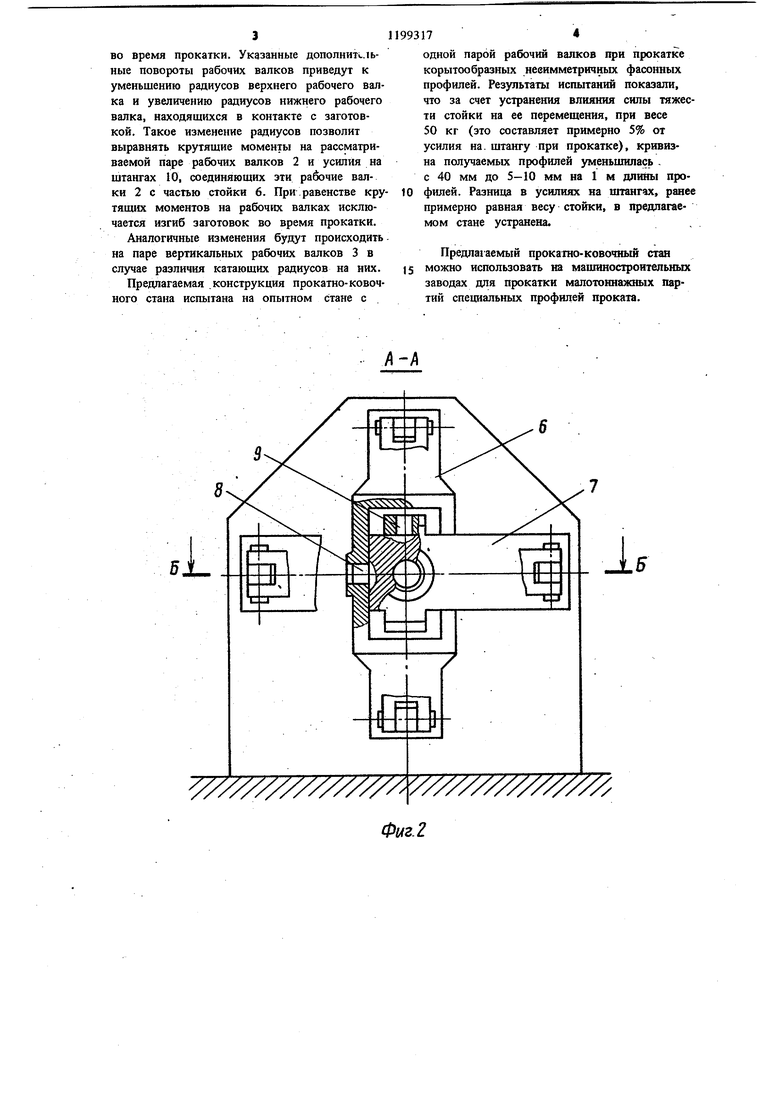
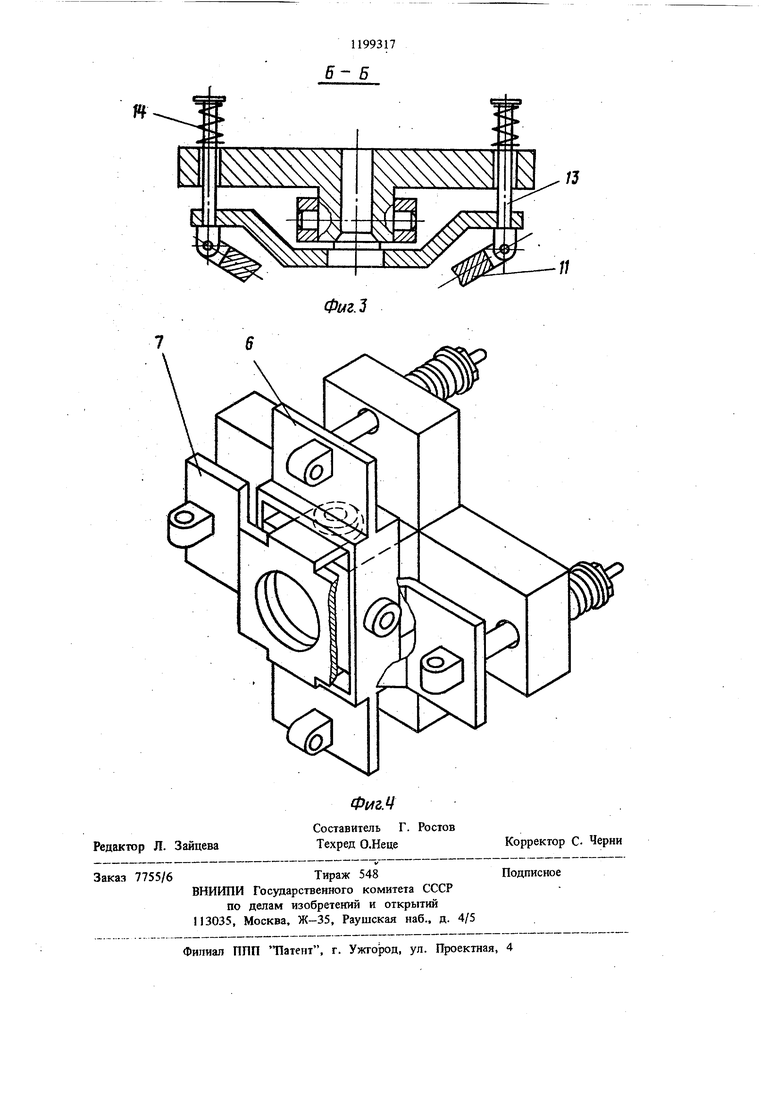
Изобретение относится к прокатному пр изводству, преимущественно к станам для шаговой прокатки, предназначе1шым для получения заготовок простых и фасонных профилей с больигами обжатиями. Цель изобретения - повышение надежности в работе стана и улучшение качеств проката. . На фиг. 1 показан прокатно-ковочный стан, сбоку, разрез; на фиг. 2 разрез А-А ж ;фиг. 1; на фиг. 3 - разр Б-Б па 2s на фиг. 4 - стойка, общий вид. . Стан состоит из прокатной клети 1 с горизоиталыюй 2 и вертикальной 3 парами рабочих валков переменного радиуса. Прокатная клеть 1 установлена на раме 4 ста через ролики 5. Стойка в данном случае выполнена из двух частей 6 и 7, каждая из которых установлена в раме 4 на цапфах 8 и 9 соответственно (при установке в прокатной клети одной пары рабочих ва ков стойка состоит irs одной чайти). Гори тальная 2 и вертикальная 3 пары рабочих валков связаны шарнирно штангами 10 и через кронштейны 12 и 13 с частями 6 и 7 стойки соответстветю. Для установки каждой из частей стойки в исходном положении (перпевдикулярно оси проката) между рамой 4 и кронштейнами 12 и 13 установлены пружины 14. При работе стана прокатная клеть 1 с рабочими валками 2 и 3 переменного радиуса совершаетвозвратно-поступательное движение вдоль оси прокатки. Одновр Meifflo с этим рабочие валки 2 и 3 совершают качательное движение за счет их шарнирной связи штангами 10 и 11 с частями 6 и 7 стойки. Во время прокатки рабочие валки 2 и 3 поворачиваются в направлении стрелок (сплошные линии) с увеличением радиуса валков, контшстируюших с заготовкой, а прокатная клеть перемещается вдоль оси прокатки к стойке 6 и 7 в направлен1Ш стрелки (сплошная линия). Выполнение стойки из нескольких частей, связанных