Изобретение относится к металлургии и может быть использовано при изготовлении тонкостенных труб волочением в бунтах,
Цель изобретения - повышение производительности волочения за счет исключения пауз при перезарядке бунтов и соединении концов труб предыдущего и последующего бунтов.
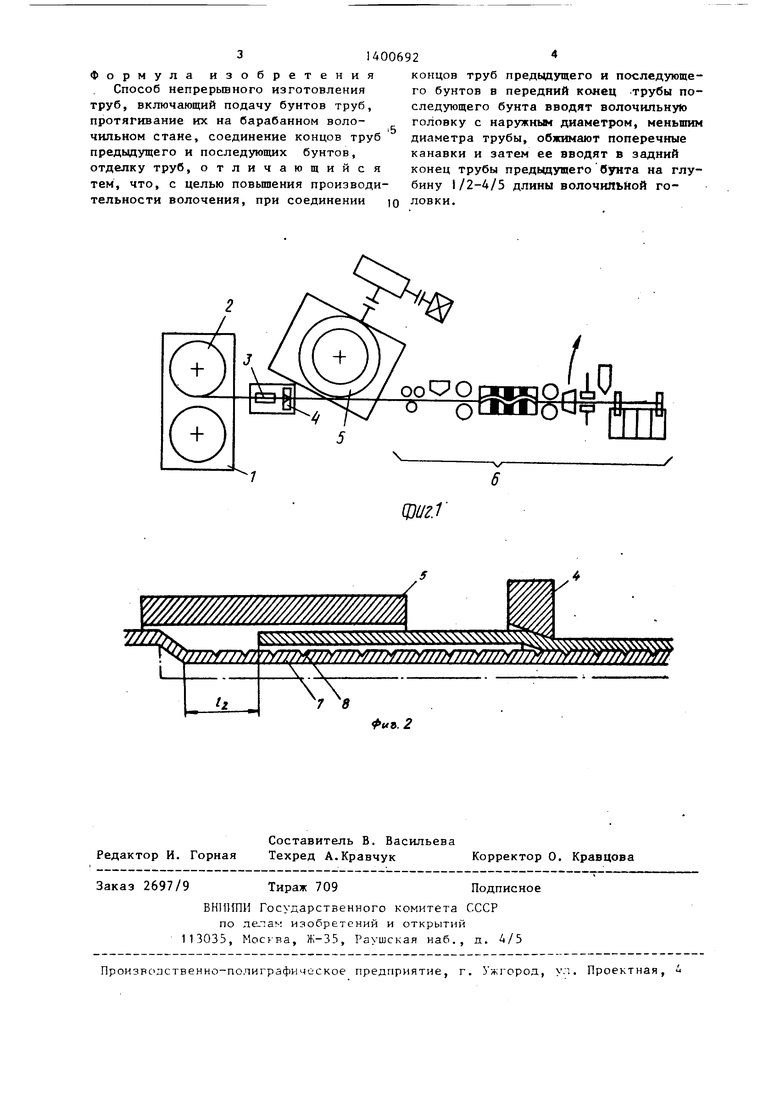
На фиг. 1 изображен барабанный волочильный стан, общий вид; на фиг.2 схема соединения концов труб предыдущего и последующего бунтов.
Волочильный стан содержит механизм I подачи бунта 2 труб с участком 3 соединения концов, волоку А с волочильным барабаном 5 и механизмы 6 отделки труб.
Способ осуществляют следующим об- разом.
Трубу, свернутую в бунт, подают механизму подачи бунта. В это время происходит изготовление труб на заготовке, разматываемой из предыдущего бунта.На переднем конце трубы последующего бунта забивают волочильную головку 7 длиной, равной диаметру барабана 5, с наружным диаметром, меньшим внутреннего диаметра заготовки трубы, и выдавливают поперечные канавки 8. Подготовка волочильной головки осуществляется в острильных машинах обычной конструкции, установленных вне линии стана. В момент окончания изготовления труб из бунта, когда задний конец трубы находится в проводке, волочильную головку вводят в задний конец трубы на глубину в 1/2-4/5 от длины головки. Глубина введения 1 устанавливается в зависимости от коэффициента вытяжки р в волоке по формуле
l-l5|U.
