2. Устройство по п. 1, отличающееся тем, что на роторе механизма загрузки заготовок выполнены продольные профильные пазы для размещения заготовок, а механизм загрузки снабжен охватывающим
ротор кожухом с бункером в верхней части и окном для загрузки заготовок, при этом ротор установлен в кожухе с возможностью вращения, а количество пазов ротора равно количеству пар правильных роликов.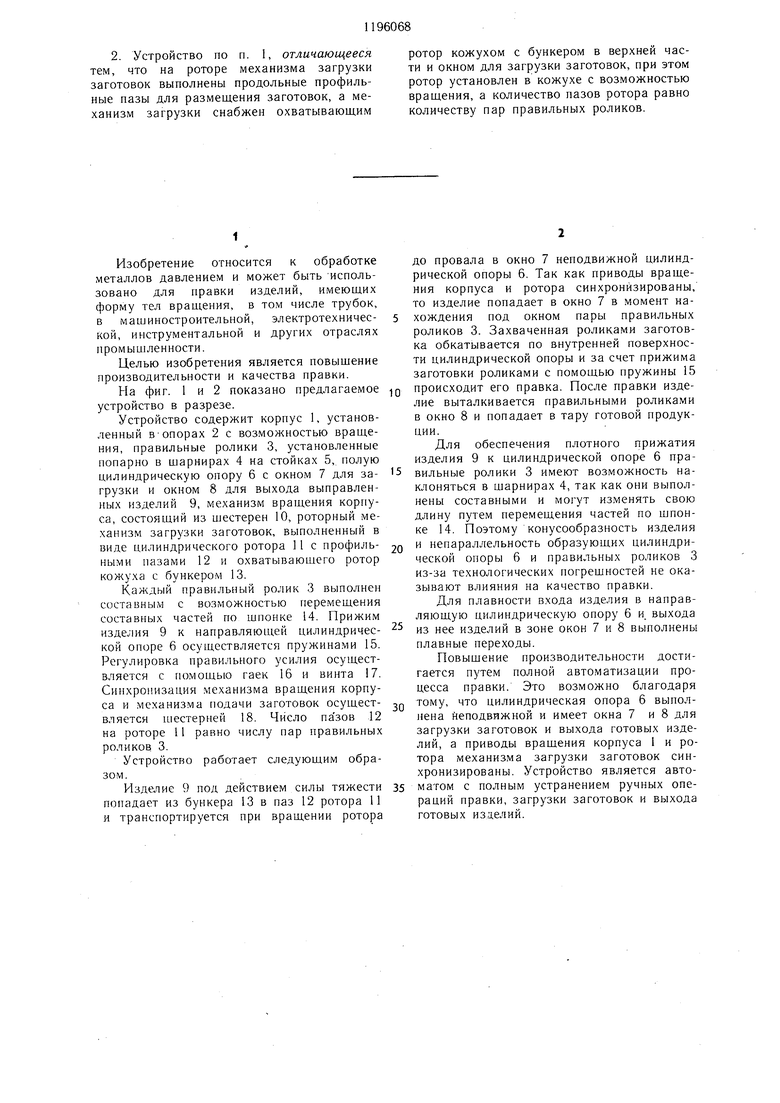
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия | 1987 |
|
SU1706837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Роторный автомат питания | 1979 |
|
SU870063A1 |
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Роторный автомат питания | 1982 |
|
SU1042951A1 |
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| Роторный автомат питания | 1984 |
|
SU1206049A1 |
1. УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ, содержащее горизонтально установленные на раме полую цилиндрическую опору и размещенный .внутри опоры с возможностью вращения вокруг ее продольной оси корпус , связанный с приводом вращения, попарно смонтированные в корпусе с возможностью радиального перемещения холостые правильные ролики, оси вращения которы.х расположены по дуге окружности с центром, совмещенным с продольной осью опоры, отличающееся тем. что, с целью повышения производительности и качества правки, оно снабжено установленным над опорой и жестко соединенным с ней роторным механизмом загрузки заготовок, имеющим ротор и привод его вращения, соединенный с приводо.м вращения корпуса, нри этом опора установлена на раме неподвижно и выполнена с окнами для загрузки заготовок и выгрузки выправленных изделий, а каждый правильный ролик состоит из двух частей,установленных од-с взаимного на в другой с возможностью (Л осевого перемещения. // со О) о О5 00
Изобретение относится к обработке металлов давлением и может быть использовано для правки изделий, имеющих форму тел вращения, в том числе трубок, в машиностроительной, электротехнической, инструментальной и других отраслях промышленности.
Целью изобретения является повышение производительности и качества правки.
На фиг. 1 и 2 показано предлагаемое устройство в разрезе.
Устройство содержит корпус 1, установленный вОпорах 2 с возможностью вращения, правильные ролики 3, установленные попарно в шарнирах 4 на стойках 5,, полую цилиндрическую опору 6 с окном 7 для загрузки и окном 8 для выхода выправленных изделий 9, механизм вращения корпуса, состоящий из шестерен 10, роторный механизм загрузки заготовок, выполненный в виде цилиндрического ротора 11 с профильными пазами 12 и охватывающего ротор кожуха с бункером 13.
Каждый правильный ролик 3 выполнен составным с возможностью перемещения составных частей по шпонке 14. Прижим изделия 9 к направляющей цилиндрической опоре 6 осуществляется пружинами 15. Регулировка правильного усилия осуществляется с помощью гаек 16 и винта 17. Синхронизация механизма вращения корпуса и механизма подачи заготовок осуществляется шестерней 18. Число пазов 12 на роторе 11 равно числу пар правильных роликов 3.
Устройство работает следующим образом.
Изделие 9 под действием силы тяжести попадает из бункера 13 в паз 12 ротора 11 и транспортируется при вращении ротора
до провала в окно 7 неподвижной цилиндрической опоры 6. Так как приводы вращения корпуса и ротора синхронизированы, то изделие попадает в окно 7 в момент нахождения под окном пары правильных роликов 3. Захваченная роликами заготовка обкатывается по внутренней поверхности цилиндрической опоры и за счет прижима заготовки роликами с помощью пружины 15 происходит его правка. После правки изделие выталкивается правильными роликами в окно 8 и попадает в тару готовой продукции.
Для обеспечения плотного прижатия изделия 9 к цилиндрической опоре 6 правильные ролики 3 имеют возможность наклоняться в шарнирах 4, так как они выполнены составными и могут изменять свою длину путем перемещения частей по шпонке 14. Поэтому конусообразность изделия и непараллельность образующих цилиндрической опоры б и правильных роликов 3 из-за технологических погрешностей не оказывают влияния на качество правки.
Для плавности входа изделия в направляющую цилиндрическую опору 6 и выхода из нее изделий в зоне окон 7 и 8 выполнены плавные переходы.
Повыщение производительности достигается путем полной автоматизации процесса правки. Это возможно благодаря тому, что цилиндрическая опора 6 выполнена Неподвижной и имеет окна 7 и 8 для загрузки заготовок и выхода готовых изделий, а приводы вращения корпуса 1 и ротора механизма загрузки заготовок синхронизированы. Устройство является автоматом с полным устранением ручных операций правки, загрузки заготовок и выхода готовых изделий.
Фиг. 2
| 0 |
|
SU305940A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
