ю
Од
(
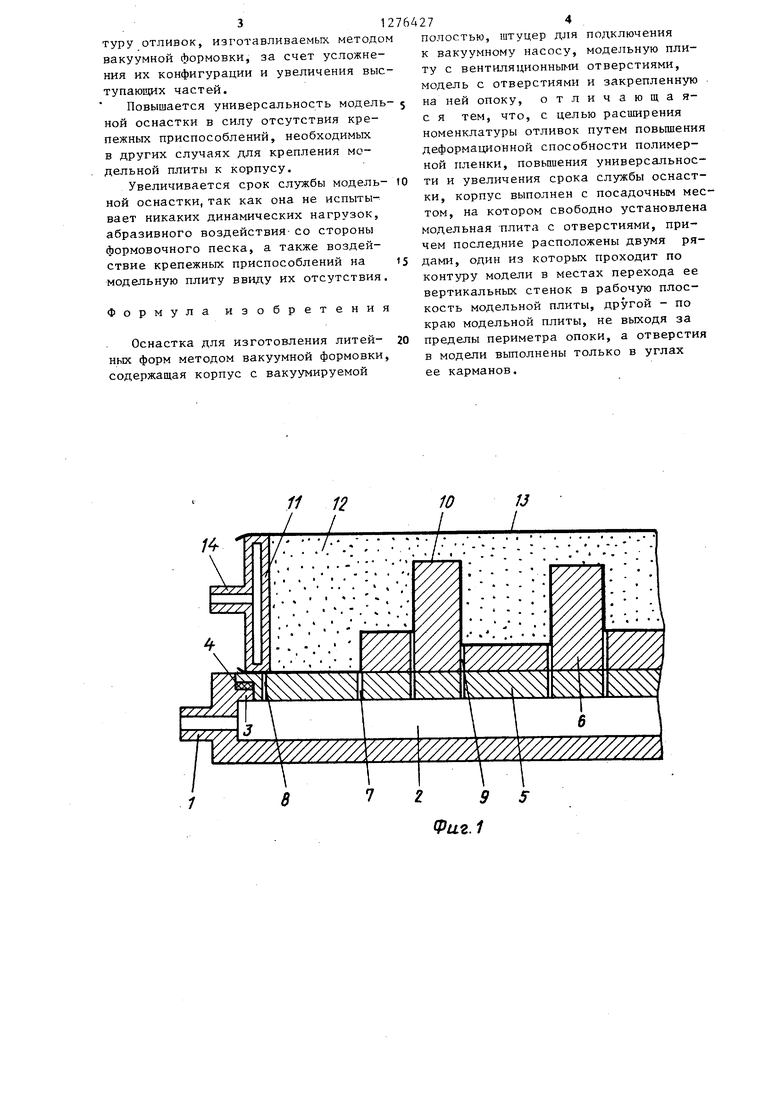
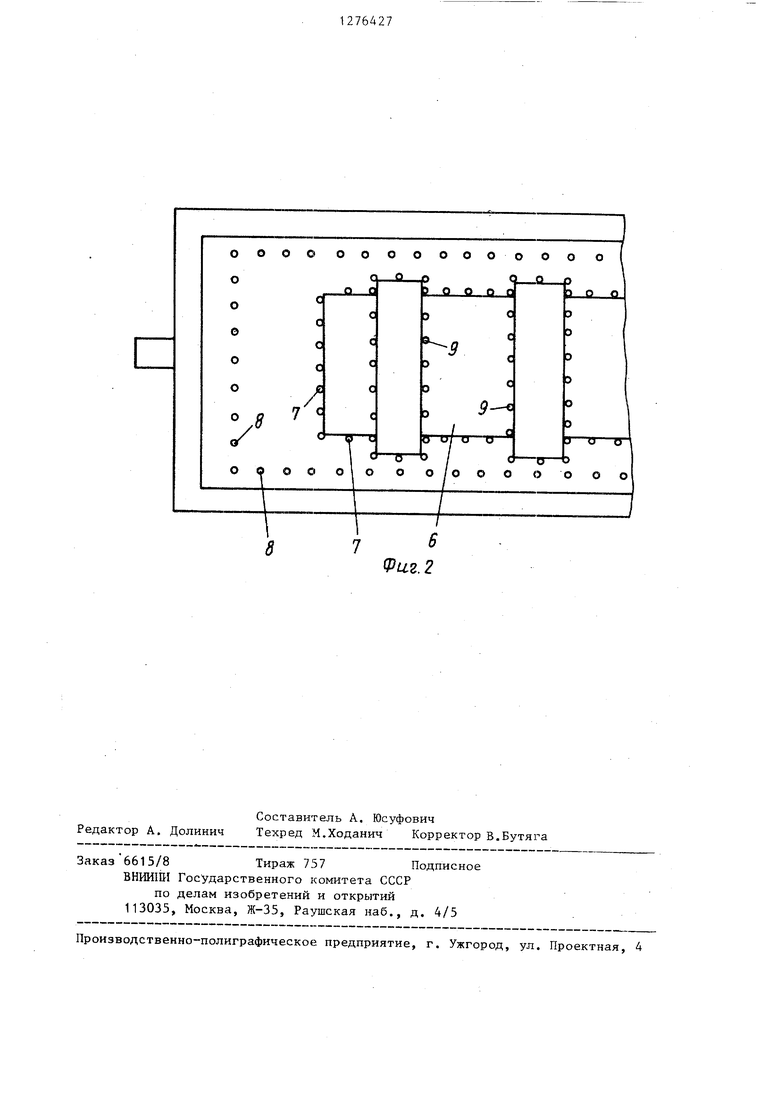
Изобретение относится к литейному производству, в частности к устройст ву оснастки для изготовления литейны форм методом вакуум}1ой формовки. Цель изобретения - расширение номенклатуры отливок путем повышения деформационной способности полимерной пленки, повышение универсальнос ти оснастки и увеличение срока служ На фиг.1 изображена оснастка для вакуумной формовки, разрезi на фиг, то же, вид сверху. Оснастка содержит корпус 1 с вакуумируемой полостью 2, в котором в полнено посадочное место 3. В посад ном месте расположена герметизирующая прокладка 4, на которую свободн устанавливается модельная плита 5 с закрепленной на ней моделью 6. В модельной плите выполнены два ряда вентиляционных отверстий (фиг.2). Первый ряд отверстий 7 размеш,ен по контуру модели в местах перехода ее вертикальных стенок в рабочую плоскость модельной плиты, а второй ряд отверстий 8 расположен по краю модельной плиты. В модели 6 вентиляционные отверстия 9 выполнены в угла карманов. Формовку с применением предложенной модельной оснастки осуществляют следующим образом. С помощью специального устройства (не показано) нагревают полимерную пленку 10 опускают на модельную плиту с м.оделью и сообщают полость 2 с вакуумным насосом. Через два ряда вентиляционных отверстий в модельной плите и вентиляционные отверстия в модели воздух отсасывается из-под полимерной пленки и последняя плотно облегает поверхность модельной плиты 5 и модели 6. Затем на модельную пли ту устанавливают опоку специальной конструкции 11, соединенную с помощью гибкого шланга с вакуумным насосом (не показано) , В опоку засыпают огнеупорный формовочный песок 12 и после предварительного его уплотнения вибрацией контрлад опоки гермети зирутот полимерной пленкой 13, а полость опоки посредством штуцера 14 и гибкого шланга (не показано) сообщают с вакуумным-насосом. Под действием разности давлений снаружи и внутри опоки формовочный песок окончательно уплотняется, приобретая высокую плотность и прочность. Полость модельной плиты 2 отключают от источника вакуума и соединяют с атмосферой, а готовую полуформу снимают с модельной плиты. При -наложении разогретой полимерной пленки на модельную плиту с указанным размещением на ней и модели вентиляционных отверстий увеличивается деформационная способность пленки за счет увеличения ее участков на вытяжку. При данном размещении вентиляционных отверстий увеличивается деформационная способность полимерной пленки в силу ее проскальзывания по свободной поверхности модельной плиты и модели, что способствует оформлению пленкой моделей более сложной конфигурации и с более глубокими карманами. Последнее позволяет расширить номенклатуру отливок, изготавливаемых методом вакуумной формовки. При отключении вакуумируемой.полости 2 модельной плиты от источника вакуума и соединении ее с атмосферой, в зазоре модельная плита - пленка по ладу опоки возникает воздушная прослойка, которая позволяет снять готовую полуформу с модельной плиты без дополнительных усилий на отрыв готовой полуформы от последней. При этом модельная плита с моделью под действием собственного веса остается в посадочном месте корпуса 1. Для замены одной модели на другую достаточно из посадочного места корпуса убрать предьщущую модельную плиту с закрепленной на ней моделью, а на ее место поставить новую, причем крепить последнюю не обязательно, что повышает универсальность данной модельной оснастки. Необходимость крепления модельной плиты к корпусу даже при вибрации последнего отпадает в силу того, что Б момент оформления модельной плиты 5 с моделью 6 полимерной пленки 10 на первую действует перепад давлений, который достаточно надежно прижимает модельную плиту к корпусу 1 и не дает ей смещаться в любом возможном направлении. Таким образом, указанное располоение вентиляционных отверстий на модельной плите и модели позволяет увеличить деформационную способность полимерной пленки при оформлении ею одельной плиты с моделью,что в свою очередь позволяет расширить номенклатуру отливок, изготавливаемых, методом вакуумной формовки, за счет усложнения их конфигурации и увеличения выступающих частей.
Повышается универсальность модельной оснастки в силу отсутствия крепежных приспособлений, необходимых в других случаях для крепления модельной плиты к корпусу.
