;о
4 ел 4i
2. Устройство для осуществления способа по П.1, содержащее стол для размещения стопы ферромагнитных листов, механизм отделения листа от стопы, имеющий привод и электромагниты, систему управления, связанную с блоком управления систему автоматического контроля поштучного отделения листов, отличающее ся тем, что система автоматического контроля выполнена в виде весового датчика, связывающего электромагниты с приводом, датчиков наличия листа, установленных у электромагнитов, блока И, реверсивного двоичного счетчика, таймера, регулятора напряжения, причем весовой датчик соединен с блоком управления и через реверсивный двоичный счетчик - с системой управления, электромагниты соединены регулятором напряжения с блоком управления реверсивным двоичным счетчиком и с таймером, датчики наличия листа соединены через блок И с таймепом и блоком управления.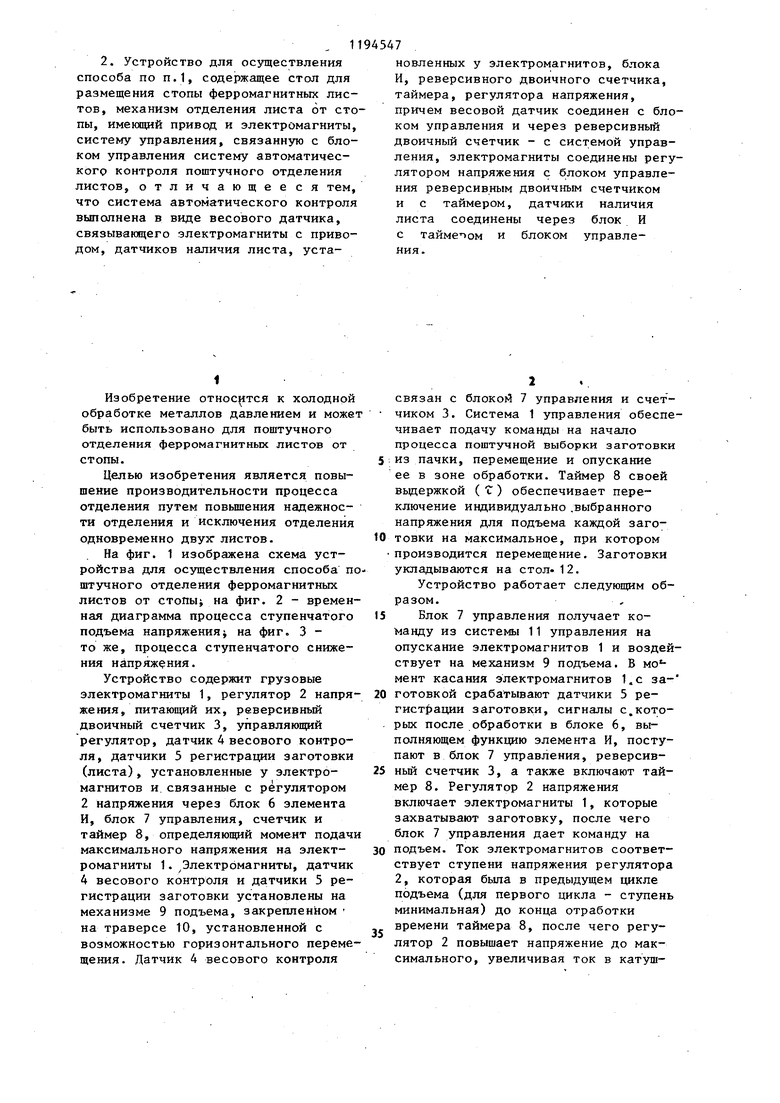
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи ферромагнитных плоских деталей | 1990 |
|
SU1764746A1 |
| Устройство для отделения листовых заготовок от стопы | 1975 |
|
SU561593A1 |
| Устройство для поштучного отделения листов от пакета | 1989 |
|
SU1720972A1 |
| ГАММА-ДЕФЕКТОСКОП | 1969 |
|
SU233988A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1982 |
|
SU1030921A1 |
| Устройство для разделения компонентов картофельного вороха | 1985 |
|
SU1358818A1 |
| Электромагнитный захват | 1982 |
|
SU1074800A1 |
| Устройство для отделения листовых заготовок от стопы | 1987 |
|
SU1426682A1 |
| Установка для обработки листового материала | 1990 |
|
SU1828778A1 |
1. Способ поштучного отделения ферромагнитных листов от стопы, при котором подают напряжение на электромагниты, отделяют лист от стопы, контролируют наличие и количество отделенных листов, отличающийся тем, что, с целью повьшения производительности процесса отделсния путем повывення надежности отделения и исключения отделения одновременно двух листов, предварительно устанавливают пелячину подаваемого на электромагниты напряжения путем определения веса отделяемого листа и ступенчатого напряжения до иск/-очения как отделения двух и более листо, так и отрьшд отделяемого листа от электромагнитов.
