« Изобретение относится к обработке металлов давлением, и может быть использовано для правки полых изделий на роликовых правильных машинах Целью изобретения является повышение производительности путем обес печения правки труб разного диаметра потоком. На чертеже представлена схема осуществления способа правки. Схема включает предьщущую наружную трубу I, последующую наружную трубу 2, предьздущую внутреннюю трубу 3 , последующую внутреннкио трубу 4, правильные ролики 5. Правку труб осуществляют следующим образом. Трубу большего диаметра нагревают в проходной секционной печи до 800-950С, вводят в нее трубу меньшего диаметра таким образом, чтобы задний конец оставался свободным, а затем охлаждают обдувом на воздухе до температуры правки. При правке до входа заднего конца большей трубы в первую пару правильных роликов на свободный задний конец меньшей трубы подают следукнцую трубу большего диаметра с введенной в неч трубой меньшего Диаметра. После окончания правки каждой преды дущей пары труб ее рассоединяют с последующей, а затем из большей тру бы извлекают меньшую, т.е. правка труб осуществляется бесконечно, кон цевые участки правятся в режиме, ан логичном режиму правки остальной ча ти. 82 Предложенный способ можно исполь зовать на правильных машинах, установленлых в трубопрокатных цехах. Пример конкретного выполнения. При изготовлении труб по изобретению на пилигримовой установке 6 -12 можно совместно править трубы, например, размером 299x11 мм и 273x5 мм, разрезанные на мерные длины по 12 м. Предварительно готовят пакет пар таких труб, нагревая большуо (299x11мм) до и затем вводя в нее меньшую (273x5 мм). При этом у каждой пары остается свободным задний конец меньшей трубы. Затем трубы охлаждают путем обдува вентилятором до температуры правки. Первую пару задают з правильный стан РВК-1600x3 концом большей трубы, в котором отсутствует труба меньшего диаметра. Перед вхрдом заднего конца правящейся трубы в первую пару правильных роликов на свободный конец трубы меньшего диаметра подают передний конец большей трубы.следующей пары до состыковки .концов. Задача последующей трубы в стан осуществляется с небольшим подпором подводящим рольгангом для исключения расстыковки. С этой же целью процесс правки в стане ведут с небольшим подпором, создаваемым рассогласованием частоты вращения соседних пар правильных роликов. После правки очередной пары ее растыковывают с еще находящейся в стане последующей парой, и трубу размером 273x5 мм извлекают из трубы большего размера 299x11 мм.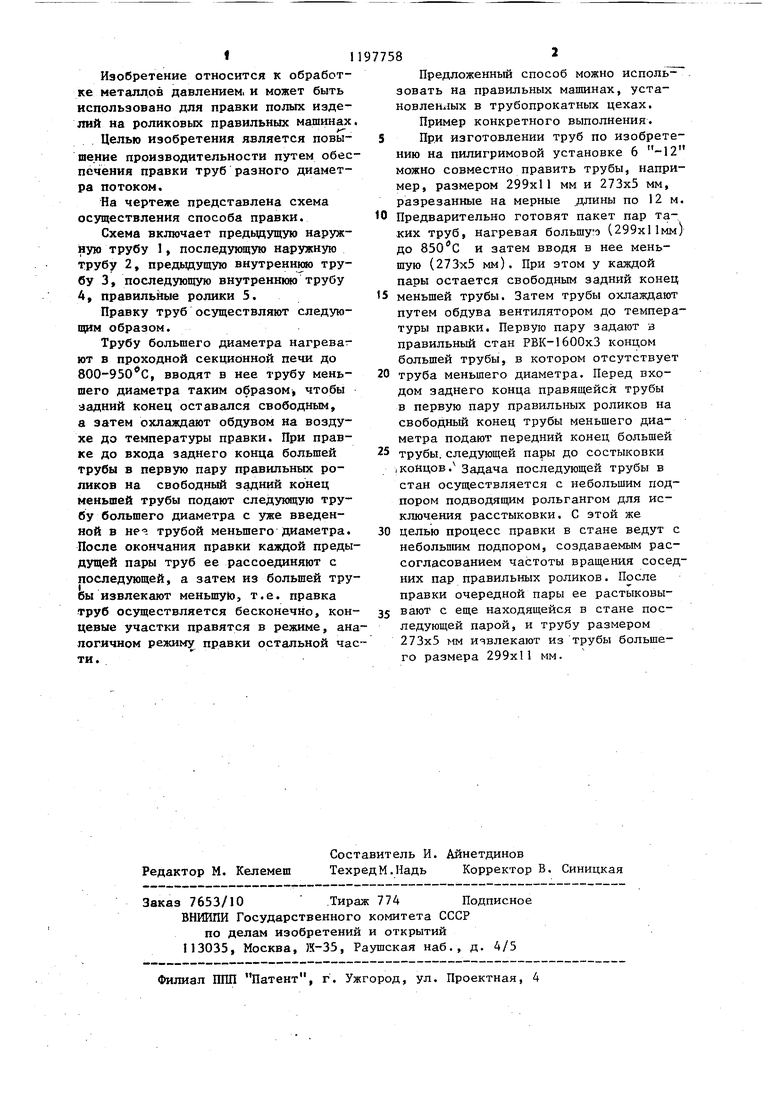
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОНЦЕВОЙ КРИВИЗНЫ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2006 |
|
RU2301714C1 |
| Способ непрерывного изготовления труб | 1986 |
|
SU1400692A1 |
| Способ правки труб | 1987 |
|
SU1489881A1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ КРИВИЗНЫ ПЕРЕДНИХ КОНЦОВ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА СТАНАХ ХПТ 450 | 2006 |
|
RU2323056C2 |
| СПОСОБ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2315672C2 |
СПОСОБ ПРАВКИ ТРУБ путем одновременной обкатки и знакопеременного изгиба труб роликами правильного стана, при этом правку осуществ.ляют с подпором, создаваемым рассогласованием скоростей вращения правильных роликов, отличающийся тем, что, с целью повышения производительности путем обес печения правки труб разного диаметра потоком, перед правкой трубы вводят одна в другую со смещением торцов внутренних и наружных труб, при этом отношение внутреннего диаметра наружной трубы и наружного диаметра внутренней составляет 1,005-1,02. сл с со ел 00 
| Способ правки труб | 1980 |
|
SU940905A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
