со to
со
1
Изобретение относится к станкостроению и может быть использовано в агрегатных станках и автоматических линиях для контроля наличия обрабатываемых отверстий и целостности обрабатывающего инструмента.
Целью изобретения является расширение технблогичрских возможностей устройства путем осуществления одновременного контроля радиальных, аксиальных и наклонных отверстий.
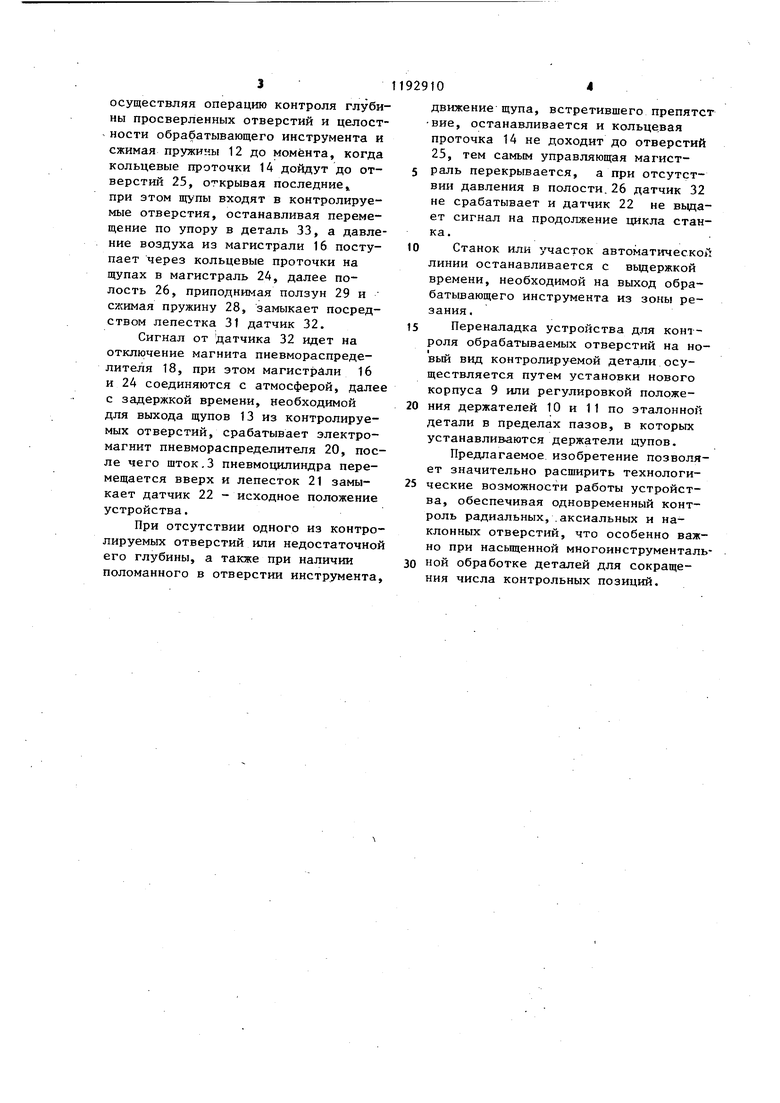
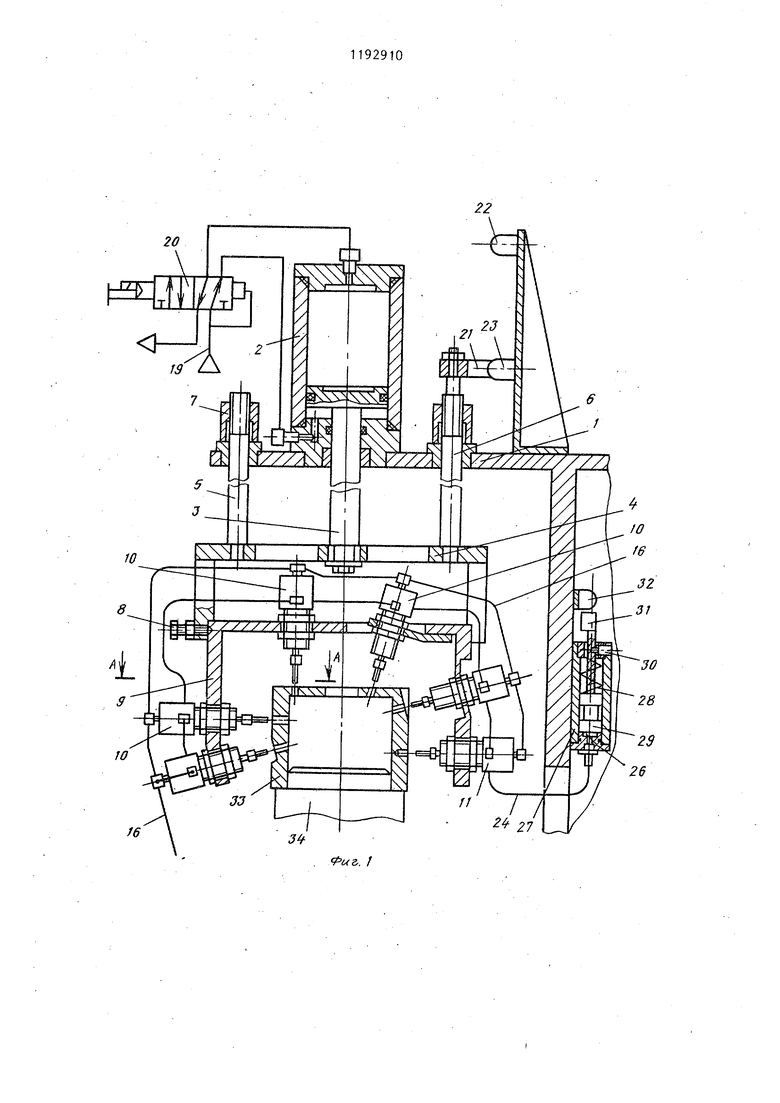
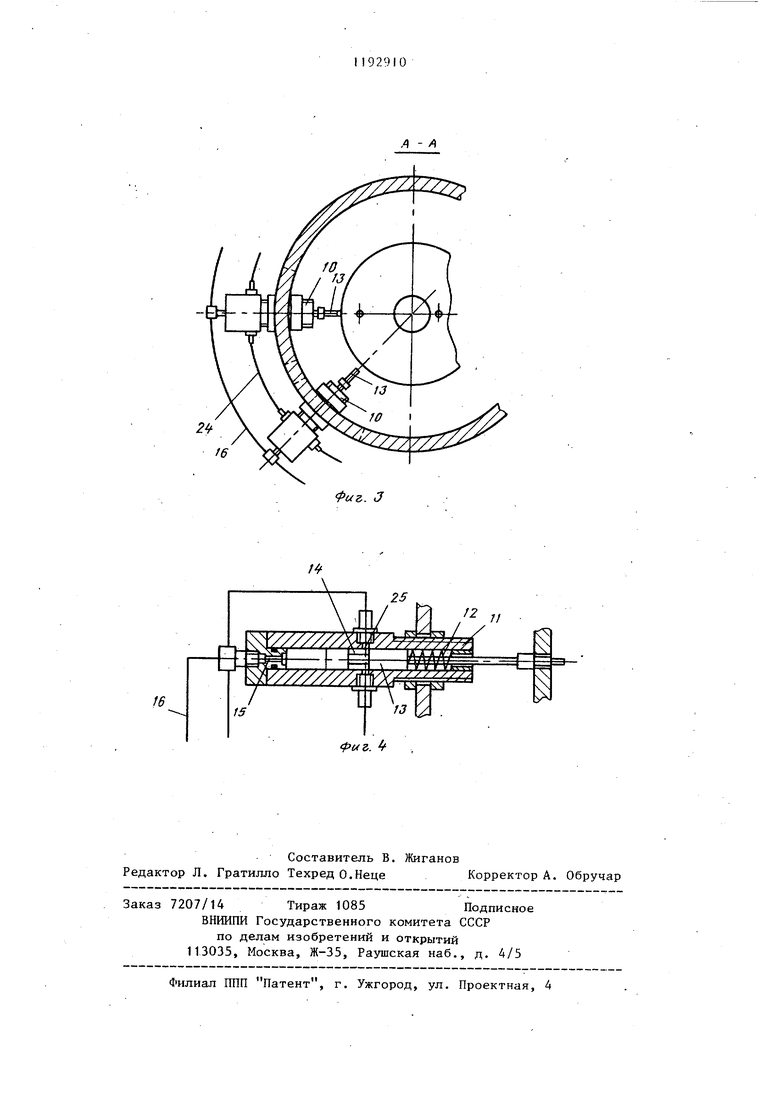
На фиг. 1 представлено устройство для контроля обрабатываемых отверстий; на фиг. 2 - принципиальная пневматическая схема работы устройства; на фиг. 3 - разрез А-А на фиг.1; на фиг. 4 - держатель щупа и щуп, входящий в контролируемое от.верстие заготовки.
