11
Изобретение относится к сварочиому оборудованию и предназначено для использования, преимущественно, при автоматической и роботизированной сварке в среде защитных газов,
Цель изобретения - обеспечение автоматической очистки горелки от брызг расплавленного металла.
На фиг, 1 схематично изображена горелка в положении для сварки, про- дольньй разрез ; на фиг, ,2 - нижняя часть горелки в положении о дастки от частиц расплавленного металла.
Горелка для электродуговой сварки содержит корпус 1, размещенные в нем токоподводящую трубу 2, сопло 3 ДЛЯ подачи защитного газа, эжектор с соплом 4 для подачи рабочего газа, расположенным на токоподводящей трубке 2 концентрично ей, трубку 5 для подачи рабочего газа, установленную трубки 2 концентрично ей на радиальных ребрах 6. Сопло 4 для подачи рабочего газа жестко закреплено на нерабочем торце сопла 3. Горелка снабжена приводом 7 перемещения сопла 3, выполненным, например в виде электромагнита с сердечником 8, связанным посредством тяг 9 с соплом 4, а через него и с сои- лом 3. Горелка снабжена аспира.цион- ным соплом 10 и коллектором 11 для отсоса пылегазовьщелений, Токопод- водящая трубка 2 используется для подвода защитного газа в сопло 3. Внутри нее расположена направляющая трубка для подачи в зону сварки сварочной проволоки (не показано). Позицией 12 обозначен аспирационный 12„ Сопло 3 и токоподводящая трубка 2 в месте сопряжения выполнены с одинаково направленными конус- ньвусг поверхностями А и Б,
Горелка работает следующим образом В состоянии сварки (фиг. 1) электромагнит привода запитая и прижимает сопло 3 к токоподводящей трубке 2 по конусной поверхности. В зону сварки подается электродная проволока. Одновременно через токоподводящую трубку 2 и сопло 3 в зону сварки поступает защитный газ, а по трубке 5 в сопло 4 поступает рабочий газ.
Образующиеся в процессе сварки вредные газы и аэрозоль просасываются через аспирационный канал 12 в корпусе 1 и через коллектор 11 уда02
яются из зоны сварки, Еакуум в аспи- ационном канале 12 создается за чет энергии рабочего эжектирующего аза подаваемого по трубке 5 к сопу 4. При этом исключается попадание рабочего газа из сопла 4 в соп™ о 3 и далее в зону сварки. Герметичное разъединение внутренних полостей сопел 3 и 4 обеспечивается теМу что контакт межчду токоподводящей трубкой 2 и соплом 3 выполнен по конусным поверхностям Аи Б,
Рабочий газ и удаляемый загрязненный воздух, омывая теплонапряжен- ные элементы (токоподводящую трубку 2 и сопла 3 и 4) , охлалсдают их.
Перед очисткой сварочной горелки от частиц расплавленного металла прекращают подачу электродной проволоки и защитного газа в зону сварки и переключают привод 7, Электромаг - нит привода перемещает магнитный сердечник 8 вверхэ который увлекает за собой посредством тяг 9 сопла 3,и 4 (фиг. 2), Сопло 4 перемещается вверх до упора в торец трубки 5 При этом рабочий газ (или очищающая смесь) через трубку 5 поступает в согшо 3, минуя соп,ло 4 5 внутренняя полость которого изолируется торцовой стороной трубки 5 от внутреннейполости сопла 3, Конусная форма j iacTKa А токоподводящей трубки 2 обеспечивает минимальное сопротивление рабочему газу (или очищающей смеси) при прохождении его из трубки 5 в сопло 3, За счет энергии сжатого рабочего га™ за производится очистка сопла 3 подачи запщтного газа и нижней части токопроводящей трубки 2 от н.алипших частиц металла,
Отсос возд гха через аспирационный канал 12 при очи.стке горелки не производится, поскольку рабочий газ движется через горелку, -{инуя эжектор.
