Изобретение относится к области прокатного производства, а точнее к оборудованию, предназначенному для термической обработки труб (нормализации, закалки и отпуска) в трубопрокатных и трубосварочных агрегатах.
Известно оборудование для термической обработки труб в трубопрокатном агрегате, см. книгу Я.Е. Осады и др. Современные трубные цехи. М.: Металлургия, 1977, стр.231-233, рис.75, содержащее склад труб для передела, загрузочную решетку, печь для нормализации, установленный за печью для нормализации холодильник, промежуточный склад, загрузочную решетку, закалочную печь, спрейер, печь для отпуска (нормализации), калибровочный стан, холодильник для охлаждения труб после закалки и отпуска, правильную машину и линию отделки труб. Все печи, входящие в состав оборудования, расположены последовательно.
Основным недостатком состава и схемы расположения оборудования для термообработки труб является то, что они не позволяют одновременно вести термообработку труб и в печи для нормализации, и в печи для отпуска (нормализации). В результате этого оборудование не используется на установленную мощность.
Из известного оборудования для термической обработки труб наиболее близким по технической сущности является оборудование, входящее в состав трубоэлектросварочного агрегата и описанное в книге Ю.Г. Крупмана и др. Современное состояние мирового производства труб. М.: Металлургия, 1992, стр.320-322, рис.116.
Оборудование для термической обработки труб содержит склад труб для передела, две печи для нормализации, выходные рольганги этих печей, параллельно установленные за печами для нормализации два цепных холодильника, размещенный за холодильниками промежуточный склад, отводящий рольганг цепных холодильников, входной рольганг закалочной печи, закалочную печь, спрейер, печь для отпуска (нормализации), калибровочный стан, холодильник для охлаждения труб после закалки и отпуска, правильную машину, рольганг для транспортировки нормализованных труб и линию отделки труб. На данном оборудовании осуществляют четыре маршрута термической обработки труб. Первый - нормализация труб, второй - закалка и отпуск предварительно нагретых труб, третий - закалка и отпуск труб без предварительного нагрева и четвертый - нормализация труб в печи нормализации или отпуска.
Основным недостатком состава и схемы расположения рассматриваемого оборудования является то, что по каждому маршруту здесь осуществляется или только нормализация, или только закалка и отпуск труб в соответствующих печах. На данном оборудовании невозможно осуществить одновременно термообработку труб и в печи для нормализации, и в печи для отпуска (нормализации).
Задачей настоящего изобретения является расширение технологических возможностей оборудования для термической обработки труб благодаря обеспечению одновременной работы печей для нормализации и отпуска (нормализации).
Поставленная задача достигается тем, что оборудование для термической обработки труб агрегата для производства труб содержит склад труб для передела, печь для нормализации, выходной рольганг этой печи, установленные за печью для нормализации параллельно два цепных холодильника, размещенный за холодильниками промежуточный склад труб, отводящий рольганг цепных холодильников, входной рольганг закалочной печи, закалочную печь, спрейер, печь для отпуска, калибровочный стан, холодильник для охлаждения труб после закалки и отпуска, правильную машину, рольганг для транспортировки нормализованных труб и линию отделки труб. Склад труб для передела снабжен дополнительной загрузочной решеткой, связанной с одним из цепных холодильников поворотным, расположенным перпендикулярно холодильнику, рольгангом, причем длина упомянутого холодильника увеличена до выходного рольганга для передачи на него труб из печи для нормализации, а промежуточный склад труб снабжен реверсивной решеткой и реверсивным транспортером для передачи на промежуточный склад труб после нормализации или труб с этого склада к закалочной печи, при этом между отводящим рольгангом цепных холодильников и входным рольгангом закалочной печи установлена дополнительная передаточная решетка, а за рольгангом для транспортировки нормализованных труб установлен дополнительный транспортер для передачи труб в линию отделки, при этом параллельно печи для нормализации, выходному рольгангу этой печи и перпендикулярно цепным холодильникам установлен обводной рольганг.
Такое выполнение предлагаемого оборудования для термической обработки труб обеспечивает технический результат, заключающийся в расширении его технологических возможностей благодаря обеспечению одновременной работы печей для нормализации и отпуска (нормализации).
Это достигается, во-первых, за счет снабжения склада труб для передела дополнительной загрузочной решеткой, что позволило передавать трубы с упомянутого склада через связанный с загрузочной решеткой поворотным рольгангом цепной холодильник на печи для закалки и отпуска труб, не требующих предварительного нагрева. Одновременно с этим трубы, поступающие с того же склада, нормализуются в соответствующей печи и отправляются через другой цепной холодильник на промежуточный склад.