соответственно с рабочими вадками посредством шарниров и штанг, и установка каждой части с возможностью п ворота вокруг осей, параллельных осям рабочих валков и пересекагаших ось прока ки дает возможность каждой части стойки независимо одна от другой при прокат ке поворачиваться в направлении действия на каждую часть стойки от соответствующих 1птанг большего усилия. При этом ра бочие валки каждой пары с параллельно р положенными осями будут во время про172катки одновременно дополнительно, а так- же независимо от другой пары поворачиваться в противоположных направлениях. Рабочие валки с большим крутящим моментом будут дополнительно поворачиваться в направлении, противоположном их повороту при прокатке. В связи с тем, что рабочие валки имеют переменный рабочий радиус по длине рабочей поверхности, возрастаюшей при их повороте во время прокатки, дополнительный поворот рабочих валков в указанном направлении приведет к уменьшению катающих радиусов этих рабочих валков. Обратное явление будет наблюдаться па рабочих валках с меньшим крутящим моментом. При изменении катающих радиусов на рабочих валках изменя- ются и крутящие моменты на этих валках. Причем на рабочих валках, имеющих большой крутящий момент, зтот параметр уменьшается, а на рабочих валках, имеющих крутящий момент, увеличивается. Такое изменение крутящих моментов на рабочих валках происходит до тех пор, пока не выравняются усилия на щтангах, а следовательно, и крутящие моменты на рабочих валках. В предлагаемом прокатно-ковочном стане исключается влияние сил тяжести стойки на ее перемещение, что позволяет повысить точность выравнива 1ия усилий на щтангах и крутящих моментов на рабочих валках. За счет этого повышается надежность работы стана, так как штанги и рабочие валки работают в . одинаковых условиях, и