Изобретение относится к холодной обработке металлов давлением и может быть использовано для поштучного отделения ферромагнитных листов от стопы.
Целью изобретения является повышение производительности процесса отделения путем повьщгения надежности отделения и исключения отделения одновременно двузс листов.
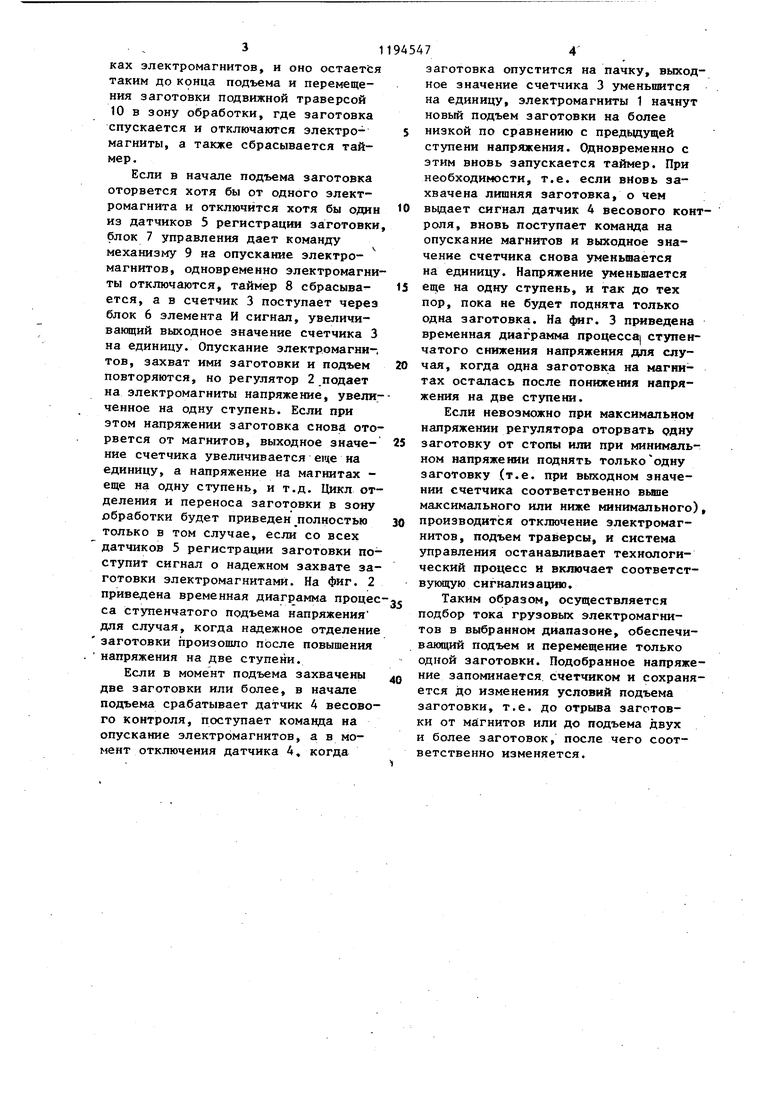
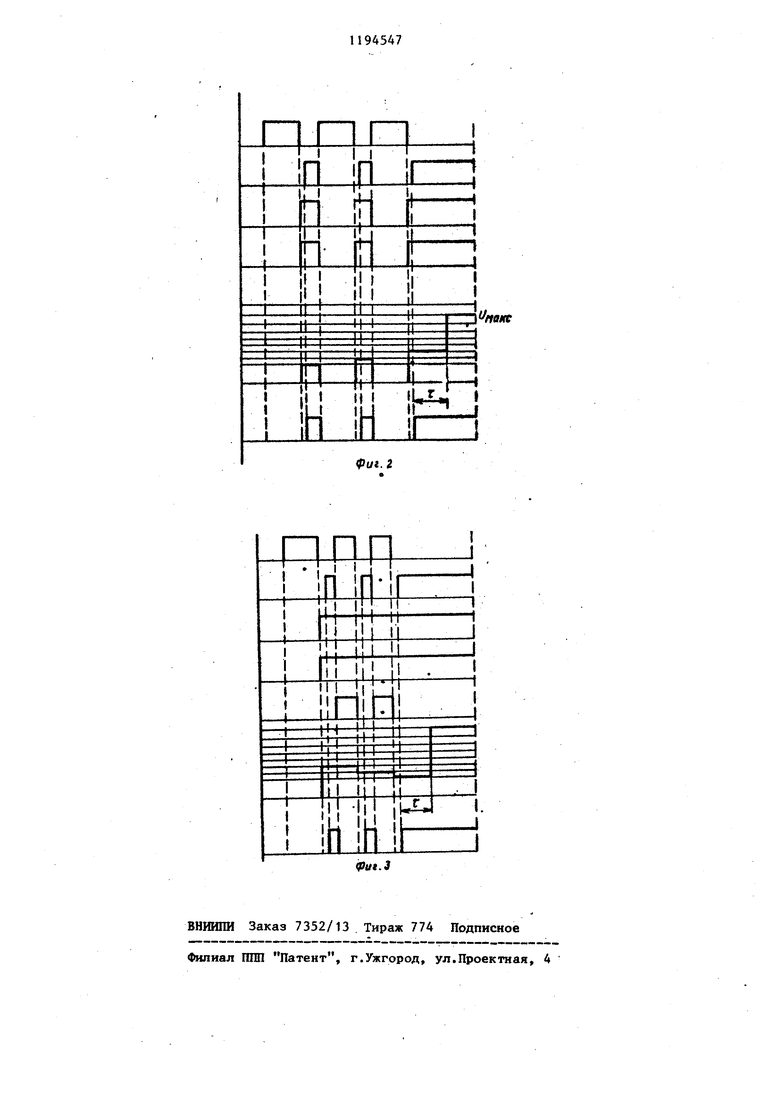
На фиг. 1 изображена схема устройства для осуществления способа поштучного отделения ферромагнитных листов от стопы; на фиг. 2 - временная диаграмма процесса ступенчатого подъема напряженияj на фиг. 3 то же, процесса ступенчатого снижения напряжения.
Устройство содержит грузовые электромагниты 1, регулятор 2 напряжения, питающий их, реверсивньй двоичный счетчик 3, управляющий регулятор, датчик 4 весового контроля, датчики 5 регистрации заготовки (листа), установленные у электромагнитов и связанные с регулятором 2 напряжения через блок 6 элемента И, блок 7 управления, счетчик и таймер 8, определяющий момент подачи максимального напряжения на электромагниты 1. Электромагниты, датчик 4 весового контроля и датчики 5 регистрации заготовки установлены на механизме 9 подъема, закрепленном на траверсе 10, установленной с возможностью горизонтального перемещения. Датчик 4 весового контроля
связан с блокой 7 управления и счетчиком 3. Система 1 управления обеспечивает подачу команды на начало процесса поштучной выборки заготовки
из пачки, перемещение и опускание ее в зоне обработки. Таймер 8 своей вьщержкой (f) обеспечивает переключение индивидуально.выбранного напряжения для подъема каждой заготовки на максимальное, при котором производится перемещение. Заготовки укладываются на стол- 12.
