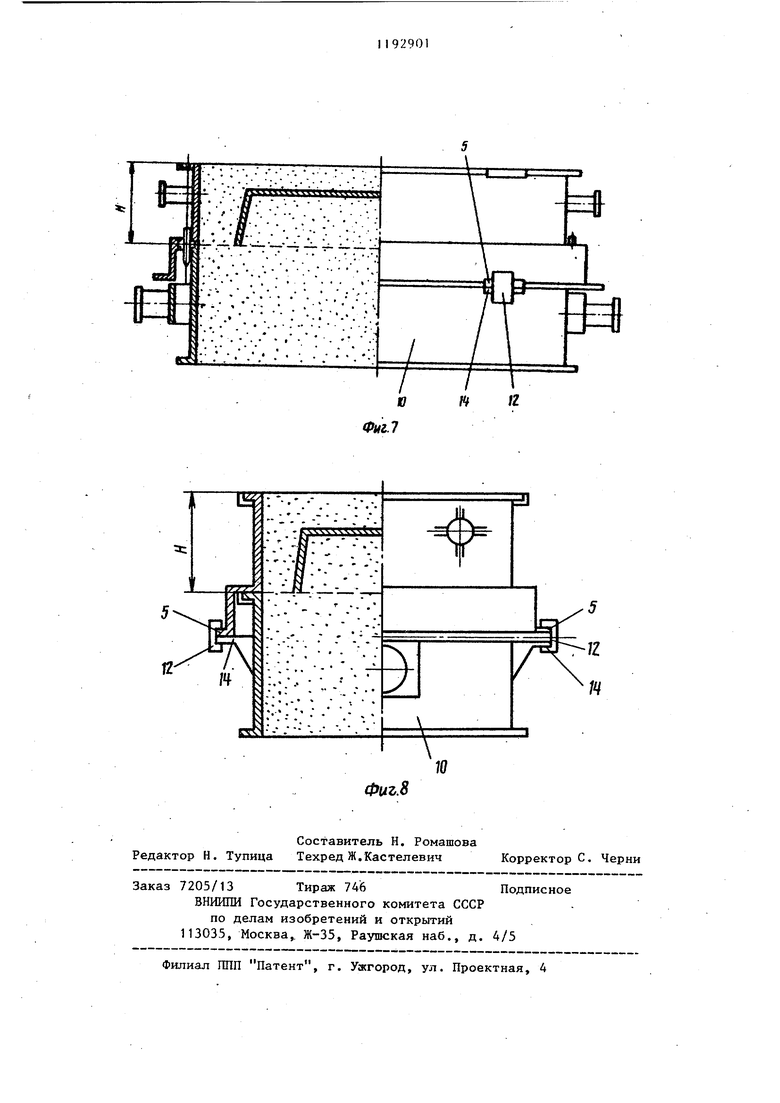
На фиг. 1 представлена предлагаемая опока, вид спереди на фиг. 2 - то же, вид сбоку; на фиг. 3 - изготовленная полуформа высотой ti , установленная на модельной плите; на фиг 4 - форма в сборе с верхней полуформой высотой t) , вид спередиJ на фиг. 5 то же, вид сбоку; на фиг. 6 - изготовленная полуформа высотой Н, установленная на модельной плите; на фиг. 7 - форма в сборе с верхней полуформой высотой Н, вид спереди; на фиг. 8 - то же, вид .сбоку.
Опока содержит корпус 1, цапфы 2 центрируюнще втулки 3, платики 4 и 5, дополнительные центрирующие втулки 6 и ступень 7.
Опока рассчитана на получение в ней полуфррм высотбй Ь и Н. Если использовать модельную плиту 8, модели 9, дополнительную опоку 10, плтики 11, скобу 12, дополнительные модели 13 и платики 14, то изготовление форм по предлагаемому предложению осуществляется следующим образом.