где Ij - длина головки.
Диапазон глубины введения головки соответствует диапазону коэффициентов вытяжки, наиболее применяемым при без оправочном волочении, - 1, 2 (Глубина введения 4/5) - 2 (глубина введения 1/2). Точная установка нужной глубины введения обеспечивается регулировкой расстояния от переднего торца проводки участка соединения концов труб до волоки 4. В момент, когда задний торец трубы предьщущего бунта входит в проводку, волочильную головку в торце трубы предыдущего бунта вводят на скорости, превьщ1ающей скорость воло
5
ю
15
0
5 О Q
5
Q
5
5
чения, в конец трубы до упора в утолщение стенки в волоке 4. Происходит посадка трубы заканчивающегося бунта на волочильную головку нового бунта. Частицы металла наружной трубы затекают в канавки волочильной головки, образуя плотное сцепление предыдущего и последующего бунтов. Соединение бунтов производится вручную или специальными устройствами без остановки стана. Перед входом в волоку 4 заготовка центрируется в проводке участка соединения концов трубы, обеспечивая совпадение оси трубы и волоки, предотвращая наведение разностенности в трубах.
В волоке 4 происходит обжатие диаметра трубы, затем труба наматывается на волочильный барабан 5.
Далее механизмы отделки трубы осуществляют ее очистку сущку, резку и укладку.
Пример. Трубы, изготавливаемые по предлагаемому способу, разматывают с катушки, центрируют в цилиндрической поверхности, деформируют в волоке на барабанном волочильном . стане по маршруту (16 1)-(3-1,1) мм, правят, калибруют и режут на мерные длины. Для стыковки бунтов на переднем конце очередного рулона забивают волочильную головку диаметром 13 мм и длиной 0,5 м, равной диаметру барабана, и выдавливают поперечные канавки. Соединение производят в момент входа заднего конца трубы предьщущего бунта в проводку путем введения волочильной головки в трубу до упора без остановки стана. Проводка устанавливается соосно в волоке, и расстояние от ее переднего торца до волоки составляет 400 мм (0,5 м/1,23). Проводка и волока закрепляются соосно на одном основании. Расстояние между осью волоки и осью правильных устройств уста7 навливают равным 52 мм (443 мм).
За 1 ч работы изготавливают труб на 20% больще, чем в контрольной партии, что объясняется исключением потери времени на остановку стана для сварки концов труб, и обрывают в месте соединения.
Предлагаемый способ повьщ1ает производительность.
5
Формула изобретения
Способ непрерьшного изготовления труб, включающий подачу буитов труб, протягивание их на барабанном волочильном стане, соединение концов труб предыдущего и последующих бунтов, отделку труб, отличающийся тем, что, с целью повьщ1ения производительности волочения, при соединении ю