Увеличивается срок службы модельной оснастки, так как она не испытывает никаких динамических нагрузок, абразивного воздействия- со стороны формовочного песка, а также воздействие крепежных приспособлений на модельную плиту ввиду их отсутствия.
Формула изобретения
Оснастка для изготовления литейных форм методом вакуумной формовки, содержащая корпус с вакуумируемой
полостью, штуцер для подключения к вакуумному насосу, модельную плиту с вентиляционными отверстиями, модель с отверстиями и закрепленную на ней опоку, отличающаяс я тем, что, с целью расширения номенклатуры отливок путем повьщгения деформационной способности полимерной пленки, повьпиения универсальности и увеличения срока службы оснастки, корпус выполнен с посадочным местом, на котором свободно установлена модельная плита с отверстиями, причем последние расположены двумя рядами, один из которых проходит по контуру модели в местах перехода ее вертикальных стенок в рабочую плоскость модельной плиты, другой - по краю модельной плиты, не выходя за пределы периметра опоки, а отверстия в модели выполнены только в углах ее карманов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1981 |
|
SU996062A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
Предложена оснастка для изготовления литейных форм методом вакуумной формовки. Цель изобретения - расширение номенклатуры отливок путем повышения деформационной способности полимерной пленки, повышение универсальности и увеличение срока службы оснастки. Оснастка содержит корпус с вакуумируемой полостью, модельную плиту с отверстиями, свободно установленную в посадочное место корпуса, причем отверстия вьшолнены в виде двух рядов одного - по контуру модели в местах перехода ее вертикальных стенок в плоскость модельной плиты, другого - по краю модельной плиты в пределах периметра опоки, а отверстия в модели выполнены только в углах карманов. Применение оснастки позволяет увеличить деформационную способ(О ность пленки и, как следствие, расшисл рить номенклатуру отливок за счет усложнения их конфигураций и увеличения выступающих частей. 2 ил.
1±
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Устройство для дегазации жидкости | 1979 |
|
SU860808A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