При изготовлении номенклатуры литых заготовок, высота которых требует их размещения в полуформе высотой 1i опоку ладом 15 устанав29012
ливают на модельную плиту 8 с закреп ленными на последней моделями 9 и набивают формовочной смесью 16. Готовую полуформу снимают с модельной 5 плиты 8 и соединяют с полуформой, изготовленной в опоке 10. Далее / полуформы скрепляют посредством платиков 4 и 11 и скоб 12.
При изготовлении номенклатуры ли-, тых заготовок, высота которых достаточна для размещения их в полуформе высотой Н, опоку ладом 17 устанавливают на подмодельную плиту 8 с закрепленными на последней моделями 13 и набивают формовочной смесью 16. Готовую полуформу снимают с модельной ПЛИТЫ и соединяют с полуформой, изготовленной в опоке 10. Далее полуформы скрепляют посредством платиков 5 и 14 и скоб 12.
Предлагаемая опока функционирует как опока верха. Но она также может быть использована как опока низа.
Наличие ступени в корпусе позволяет изготавливать в предлагаемой опоке разные по высоте полуформы. В то же время значительно упрощается процесс подготовки опоки к формовке в момент ее переналадки на изготовление номенклатуры отливок другого типоразмера, так как для этого достаточно зацепить опоку грузоподъемным механизмом за цапфы и перекантовать на вокруг больщой оси.