Во-вторых, это достигается за счет увеличения длины холодильника, связанного с дополнительной загрузочной решеткой, до выходного рольганга печи для нормализации. Это позволило выдавать нормализованные трубы из печи в зависимости от маршрутов термической обработки на один или другой цепные холодильники, а также использовать одновременно один из холодильников для передачи труб после нормализации, а другой - в обход печи нормализации для передачи труб для закалки и отпуска или для нормализации в печи для отпуска.
В-третьих, это достигается благодаря снабжению промежуточного склада реверсивной решеткой и реверсивным транспортером, что позволило в зависимости от маршрутов термической обработки передавать нормализованные трубы на промежуточный склад или трубы с этого склада передавать на закалку и отпуск без предварительного нагрева, обеспечивая тем самым одновременную работу всех печей.
В-четвертых, это достигается в результате установки между отводящим рольгангом цепных холодильников и входным рольгангом закалочной печи дополнительной передаточной решетки, позволяющей в зависимости от маршрутов термической обработки распределять трубы или на промежуточный склад, или на закалку и отпуск, или на нормализацию в печи для отпуска.
И, в-пятых, это достигается благодаря установленному параллельно печи для нормализации, выходному рольгангу этой печи и перпендикулярно цепным холодильникам обводному рольгангу, позволяющему в обход печи для нормализации передавать со склада трубы без предварительного нагрева на закалку и отпуск или на нормализацию в печи для отпуска, при одновременной работе печи для нормализации.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертежи на котором:
на фиг.1 изображена схема размещения оборудования для термической обработки труб.
Оборудование для термической обработки труб содержит склад 1 труб для передела, печь 2 для нормализации, выходной рольганг 3 этой печи, параллельно установленные за печью 2 для нормализации два цепных холодильника 4, 5, размещенный за холодильниками 4, 5 промежуточный склад 6, отводящий рольганг 7 цепных холодильников 4, 5, входной рольганг 8 закалочной печи, закалочную печь 9, спрейер 10, печь 11 для отпуска (нормализации), калибровочный стан 12, холодильник 13 для охлаждения труб после закалки и отпуска, правильную машину 14.
Склад 1 труб для передела снабжен дополнительной загрузочной решеткой 15, связанной с цепным холодильником 5 поворотным рольгангом 16, расположенным перпендикулярно холодильнику 5. При этом длина холодильника 5 увеличена до выходного рольганга 3 для передачи на него труб из печи нормализации 2.
Промежуточный склад 6 снабжен реверсивной решеткой 17 и реверсивным транспортером 18 для передачи на промежуточный склад 6 труб после нормализации или труб с этого склада к закалочной печи 9.
Между отводящим рольгангом 7 цепных холодильников 4, 5 и входным рольгангом 8 закалочной печи 9 установлена дополнительная передаточная решетка 19.
Для передачи нормализованных труб на линию отделки или на склад труб для передела за отводящим рольгангом 7 цепных холодильников 4,5 расположены промежуточный цепной транспортер 20, рольганг 21 для транспортировки нормализованных труб, дополнительный транспортер 22, рольганг 23, ленточнопильный станок 24 для отбора проб.
Для передачи термоупрочненных труб к ленточнопильному станку 24 и на линию отделки за правильной машиной 14 установлена накопительная решетка 25, промежуточный транспортер 26, рольганг 27, выкатная решетка 28 и рольганг 29.
Параллельно печи 2 для нормализации, выходному рольгангу 3 этой печи и перпендикулярно цепным холодильникам 4, 5 установлен обводной рольганг 30.
Перед печью 11 для отпуска (нормализации) размещен цепной транспортер 31.
На складе 1 труб для передела установлена загрузочная решетка 32.
Между цепным холодильником 5 и входным рольгангом 8 закалочной печи 9 расположена промежуточная передаточная решетка 33.
Для осуществления термической обработки труб на предлагаемом оборудовании предусмотрены следующие четыре маршрута:
Первый маршрут.
Нормализация труб с последующей их передачей на промежуточный склад и одновременное термоупрочнение труб, не требующих предварительного нагрева.
Трубы со склада 1 через загрузочную решетку 32 поступают в печь 2 для нормализации, затем через выходной рольганг 3 выдаются на холодильник 4, по которому транспортируются, и через дополнительную передаточную решетку 19, реверсивный транспортер 18 и реверсивную решетку 17 поступают на промежуточный склад.
