/
/ Изобретение относится к электродуговой сварке металлов и может быт использовано преимущественно при св ке под флюсом плавящимся электродом с электромагнитным перемешиванием расплава сварочной ванны. Целью изобретения является повышение надежности работы устройств, облегчение автоматической подачи фл са в зону сварки и пов1 1шения качест ва сварных швов путем повышения интенсивности воздействия магнитного поля на зону дуги и расплавленный металл сварочной ванны. На ttepTeace показано устройство, продольный разрез. Устройство состоит из корпуса 1, вштолненного из ферромагнитного матерала в виде полого усеченного конуса , обращенного вершиной к рабоче му торцу устройства и выполненного с продольн(в4 разрезом для уменьшени разогрева. На корпусе I размещена обмотка 2 электромагнита и Две щеки 3 и 4 из любого немагиитного матери ала. Кронштейны 5 и 6 Служат для крепления устройства Иа сварочной головке автомата AflC-ШОО. Внутри KOjpnyca 1 установлен токопрдводяа ий наконечник 7 с каналом для электрод ной проволоки (плавящегося электрода) 8. Намотка обмотки 2 рядовая 3 ряд 3аполиены полностью,каждаК последую щий ряд - с отступлением на 2-3 вит ка. Количество витков в обмотке 2 увеличивается в -направлении к рабочему торцу устройства. Внутренняя поверхность корпуса 1 образует с наружной поверхностью то коподводящего наконечника 7 канал для подачи флюса. На чертеже также обозначены свариваемое изделие 9 и зона сварки 10. Выполнение обмотки 2 электромагнита с увеличивающимся в направлении к рабочему торцу устройства чи лом витков позволяет усилить магнит ный поток вблизи зоны сварки, так как поток зависит от размеров поверхности, ограниченной витками, и от положения витков в пространстве (относительно магнита). Увеличение магнитйого потока вызывает увеличение магнитной индукции в зоне сварки. Поскольку корпус 1 выполнен в иде усепенного конуса, обращенного вершиной к рабочему торцу устройства, магнитный поток концентрируется в зоне сварки и обеспечивается получение однородного продольного поля, прони1ывающего весь объем сварочной ванны. В этом случае уменьшается площадь сечения полюса, который расположен над зоной сварки, С уменьшением площади полюса прн одном и том же потоке электромагнитная сила растет. При такой конструкции можно получить при небольшой НДС индукцию в зауженной части корпуса 1, близкую к индукции насыщения материала, из которого изготовлен корпус 1. Это позволяет для получения одних и тех же значений индукции в зоне сварки использовать менее мощные источники питания электромагнита и пропускать по обмотке малые токи, тем самым уменьшить нагрев обмотки и исключить принудительное охлаждение. Применение