Значительно повьппается надежность при эксплуатации оПоки, обусловленная простотой ее конструкции.
7
17
1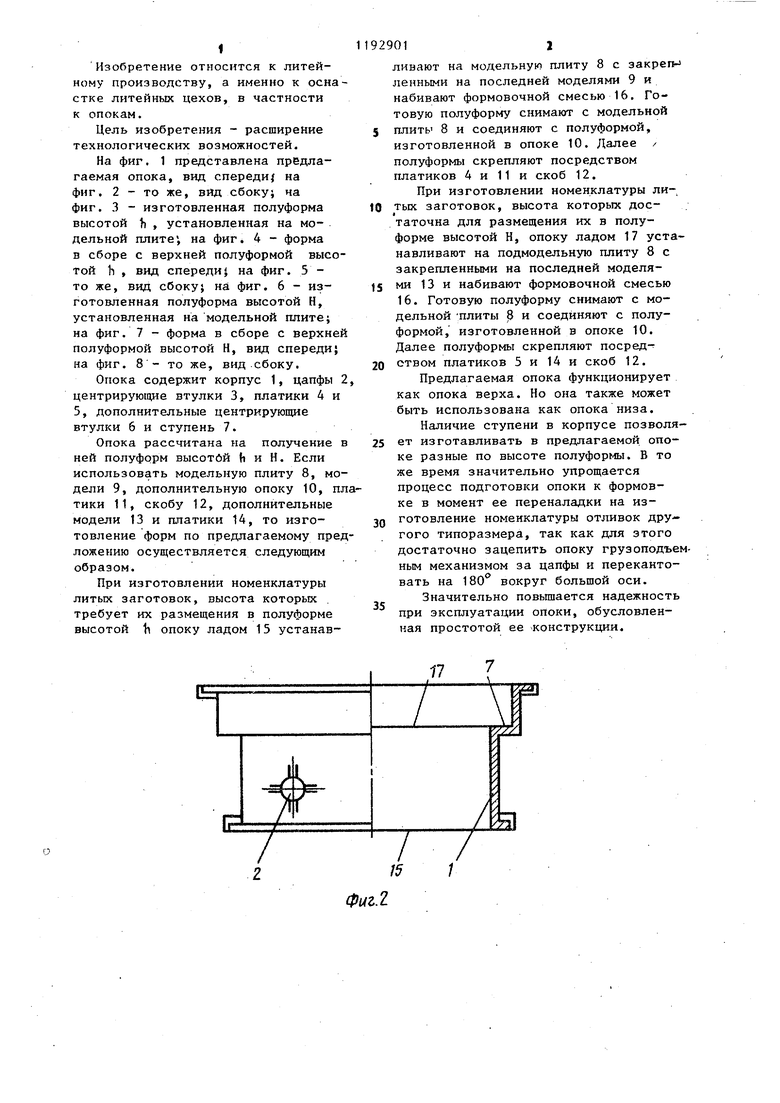
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Модельная оснастка | 1986 |
|
SU1416258A1 |
| Литейная форма, преимущественно для изготовления корпусной арматуры | 1988 |
|
SU1652025A1 |
| Оснастка для изготовления литейных форм методом вакуумной формовки | 1985 |
|
SU1276427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1310096A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ РАЗЪЕМНЫХ ФОРМ | 1994 |
|
RU2080205C1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |
ОПОКА, содержащая корпус ц центрирующие втулки, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена дополнительными центрирующими втулками, установленными на ступени, выполненной в корпусе. i СП ;О ГО ;о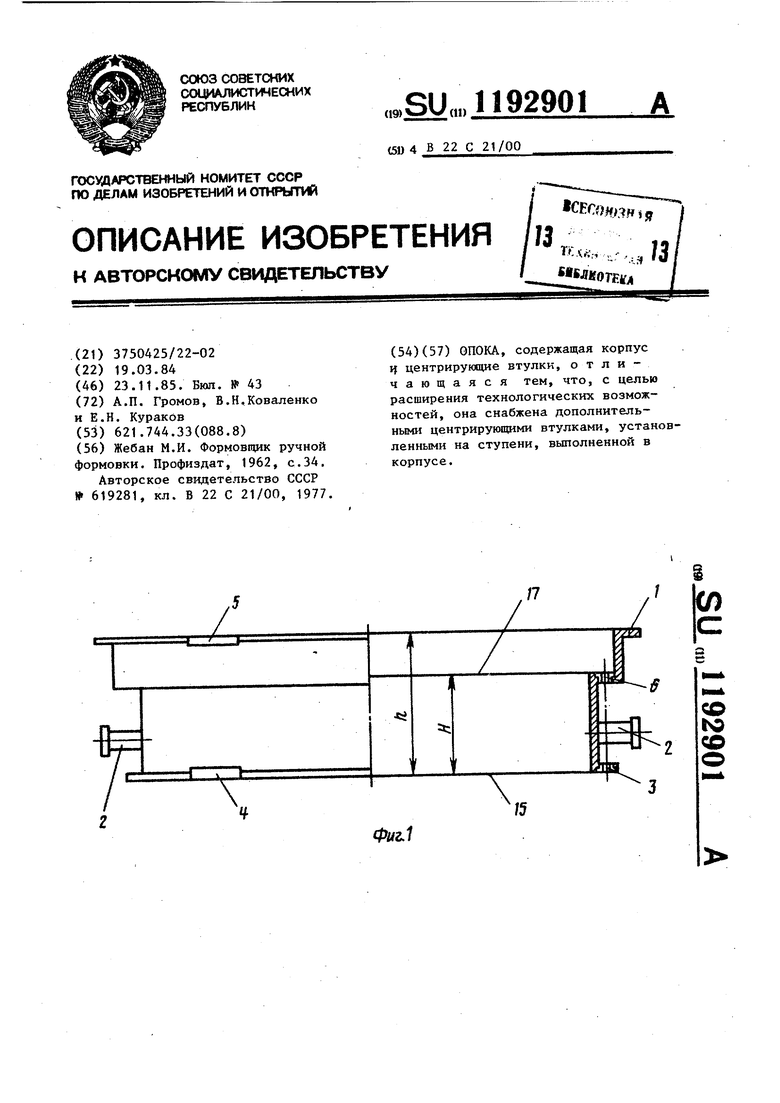
яшявяЛл
т
г/
Фиг.г im &m
-,,- ., -.«-. . . .-- . -.
Фиг.5
Ю
| Жебан М.И | |||
| Формовщик ручной формовки | |||
| Профиздат, 1962, с.34, Авторское свидетельство СССР 619281, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