удучшается качество проката вследствие уменьшения изгиба заготовок. При различии катающих радиусов, например, на паре горизонтальных валков 2 во время прокатки крутящие моменты на этих валках и усилия на штангах 10, связывающих эти валки со стойкой 6, будут различными. Из-за этого заготовка будет изгибаться на валок с меньшим крутяшим моментом. Тогда часть стойки 6 будет из равновесного (вертикального) положения поворачиваться на цапфах 8. Например, если крутящий момент на верхнем из рассматриваемой пары рабочих валков и усилие на штанге, связывающей этот рабочий валок со стойкой. будет превышать соответствующие параметры на нижнем валке и штанге, то часть стойки 6 повернется по часовой стрелке (сплошная линия). За счет этого верхний рабочий валок повернется дополнительно в направлении, противоположном повороту во время прокатки, а нижний рабочий валок дополнительно повернется в Направлении поворота
во время прокатки. Указанные дополнит.. 1ьные повороты рабочих валков приведут к уменьшению радиусов верхнего рабочего валка и увеличению радиусов нижнего рабочего валка, находящихся в контакте с заготовкой. Такое изменение радиусов позволит выравнять крутящие моменты на рассматриваемой паре рабочих валков 2 и усилия на штангах 10, соединяющих эти рабочие валки 2 с частью стойки 6. При равенстве крутящих моментов на рабочих валках исключается изгиб заготовок во время прокатки.
Аналогичные изменения будут происходить на паре вертикальных рабочих валков 3 в случае различия катающих радиусов на них.
Предлагаемая .конструкция прокатно-ковочного стана испытана на опытном стане с