Устройство для контроля обрабатываемых отверстий содержит кронштейн , 1 с жестко закрепленным на нем пневмоцилиндром 2, на штоке 3 которого смонтирована скоба 4, несущая запрессованные в верхней части направляющие скалки 5 и 6 с регулировочными гайками 7, а в нижней части с базированием по посадочному диаметру крепится с помощью винтов 8 корпус 9.
На верхней и боковой поверхностях корпуса 9 установлены с возможностью регулировки аксиальные, радиальные и наклонные держатели 10 и 11 щупов, образующие с подпружиненными пружинами 12, щупами 13, имеюдими кольцевые проточки 14 в виде управляющих полостей, золотниковые пневматические пары, причем подвод давления воздуха производится параллельно ко всем отверстиям 15 от пневмомагистрали 16 через дроссель 17 и пневмораспределитель 18.
Перемещение штока 3 с закрепленными на нем деталями устройства осуществляется подачей давления от пневмомагистрали 19 через двухпозиционньш распределитель 20, в крайних положениях лепесток 21, жестко связанный со скалкой 6, взаимодействует с датчиками 22 и 23, смонтированными с возможностью регулировки относител но кронштейна 1.
Управляющая магистраль 24 последовательно соединяет отверстия 25 держателей 10 и 11 щупов с бесштоковой полостью 26, заключенной между основанием 27 и нижней плоскостью
92910
подпружиненного пружиной 28 пневматического ползуна 29, зафиксированного от проворота винтом 30, ограничивающим одновременно и осевое перемещение ползуна с установленным-на нем лепестком 31, непосредственно взаимодействующим с датчиком 32.
Контролируемая деталь 33 устанавливается в зажимном устройстве 34
О поворотного стола.
Устройство работает следующим образом.
В исходном положении шток 3 с установленными на нем деталями и
5 при замкнутом датчике 22 находится вверху, штоковая полость пневмоцилиндра 2 соединена через распределитель 20 с давлением магистрали 19, в то же время напорная 16 и управляющая 24 пневмомагистрали соединены с атмосферой, а щупы 13, отжатые пружинами 12, находятся в крайних положениях, перекрывая отверстия 25 держателей 10 и 11, кроме того, пневматический ползун 29 под действием пружины 28 поджат в крайнее нижнее положение.
При подаче давления воздуха в бесщтоковую полость пневмоцилиндра
30 2 шток 3 перемещается вниз, увлекая жестко связанные с ним скобу 4, скалки 5 и 6, лепесток 21, корпус 9 с установленными на нем аксиальными, радиальными и наклонными держателяc ми 10 и 11 с щупами 13, подпружиненными пружинами 12, а в Зсонце хода, ограничиваемого регулировочными гайками 7, лепесток 21, жестко связанный со скалкой 6, замыкает датчик 23, который подает сигнал на включение электромагнита пневмораспределителя 18, соединяя напорную пневмомагистраль 16 с давлением воздуха. .
