f 1
Изобретение относится к машиностроению и предназначено для финишной обработки изделий, имеющих сложный пространственный профиль.
Цель изобретения - повьшёние точности обработки, достигаемой наличием дополнительного уравновешенного кронштейна с установленным на нем абразивным кругом, а также используемой схемой расположения абразивных кругов и обрабатьшаемой детали, когда технологическое усилие создается абразивными кругами, расположенными с противоположных сторон профиля, причем центры абразив ых кругов находятся на одной вертикали, что позволяет исключить возникновение упругих деформаций обрабатываемой детали, вызываемьк технологическим усилием.
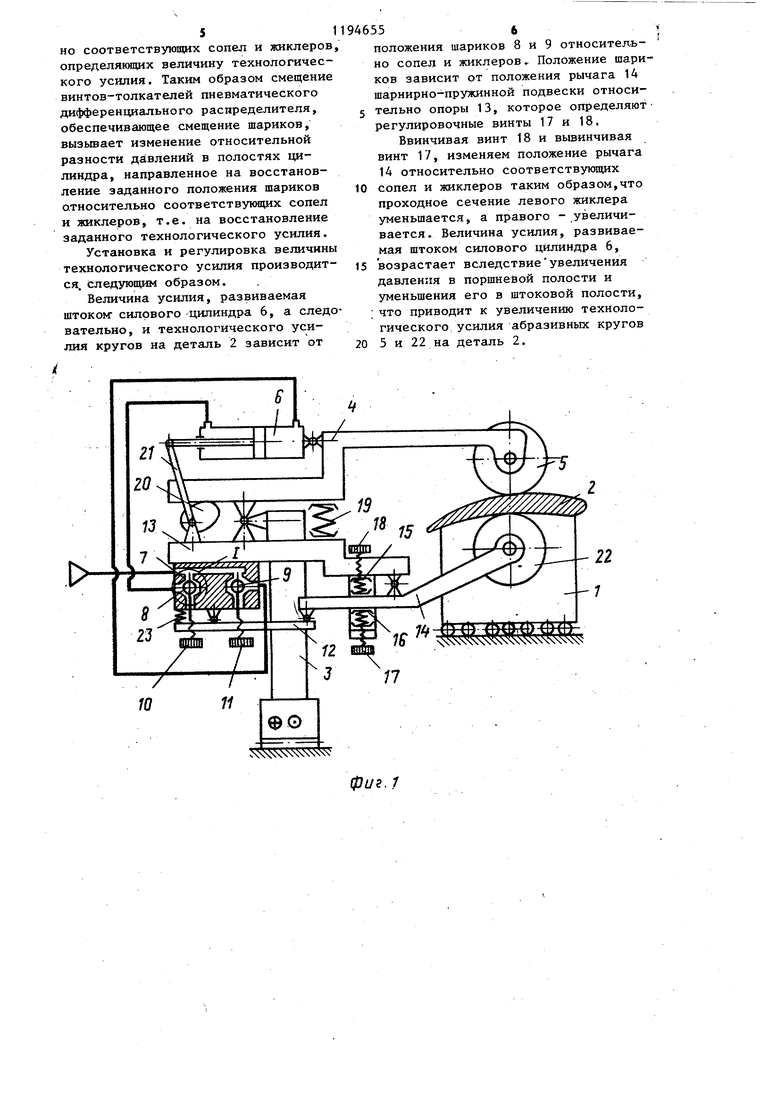
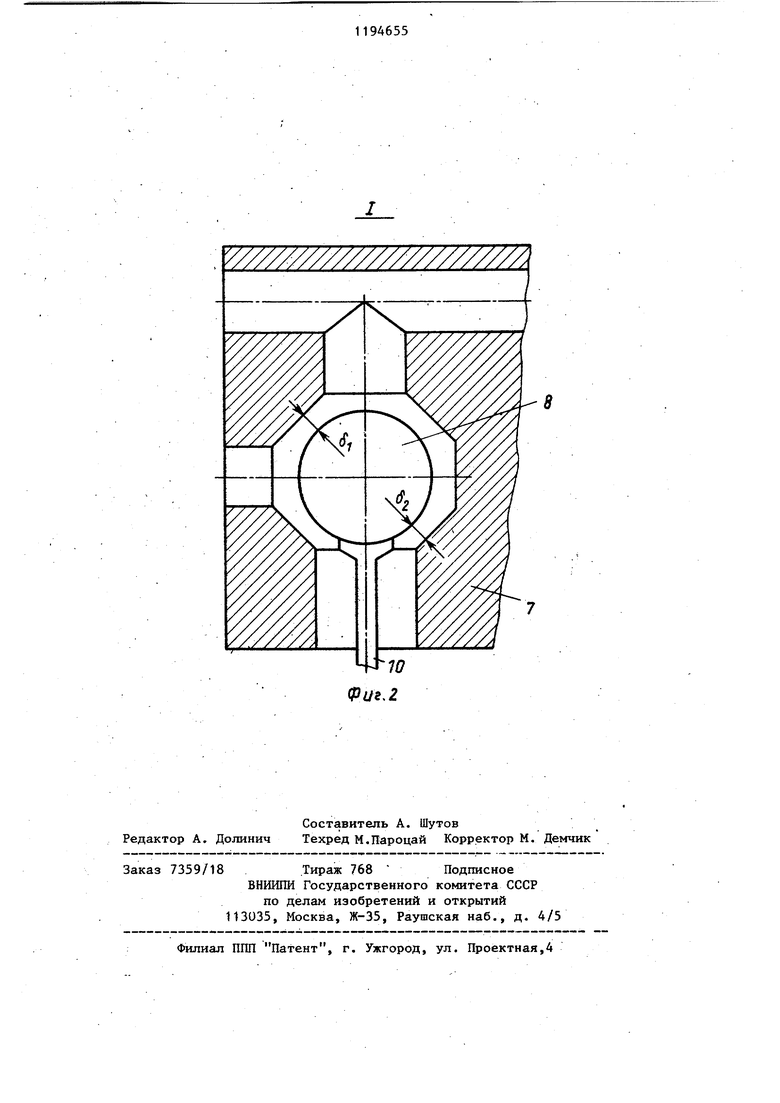
На фиг.1 изображена схема устройству, на фиг.2 - узел I на фиг.1.
Устройство состоит из опорной стойки 1 для дегали 2, опорной стойки 3, на которой шарнирно закреплен опорный уравновешенный кронштейн 4 с установленным на нем абразивньм кругом 5 и силовым цилиндром 6, полости которого соединены с источНИКОМ сжатого воздуха через дросселирующие каналы пневматического дифференциального распределителя 7, исполнительные органы (шарики 8 и 9) которого через регулировочные винты-толкатели 10 и 11 связашл с планкой 12, дополнительной уравновешенный кронштейн, состоящий из опоры 13 и рычага 14, соединенных между собой посредством рычажнопружинной подвески при пойощи пружин 15 и 16 с регулировочньага винтами 17 и 18. Опора 13 при помощи ПР5ГЖИНЫ 19 через кулачок 20 связана с опорным кронштейном 4, а ось кулачка при помощи рычага 21,связана со штоком силового цилиндра 6. Рычаг 14 одним концом через планку 12 связан с исполнительными органами пневматического дифференциального распределителя 7, а на другом его конце установлен дополнительный абразивный круг 22, центр которого находится на одной вертикали с центром первого абразивного круга 5, причем обрабатываемая деталь находится между кругами (привод абразивных кругов на схеме не показан).
94655
Для обеспечения надежного контакта планки 12 с рычагом 14 установлена пружина 23.
- Устройство работает следующим
5 образом.