одной парой рабочий валков при прокатке корытообразных несимметричных фасонных профилей. Результаты испытаний показали, что за счет устранения влияния силы тяжести стойки на ее перемещения, при весе 50 кг (это составляет примерно 5% от усилия на. штангу при прокатке), кривизна получаемых профилей уменьшилась . с 40 мм до 5-10 мм на 1 м длины профилей. Разница в усилиях на штангах, ранее примерно равная весу стойки, в предлагаемом стане устранена.
Предлагаемый прокагно-ковочный стан можно использовать на машиностроительных заводах для прокатки малотоннажных партий специальных профилей проката.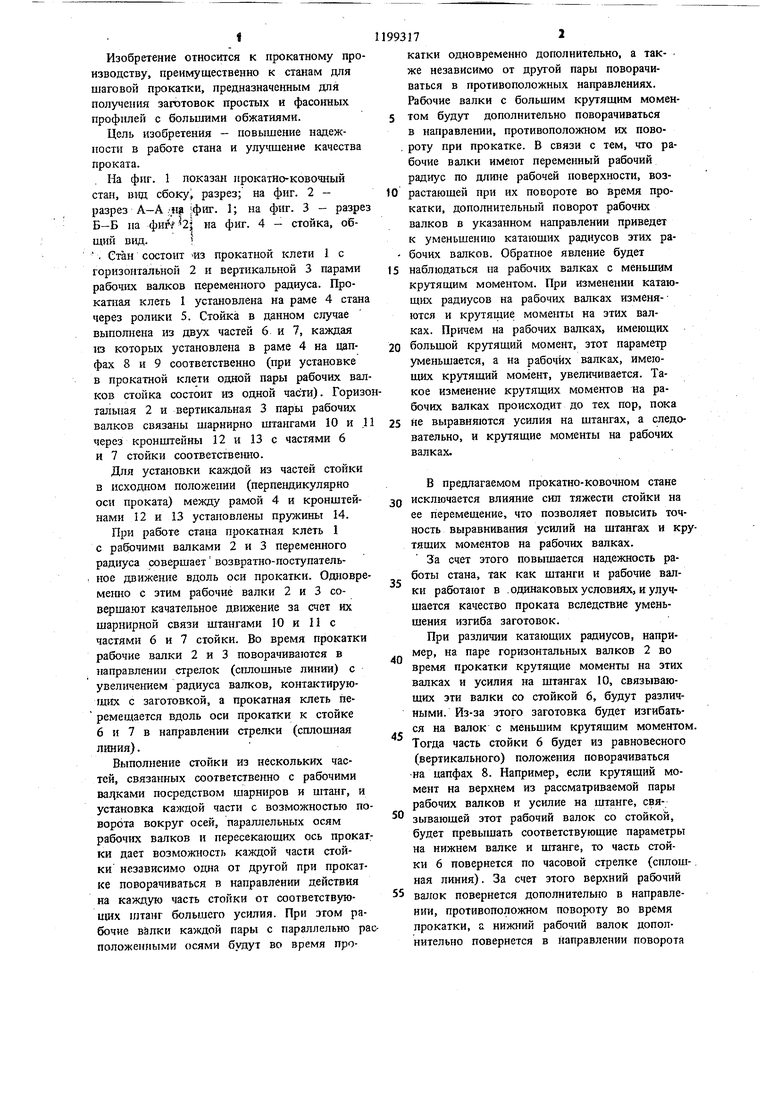
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатно-ковочный стан | 1987 |
|
SU1507469A1 |
| Прокатно-ковочный стан | 1986 |
|
SU1342546A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1523200A1 |
| Прокатный стан с многовалковым калибром | 1984 |
|
SU1235563A1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ЧЕРНОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2014 |
|
RU2591887C2 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
ПРОКАТНО-КОВОЧНЫЙ СТАН, содержащий размещенные на раме стана прок ную клеть с несколькими парами рабочих вал ков переменного радиуса, установленную с возможностью возвратно-поступательного движения вдоль оси прокатки, установленную подвижно стойку с шарнирно закрепленными на ней штангами, связанными другими концами через щарниры с рабочими валками,; отличающийся тем, что, с целью повышения надежности в работе стащ к улучшения качества проката, стойка выполнена из нескольких частей, каждая из которых связана с парой противоположно расположенных валков и установлена на раме с возможностью поворота вокруг оси, параллельной осям соответствующих валков и пересекающей ось прокатки. Ось прокати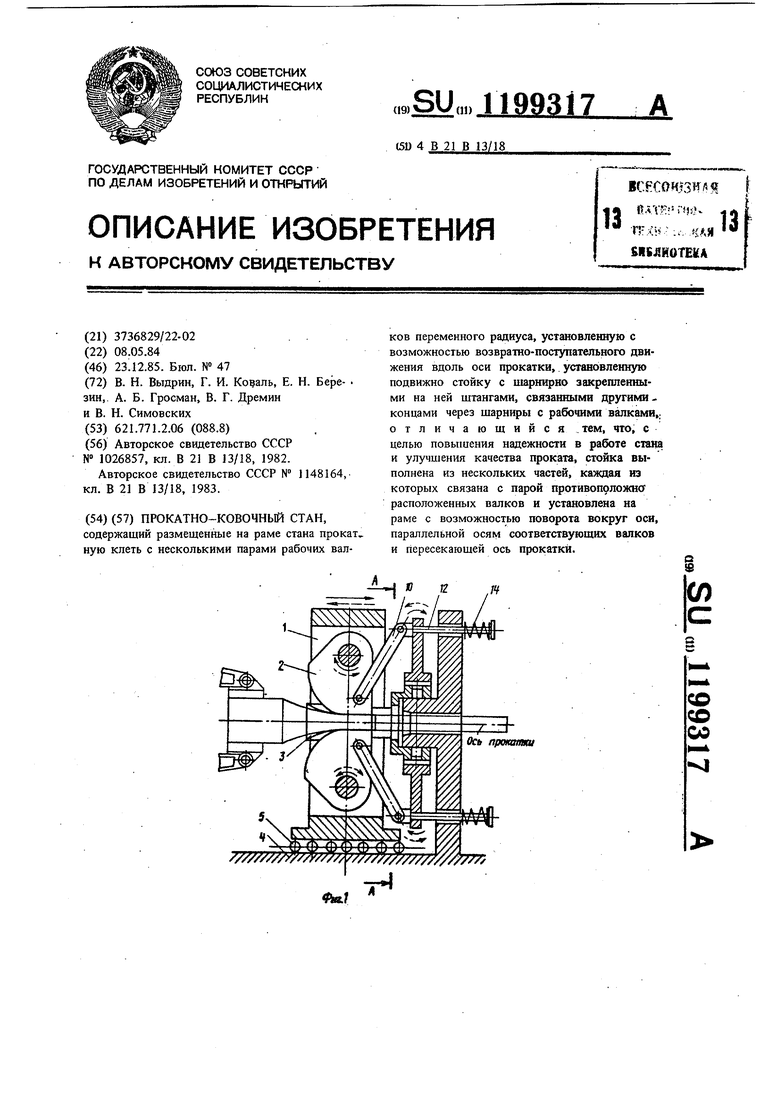
/////////////// /////
Фиг. 2
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 1148164, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