естественного охлаждения взамен воздушного улучшает маневрен-т ность устройства и исключает сдув флюса из зоны сварки.. Выполнение корпуса 1 в виде полого усеченного конуса обеспечивает поДачу флюса в зону сварки и охлаждение его флюсом. Отпадает необходимость в изготовлении специальных приспособлений для подачи флюса в зону сварки, которые при сварке с применением магнитного поля необходимо изготавливать из дефицитных цветных металлов, например меди. Все этр расширяет технологические возможности устройства. Устройство работает слудующим образом. Во аремя работы флюс из бункера (на чертеже не показан) автомата поступает в канал, образованный внутренней поверхностью корпуса 1 и наружной поверхностью токоподводящего наконечника, и в зону сварки 10. При этом происходит отбор тепла флюсом от корпуса , что позволяет снизить температуру корпуса 1. Витки обмотки 2 электромагнита нагреваются незначительно, так как ток, протекакдаий по обмотке 2, небольшой величины и малой частоты. При питании обмотки 2 электромагнита от специального источника магнитное поле, сконцентрированное под ферромагнитным корпусом 1, вводится в зону сварки 10 и
j11946224
его взаимодействие с током растекания По сравнению с базовым объектом
в расплаве сварочной ванны приводитустдойство позволяет повысить индук
к перемешиванию сварочной ванны вцию в 3 раза при одинаковых токах
процессе кристаллизации.в катушках электромагнита.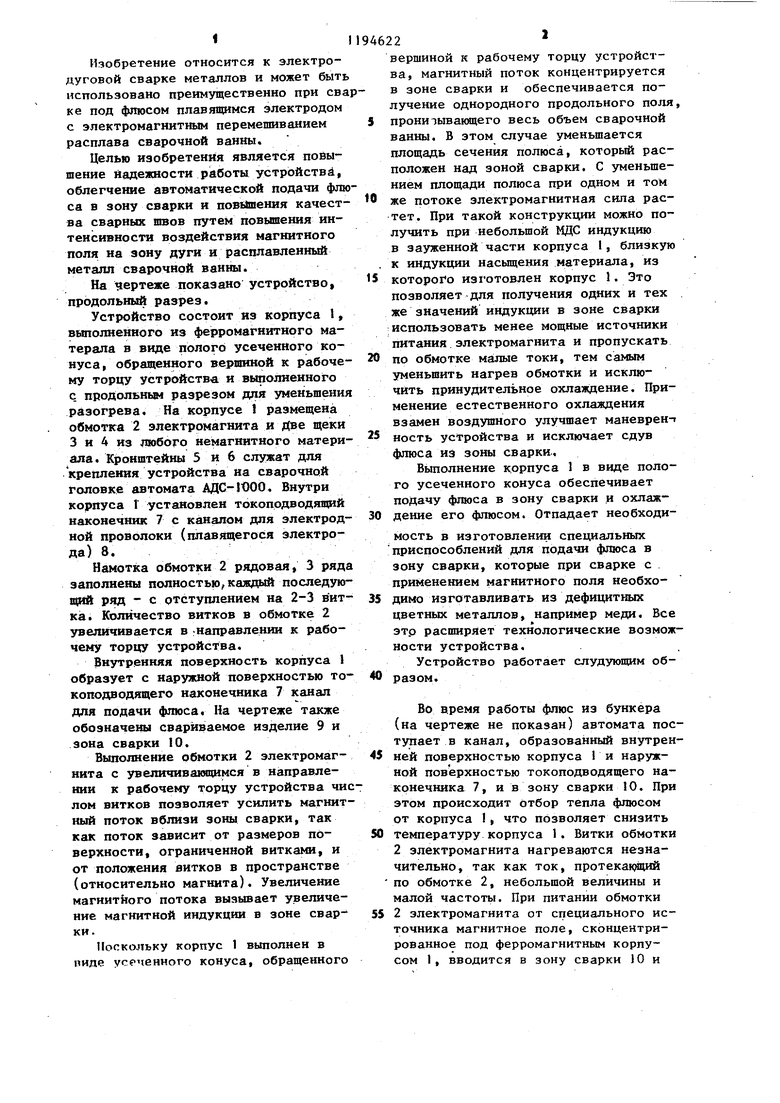
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Устройство для сварки плавящимся электродом магнитоуправляемой дугой | 1982 |
|
SU1034862A1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1250419A1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯПЩМСЯ ЭЛЕКТРОДОМ, содержащее корпус из ферромагнитного материала, на котором расположена обмотка электромагнита, а также установленный в корпусе токоподводящий наконечник с каналом для направления плавящегося электрода, отличающееся тем, что, с целью повышения надежности устройства в работе, облегчения автоматической подачи флюса в зону сварки и повьппения качества сварных швов путем повышения интенсивности воздействия магнитного поля на зону дуги и расплавленный металл сварочной ванны, обмотка электромагнита BMnoj HeHa с увеличивающимся в направлении к рабочему торцу устройства числом витков, а корпус - в виде полого усеченного конуса, обращенного вершиной к рабочему торцу устройства и образующего внутренней поS СП верхностью с наружной поверхностью токоподводящего наконечника канал для подачи флюса.
| Устройство для сварки плавящимся электродом магнитоуправляемой дугой | 1982 |
|
SU1034862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