5 По пневмомагистрали 16 давление воздуха подается параллельно ко всем бесштоковьм полостям держателей 10 и 11 щупов через отверстия 15 и одновременно к отверстию 25 первого
Q среди последовательно присоединенных к магистрали 16 держателей 10 и 11 щупов, причем далее в управляющую магистраль 24 давление воздуха не поступает до тех пор, пока отверстие 25 остается перекрытым скользящей поверхностью щупа 13.
Под действием давления в пневмомагистрали 16 щупы 13 перемещаются.
осуществляя операцию контроля глубины просверленных отверстий и целостности обрабатывающего инструмента и сжимая пружины 12 до момента, когда кольцевые проточки 14 дойдут до отверстий 25, открывая последние при этом щупы входят в контролируемые отверстия, останавливая перемещение по упору в деталь 33, а давление воздуха из магистрали 16 поступает через кольцевые проточки на щупах в магистраль 24, далее полость 26, приподнимая ползун 29 и сжимая пружину 28, замыкает посредством лепестка 31 датчик 32.
Сигнал от датчика 32 идет на отключение магнита пневмораспределителя 18, при этом магистрали 16 и 24 соединяются с атмосферой, далее с задержкой времени, необходимой для выхода щупов 13 из контролируемых отверстий, срабатывает электромагнит пневмораспределителя 20, после чего шток,3 пневмоцилиндра перемещается вверх и лепесток 21 замыкает датчик 22 - исходное положение устройства.
При отсутствии одного из контролируемых отверстий или недостаточной его глубины, а также при наличии поломанного в отверстии инструмента
движение щупа, встретившего препятст вне, останавливается и кольцевая проточка 14 не доходит до отверстий 25, тем самым управляющая магистраль перекрывается, а при отсутствии давления в полости.26 датчик 32 не срабатывает и датчик 22 не вьщает сигнал на продолжение цикла станка.
Станок или участок автоматической линии останавливается с вьщержкой времени, необходимой на выход обрабатьдаающего инструмента из зоны резания.
Переналадка устройства для контроля обрабатываемых отверстий на новый вид контролируемой детали осуществляется путем установки нового корпуса 9 или регулировкой положения держателей 10 и 11 по эталонной детали в пределах пазов, в которых устанавливаются держатели цупов.
Предлагаемое изобретение позволяет значительно расширить технологические возможности работы устройства, обеспечивая одновременный контроль радиальных,.аксиальных и наклонных отверстий, что особенно важно при насыщенной многоинструментальной обработке деталей для сокращения числа контрольных позиций. Фиг,. /
f6
Фиг,. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| Стенд для контрольных испытаний пневматических отбойных молотков | 1987 |
|
SU1452978A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО КОНТРОЛЯ КРУПНОСТИ ЧАСТИЦ В ПОТОКЕ ПУЛЬПЫ | 2017 |
|
RU2654373C1 |
| Сверлильная головка | 1979 |
|
SU918063A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| Устройство для управления уравновешивающим подъемником | 1988 |
|
SU1569317A1 |
| Сверлильная головка | 1978 |
|
SU854604A2 |
| Раздвижное транспортное средство для перевозки длинномерных грузов | 1988 |
|
SU1685767A1 |
| Стенд для ресурсных испытаний пневмораспределителя | 1988 |
|
SU1647532A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОБРАБАТЫВАЕМЫХ ОТВЕРСТИЙ, содержащее контрольные щупы, установленные в держателях с,возможностью перемещег Й ния к обрабатываемой детали от силового цилиндра, и датчик, о т л и -. чающееся тем, что, с целью расширения технологических возможностей, щупы с держателями выполнены в виде золотниковых пневматических пар с бесштоковой и управляющей полостями, при этом бесштоковые полости подключены к питающей магистрали параллельно; а управляющие полости подключены последовательно между собой и датчиком.
| Устройство для контроля обрабатываемых отверстий | 1982 |
|
SU1065108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