В исходном положении регулировочный винт 18 вывернут полностью. Усилием пружины 16 рычажно-пружин,ной подвески рычаг 14 поворачивается по часовой стрелке, обеспечивая тем самым поворот планки 12 под действием пружины 23 против часовой стрелки. При этом винт-толкатель 10 опускается, вследствие чего шарик
fS 8 под действием сжатого воздуха и собственного веса тоже опускается, открывая при этом жиклер (увеличивая до максимума зазор S, фиг.2) и закрывая сопло (уменьшая до минимума зазор 8z ) а винт-толкатель 11 поднимается, поджимая при этом шарик 9 в верхнее крайнее положение, закрывая при этом жиклер (уменьшая до минимума зазор о ) и открывая
25 сопло (увеличивая до максимума за зор &2) Шток силового цилиндра 6
втянут, так как давление в штоковой полости цилиндра больше, чем в поршневой, вследствие полностью открытого шариком 8 левого жиклера (левое сопло при этом закрыто) и полностью закрытого шариком 9 правого жиклера (правое сопло при этом полностью открыто) . При помощи рычага 21, связанного со штоком силового цилиндра 6, кулачок 20 поворачивается и дод действием пружины 19 опорный уравновешенный кронштейн 4 и дополнительный уравновешенный кронштейн, состоящий из опоры 13 и рычага 14, соединенных между собой посредством рычажно-пружинной подвески, перемещаются относительно оси вращения в противоположных направлениях.
При этом абразивный круг 5, закрепленный на опорном кронштейне 4, и абразивный круг 22, закрепленный на рычаге 14, отводятся в свои крайние верхнее и нижнее соответственно
50 положе:ния от детали 2. В исходном положении устройства производят смену детали и инструмента.
Подвод абразивных кругов к детали производится сжатием пружины 15
55 с помощью регулировочного винта 18. Пружина 15, сжимаясь, перемещает рычаг 1.4 против часовой стрелки, который поворачивает планку 12, сжимающую пружину 23 по часовой стрелке. При этом винт-толкатель 10, поднимаясь вверх, поднимает шарик 8 вверх, а винт-толкатель 11, опуска ясь вниз, обеспечивает опускание шарика 9 вниз. Это приводит к тому что в левой половине пневматического дифференциального распределителя 7 уменьшается проходное сечен жиклера (уменьшается зазор 8, ) и увеличивается проходное сечение сопла (увеличивается зазор 8 ), о новременно с этим в правой половин пневматического дифференциального распределителя увеличивается сечение жиклера и прикрывается сопло, что приводит к возрастанию давлеНИН в поршневой полости и уменьшению его в штоковой полости силовог цилиндра 6. ГТод действием разности давлений шток силового цилиндра вьщвигается, поворачивая тем самым при помощи рычага 21 кулачок 20 против часовой стрелки. Это., в сво очередь, приводит к повороту опорного кронштейна 4 по часовой стрел ке, а дополнительного уравновешенного кронштейна, состоящего из опоры 13 и рычага 14, соединенных между собой посредством рычажнопружинной подвески, против часовой стрелки относительно оси их крепле ния к опорной стойке 3, тем самым подводя абразивные круги 5 и 22 к детали. Создание определенного технолог ческого усилия абразивных кругов 5 и 22 на детсшь 2 осуществляется дальнейшим сжатием пружины 15 с по мощью регулировочного винта 18. Ле вый шарик 8 еще больше прикрывает соответствующий (левый) жиклер и открывает левое сопло, а правый шарик 9 открывает правый жиклер и прикрывает правое сопло. Разност давлений в полостях силового цилин ра возрастает, усилие на штоке, направленное в сторону его выдвижения, растет, и с его ростом увеличивается и технологическое . усилие абразивных кругов на деталь В процессе полирования профиля детали опорные стойки 1 и 3 совершают возвратно-поступательное перемещение относительно друг друга во взаимно-перпендикулярных плоскостях, а процесс копирования профиля детали абразивными кругами 54 с постоянным технологическим усилием осуществляется следующим образом. Под действием технологического усилия на абразивном круге 5 на восходящем участке профиля обрабатываемой детали 2 происходит перемещение вокруг оси крепления уравновешенного опорного кронштейна 4 и жестко связанного с ним через кулачок 20 дополнительного уравновешенного кронштейна, состоящего из опо-. ры 13и рычага 14,соединенных между собой посредством рычажно-пружинной подвески, с установленными на рычаге 14 абразивным кругом 22, а на опоре 13 - пневматическим дифференциальным распределителем 7, против часовой стрелки. За счет увеличения толщины профиля технологическое усилие на абразивных кругах 5 и 22 в начальный момент времени возрастает, в результате чего рычаг 14 вместе с за1{репленным на нем абразивным кругом 22 поворачивается вокруг