Соединение сопла эжектора и сопла для подвода защитного газа в блок,, установленный с возможностью осевого перемещения и имеющий конусную внут- реннюю поверхность, контактирующую с соответствующей наружной поверхностью токоподводящей трубки, обеспечивает управляемое изменение направления потока рабочего газа, т„е. автоматическую очистку горелки от частиц расплавленного металла, что, в СБОЮ очередь, сократит время этой вспомогательной операции.
/,: /1
IfezaXj
Ш,.
- - - -TiT
yl
--
d
ч и
и
JiiJ
фиг. 1
(Риг.2.
Редяктор i, Гул;ыч:о
Составитель Г.Квартальнова
Техред А.Алиев.Корректор
Закпр 18/2/14Тираж 1001.Подписное
ВНИЖШ Государственного KON iTera СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Ц м.пиал iinn Патент., г. Ужгород, ул. Гфоекткая, 4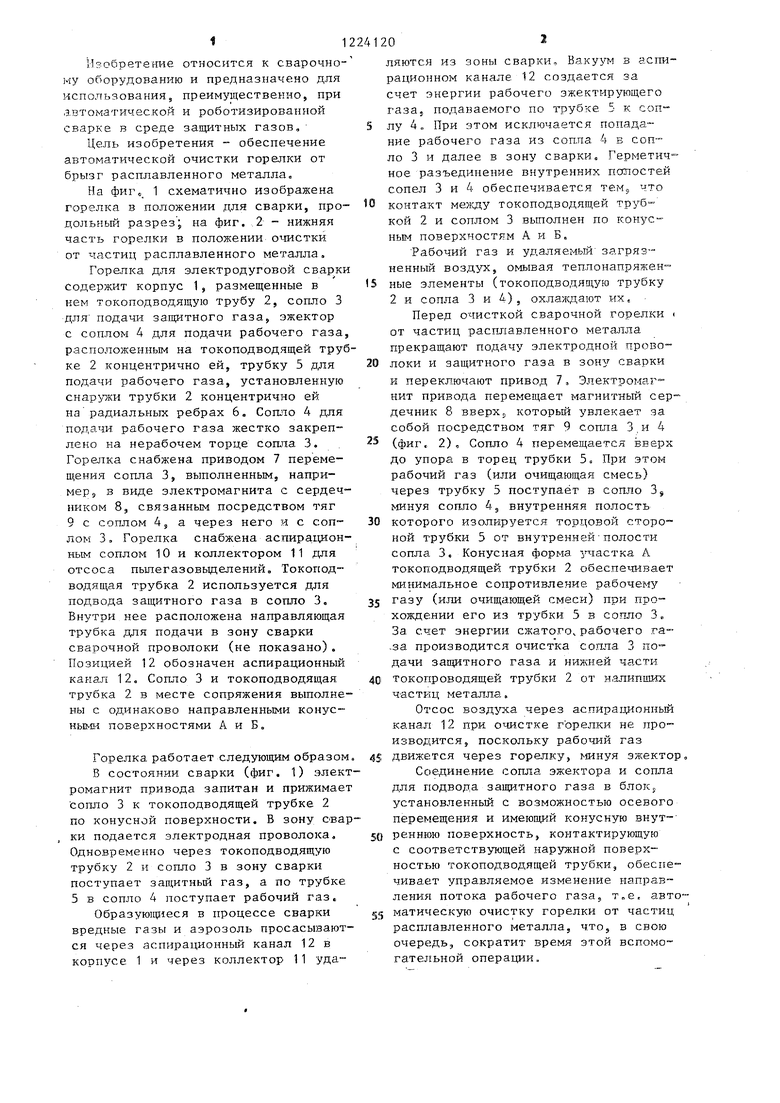
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки в защитных газах | 1984 |
|
SU1197806A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU958054A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |

| СИСТЕМА ЦЕНТРАЛИЗОВАННОГО ТЕПЛО- И ВОДОСНАБЖЕНИЯ | 2009 |
|
RU2416762C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