концов труб предьвдущего и последующего бунтов в передний конец .трубы последующего бунта вводят волочильну о головку с наружным диаметром, меньшим диаметра трубы, обжимают поперечные канавки и затем ее вводят в задний конец трубы предыдущего бунта на глубину I/2-A/5 длины волочильной головки.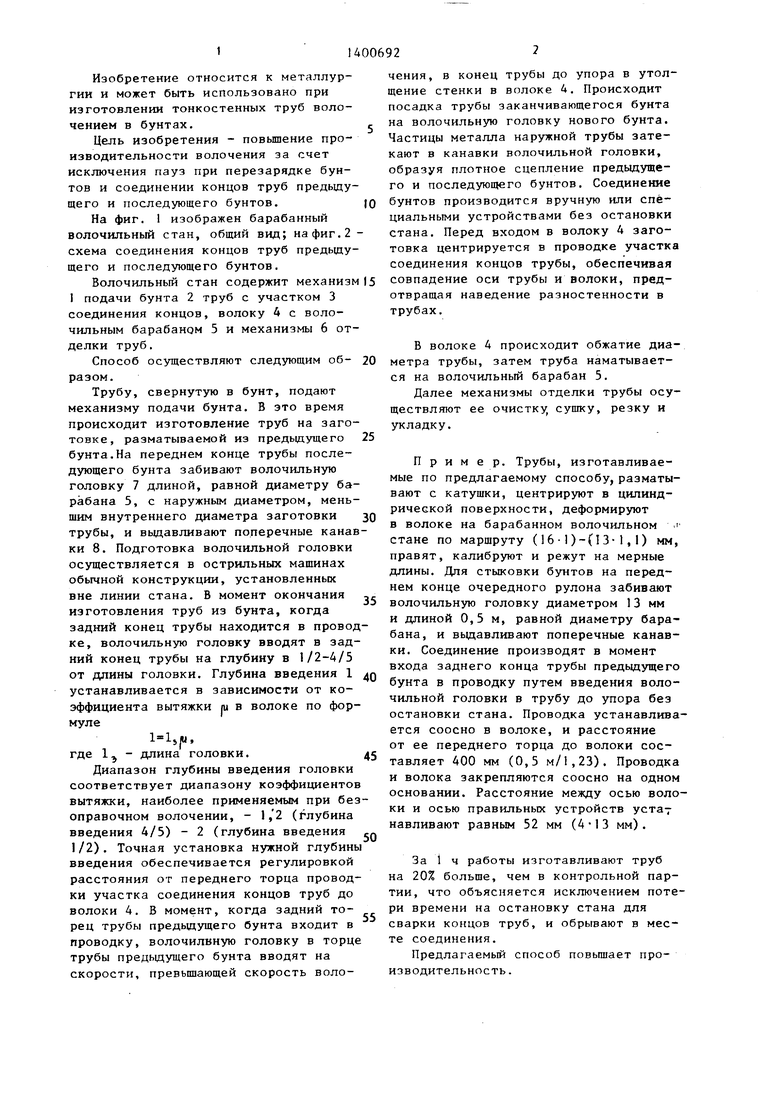
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бухтового волочения труб | 1975 |
|
SU839642A1 |
| Прямоточный волочильный стан для грубо-среднего волочения проволоки | 2019 |
|
RU2741395C2 |
| Способ изготовления составных труб | 1979 |
|
SU848112A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Способ изготовления спиральных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2835717C1 |
| Способ производства проволоки | 1987 |
|
SU1444015A1 |
Изобретение относится к области обработки давлением и может быть использовано на металлургических заводах при производстве тонкостенных труб волочением в бунтах. Целью изобретения является повьппение производительности волочения. Способ изготовления труб предусматривает операцию стыковки бунтов труб для обеспечения непрерьшности волочения и прохождения через механизмы стана. Согласно изобретению для стыковки бунтов на переднем конце трубы очередного бунта забивают волочильную головку, вьщавливают на ней поперечные канавки и вводят в задний конец трубы предыдущего бунта. Наружный диаметр волочильной головки устанавливают меньшим внутреннего диаметра заготовки, что обеспечивает беспрепятственное введение. При обжатии в деформирующей волоке происходит посадка заднего конца предыдущего бунта на волочильную головку следующего бунта. Частицы металла наружной трубы затекают в канавки на головке внутренней трубы, образуя плотное сцепление. Это сцепление обес- с ф печивает протягивание переднего конца заготовки через все механизмы стана. При деформации в волоке происходит удлинение наружной трубы, поэтому для обеспечения свободного течения металла волочильная головка вводится в задний конец трубы предьщущего бунта не до конца, а на 1/2-4/5 длины. Предлагаемый диапазон соответствует удлинениям наружной трубы при волочении с коэффициентами вытяжки 2-1,2, наиболее широко применяемыми на практике. 2 ил. (Л
iO,
- ams n
oomio Jv (ffn
Ц)иг1
.2
| Когос A.M | |||
| Механическое оборудование волочильных и лентопрокатных цехов | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Металлургия, 1980, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