оси его крепления на опоре 13 по часовой стрелке, сжимая при этом пружину 15 и разжимая пружину 16. Это приводит к тому, что под действием пружины 23 планка 12 поворачивается против часовой стрелки, при этом винт-толкатель 10 поднимает шарик 8 вверх, прикрывая тем самым соответствующий (левый) жиклер и открывая сопло, а винттолкатель 11 опускает шарик 9 вниз, открывая (правое) сопло и прикрывая жиклер, в результате чего возрастает давление в штоковой и уменьшается в поршневой полости цилиндра. Под действием избыточной разности давлений шток силового lifiлиндра задвигается, поворачивая при этом с помощью рычага 21 кулачок 20 относительно оси вращения по часовой стрелке, в результате чего под действием пружины 19 опорный кронштейн 4 и опора 13 поворачивается друг относительно друга, обеспечивая тем поворот рычага 14 относительно опоры 13 против часовой стрелки. При этом пружина 15 разжимается, а пружина 16 сжимается. Поворот рычага 14 относительно опоры 13 Лротив часовой стрелки передает командное смещение на винты-толкатели 10 и 11 через планку 12, направленное на восстановление заданных положений шариков 8 и 9 относитель5
но соответствующих сопел и жиклеров определякицих величину технологического усилия. Таким образом смещение винтов-толкателей пневматического дифференхщального распределителя, обеспечивающее смещение шариков, вызьгоает изменение относительной разности давлений в полостях цилиндра, направленное на восстановление заданного положения шариков относительно соответствующих сопел и жиклеров, т.е. на восстановление заданного технологического усилия.
Установка и регулировка величины технологического усилия производится. Следующим образом.
Величина усилия, развиваемая штоком- силового цилиндра 6, а следовательно, и технологического усилия кругов на деталь 2 зависит от
946556
положения шариков 8 и 9 относительно сопел и жиклеров Положение шариков зависит от положения рычага 14 шарнирно-пружинной подвески относительно опоры 13, которое определяют регулировочные винты 17 и 18.
Ввинчивая винт 18 и вьюинчивая винт 17, изменяем положение рычага 14 относительно соответствующих
10 сопел и жиклеров таким образом,что проходное сечение левого жиклера уменьшается, а правого - увеличивается. Величина усилия, развиваемая штоком силового цилиндра 6,
15 возрастает вследствиеувеличения давления в поршнейой полости и уменьшения его в штоковой полости, ; что приводит к увеличению технологического усилия абразивных кругов
20 5 и 22 на деталь 2.
фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для финишной обработки криволинейных поверхностей | 1981 |
|
SU1007938A1 |
| Устройство для полирования криволинейных поверхностей | 1981 |
|
SU1013224A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1980 |
|
SU876382A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1187964A2 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1703402A2 |
| Устройство для зачистки сварных швов | 1985 |
|
SU1348150A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1981 |
|
SU992169A1 |
| Устройство для шлифования криволинейных поверхностей | 1982 |
|
SU1050854A1 |
| Устройство для обработки криволинейных поверхностей | 1987 |
|
SU1463447A2 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, содержащее две опорные стойки, установленные с возможностью возвратнопоступательного перемещения во взаимно перпендикулярных направлениях, одна из которых предназначена для закрепления, обрабатываемой детали, а на другой смонтирован опорньй кронштейн, предназначенный для закрепления на его конце абразивного круга, и силовой цилиндр, полости которого соединены с источником сжатого воздуха через каналы пневматического дифференциального распределителя, заслонки которого выполнены в виде шариков и установлены между соответствующими соплами и жиклерами, а винты-толкатели распределителя кинематически связаны с подпружиненной планкой, о т л ичающее.ся тем, что, с целью повышения точности обработки, оно снабжено дополнительным кронштейном, выполненным в виде соединенных между собой посредством рьиажно-пружинной подвески опоры и рычага, и закрепленным на опоре с возможностью 8 взаимодействия с опорным кронштейном (Л кулачком, ось которого кинематически связана со штоком силового цилиндра, размещенным на опорном кронштейне, при этом один конец рычага кинематически связан с подпружиненной планкой, а другой предназ- начен для закрепления на нем дополнительного абразивного круга. ;& NU о: ел ел
| Устройство для полирования криволинейных поверхностей | 1981 |
|
SU1013224A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