Одновременно с этим трубы, не требующие предварительного нагрева, со склада 1 через дополнительную загрузочную решетку 15, поворотный рольганг 16 подаются на холодильник 5, по которому они транспортируются и через промежуточную передаточную решетку 33 перекладываются на входной рольганг 8 закалочной печи 9. Далее трубы проходят термическую обработку в закалочной печи 9, спрейере 10, печи 11 для отпуска, калибровочном стане 12, холодильнике 13. После термоупрочнения производят правку труб на правильной машине 14 и затем через накопительную решетку 25, промежуточный транспортер 26, рольганг 27, выкатную решетку 28, рольганг 29 подают к ленточнопильному станку 24 для отбора проб и далее на отделку труб.
Второй маршрут.
Нормализация труб и одновременное термоупрочнение труб, не требующих предварительного нагрева и поступающих с промежуточного склада.
Трубы со склада 1 через загрузочную решетку 32 или непосредственно с линии стана задаются в печь 2 для нормализации, затем через выходной рольганг 3 выдаются на холодильник 4, по которому транспортируются и перекладываются на отводящий рольганг 7, по которому передаются до промежуточного цепного транспортера 20 и через рольганг для транспортировки нормализованных труб 21, дополнительный транспортер 22, рольганг 23 подаются к ленточнопильному станку 24 для отбора проб, а затем направляются или на линию отделки, или на склад труб для передела.
Одновременно с этим трубы, не требующие предварительного нагрева, с промежуточного склада 6 через реверсивную решетку 17 и реверсивный транспортер 18 подаются на рольганг 8 закалочной печи 9. Далее операции по термоупрочнению труб, их калибровке, охлаждению, правке и передаче на линию отделки аналогичны операциям, производимым по первому маршруту.
Третий маршрут.
Нормализация труб и одновременное термоупрочнение труб, не требующих предварительного нагрева.
Трубы со склада 1 или непосредственно с линии стана задаются в печь 2 для нормализации, затем через выходной рольганг 3 передаются на холодильник 5, по которому транспортируются и перекладываются на отводящий рольганг 7, по которому передаются до промежуточного цепного транспортера 20, и через рольганг для транспортировки нормализованных труб 21, дополнительный транспортер 22, рольганг 23 подаются к ленточнопильному станку 24 для отбора проб, а затем направляются или на линию отделки, или на склад труб для передела.
Одновременно с этим трубы, не требующие предварительного нагрева, со склада 1 через загрузочную решетку (на фиг.1 не показана) подаются на обводной рольганг 30, затем на холодильник 4, по которому транспортируются, и через дополнительную передаточную решетку 19 передаются на входной рольганг 8 закалочной печи 9. Далее операции по термоупрочнению труб, их охлаждению, правке и передаче на линию отделки аналогичны операциям, производимым по первому и второму маршрутам.
Четвертый маршрут.
Одновременная нормализация труб в печи для нормализации и в печи для отпуска.
Нормализацию труб в печи для нормализации осуществляют аналогично нормализации труб, производимой по третьему маршруту.
Одновременно с этим трубы, не требующие предварительного нагрева, со склада 1 через загрузочную решетку (на фиг.1 не показана) или непосредственно с линии стана подаются на обводной рольганг 30, затем на холодильник 4, по которому транспортируются, и через дополнительную передаточную решетку 19, входной рольганг 8, цепной транспортер 31 передаются в печь 11 для отпуска (нормализации). После нормализации в печи 11 для отпуска трубы проходят операции по калибровке труб, их охлаждению, правке и передаче на линию отделки аналогично операциям, производимым по первому, второму и третьему маршрутам.