Устройство работает следующим образом.
Блок 7 управления получает команду из системы 11 управления на опускание электромагнитов 1 и воздействует на механизм 9 подъема, В мо мент касания электромагнитов 1.с заготовкой срабатывают датчики 5 регистрации заготовки, сигналы с.которых после обработки в блоке 6, выполняющем функцию элемента И, поступают в блок 7 управления, реверсивный счетчик 3, а также включают таймер 8. Регулятор 2 напряжения включает электромагниты 1, которые захватывают заготовку, после чего блок 7 управления дает команду на
подъем. Ток электромагнитов соответствует ступени напряжения регулятора 2, которая была в предыдущем цикле подъема (для первого цикла - ступень минимальная) до конца отработки времени таймера 8, после чего регулятор 2 повышает напряжение до максимального, увеличивая ток в катушкак электромагнитов, и оно остается таким до конца подъема и перемещения заготовки подвижной траверсой 10 в зону обработки, где заготовка спускается и отключаются электромагниты, а также сбрасывается таймер. Если в начале подъема заготовка оторвется хотя бы от одного электромагнита и отключится хотя бы один из датчиков 5 регистрации заготовки блок 7 управления дает команду механизму 9 на опускание электромагнитов, одновременно электромагниты отключаются, таймер 8 сбрасыва ется, а в счетчик 3 поступает через блок 6 элемента И сигнал, увеличивающий выходное значение счетчика 3 на единицу. Опускание электромагнн-. тов, захват ими заготовки и подъем повторяются, но регулятор 2 подает на электромагниты напряжение, увеличенное на одну ступень. Если при этом напряжении заготовка снова оторвется от магнитов, выходное значение счетчика увеличивается еще на единицу, а напряжение на магнитах еще на одну ступень, и т.д. Цикл отделения и переноса заготовки в зону обработки будет приведен,полностью только в том случае, если со всех датчиков 5 регистрации заготовки поступит сигнал о надежном захвате заготовки электромагнитами. На фиг. 2 приведена временная диаграмма процес са ступенчатого подъема напряжения для случая, когда надежное отделение заготовки произошло после повышения напряжения на две ступени. Если в момент подъема захвачены две заготовки или более, в начале подъема срабатывает датчик k весового контроля, поступает команда иа опускание электромагнитов, а в момент отключения датчика А« когда 1 74 заготовка опустится на пачку, выходное значение счетчика 3 уменьшится на единицу, электромагниты 1 начнут новый подъем заготовки на более низкой по сравнению с предьщущей ступени напряжения. Одновременно с этим вновь запускается таймер. При необходимости, т.е. если вновь захвачена лишняя заготовка, о чем вьщает сигнал датчик 4 весового контроля, вновь поступает команда на опускание магнитов и выходное значение счетчика снова уменьшается на единицу. Напряжение уменьшается еще на одну ступень, и так до тех пор, пока не будет поднята только одна заготовка. На т. 3 приведена временная диаграмма процесса| ступенчатого снижения напряжения для случая, когда одна заготовка на магнитах осталась после понижения напряжения на две стзп1ени. Если невозможно при максимальном напряжении регулятора оторвать одну заготовку от стопы или при минимальном напряжении поднять толькоодну заготовку (т.е. при выходном значении счетчика соответственно выше максимального или ниже минимального), производится отключение электромагнитов, подъем траверсы, и система управления останавливает технологический процесс и включает соответствующую сигнализацию. Таким образом, осуществляется подбор тока грузовых электромагнитов в выбранном диапазоне, обеспечивающий подъем и перемещение только одной заготовки. Подобранное напряжение запоминается счетчиком и сохраняется до изменения условий подъема заготовки, т.е. до отрыва заготовки от мйгнитов или до подъема двух и более заготовок, после чего соответственно изменяется.
| СВАРОЧНЫЙ АВТОМАТ | 0 |
|
SU218350A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для отделения листовых заготовок от стопы | 1975 |
|
SU561593A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