Предложенное оборудование для термической обработки труб по сравнению с известными позволяет расширить его технологические возможности благодаря обеспечению одновременной работы печей для нормализации и отпуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| ПОТОЧНАЯ ЛИНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ БУРИЛЬНЫХ ТРУБ | 2005 |
|
RU2291904C1 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| Поточная линия для обработки высокопрочных труб | 1983 |
|
SU1196392A1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШАРОВ | 2011 |
|
RU2455369C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| Поточная линия для изготовления стальных шаров | 1978 |
|
SU747597A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| Способ термической обработки сварных труб | 1987 |
|
SU1534072A1 |
Изобретение относится к области прокатного производства, а точнее к оборудованию, предназначенному для термической обработки труб (нормализации, закалки и отпуска) в трубопрокатных и трубосварочных агрегатах. Оборудование для термической обработки труб агрегата для производства труб содержит склад труб для передела, печь для нормализации, выходной рольганг этой печи, установленные за печью для нормализации параллельно два цепных холодильника, размещенный за холодильниками промежуточный склад труб, отводящий рольганг цепных холодильников, входной рольганг закалочной печи, закалочную печь, спрейер, печь для отпуска, калибровочный стан, холодильник для охлаждения труб после закалки и отпуска, правильную машину, рольганг для транспортировки нормализованных труб и линию отделки труб. Склад труб для передела снабжен дополнительной загрузочной решеткой, связанной с одним из цепных холодильников поворотным, расположенным перпендикулярно холодильнику рольгангом, причем длина упомянутого холодильника увеличена до выходного рольганга для передачи на него труб из печи для нормализации. Промежуточный склад труб снабжен реверсивной решеткой и реверсивным транспортером для передачи на промежуточный склад труб после нормализации или труб с этого склада к закалочной печи. Между отводящим рольгангом цепных холодильников и входным рольгангом закалочной печи установлена дополнительная передаточная решетка. За рольгангом для транспортировки нормализованных труб установлен дополнительный транспортер для передачи труб в линию отделки. Параллельно печи для нормализации, выходному рольгангу этой печи и перпендикулярно цепным холодильникам установлен обводной рольганг. Технический результат заключается в расширении технологических возможностей оборудования за счет обеспечения одновременной работы печей для нормализации и отпуска. 1 ил.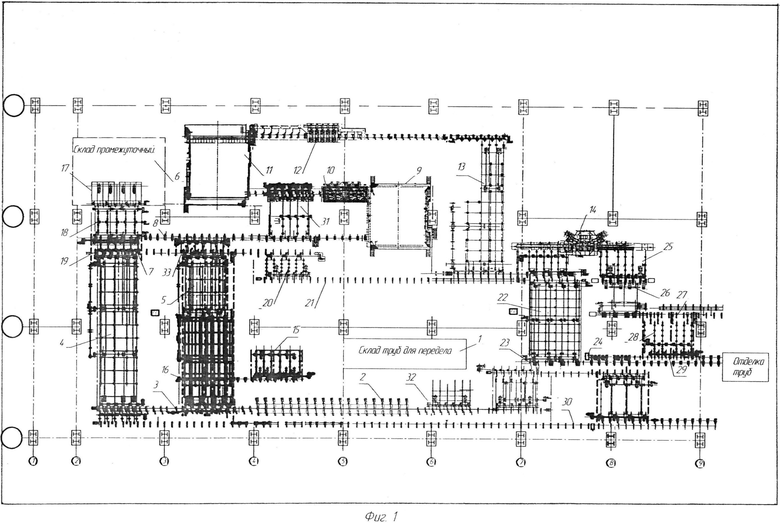
Оборудование для термической обработки труб агрегата для производства труб, содержащее склад труб для передела, печь для нормализации, выходной рольганг этой печи, установленные за печью для нормализации параллельно два цепных холодильника, размещенный за холодильниками промежуточный склад труб, отводящий рольганг цепных холодильников, входной рольганг закалочной печи, закалочную печь, спрейер, печь для отпуска, калибровочный стан, холодильник для охлаждения труб после закалки и отпуска, правильную машину, рольганг для транспортировки нормализованных труб и линию отделки труб, отличающееся тем, что склад труб для передела снабжен дополнительной загрузочной решеткой, связанной с одним из цепных холодильников поворотным, расположенным перпендикулярно холодильнику рольгангом, причем длина упомянутого холодильника увеличена до выходного рольганга для передачи на него труб из печи для нормализации, а промежуточный склад труб снабжен реверсивной решеткой и реверсивным транспортером для передачи на промежуточный склад труб после нормализации или труб с этого склада к закалочной печи, при этом между отводящим рольгангом цепных холодильников и входным рольгангом закалочной печи установлена дополнительная передаточная решетка, а за рольгангом для транспортировки нормализованных труб установлен дополнительный транспортер для передачи труб в линию отделки, при этом параллельно печи для нормализации, выходному рольгангу этой печи и перпендикулярно цепным холодильникам установлен обводной рольганг.
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |
| КРУПМАН Ю.Г | |||
| и др., Современное состояние мирового производства труб, Москва, Металлургия, 1992, стр.320-322, рис.116 | |||
| ОСАДА Я.Е | |||
| и др., Современные трубные цехи, Москва, Металлургия, 1977, стр.231-233, рис.75 | |||

