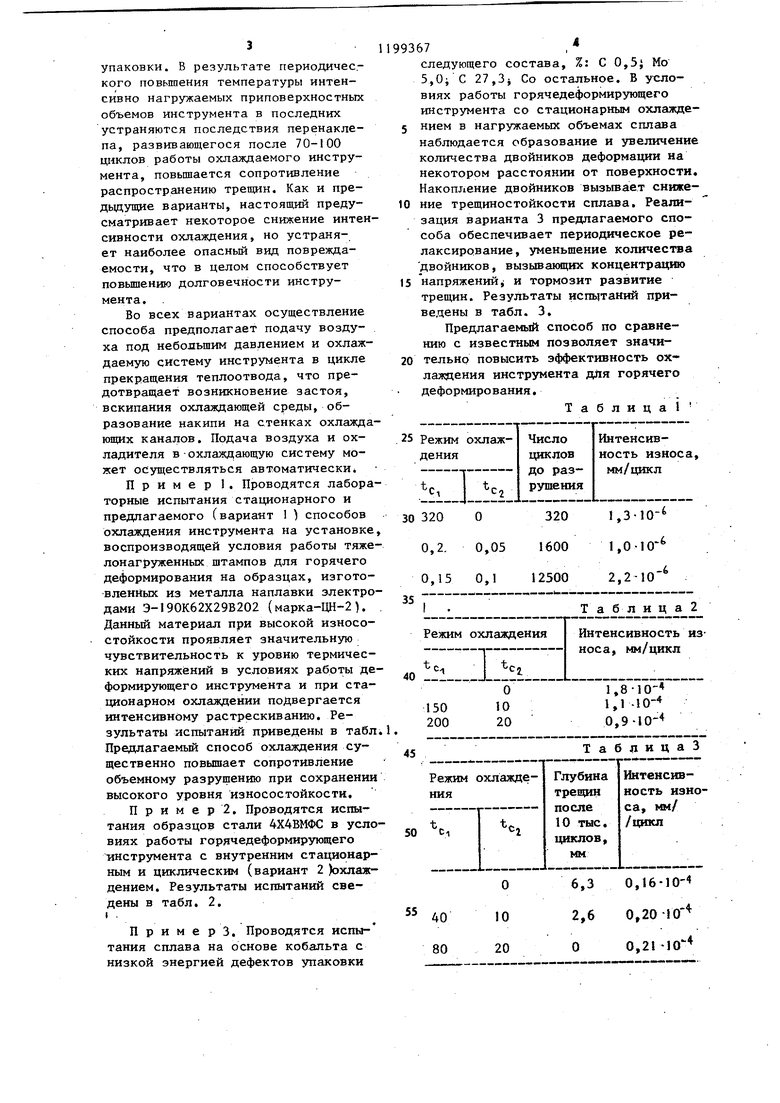
Изобретение относится к обработ ке металлов давлением и может быть использовано для повышения стойкости тяжелонагруженного инструмента, а также других деталей, под вергающихся интенсивному тепловому воздействию, Целью изобретения является повьшение эффективности охлаждения инструмента для горячего деформирования. Параметры t и t- для конкретно го инструмента с внутренним охлаждением определяются аналитически или экспериментально при помощи из мерения температуры рабочей поверх ности в течение кратковременной эк плуатации со стационарным охлаждени ем и без него. Относительные величины параметров режима охлаждения и tr,gp в интервалах рекомендуемых значений выбирают на основе теплового расчета инструмента из условия максимальной интенсивности теплоотвода при допустимом уровне термических напряжений (или градиен те температур ). При этом учитывают что интенсивность охлаждения и уровень термических напряжений определяются величиной соотношения ,. И максимальны при его охл пер равенстве единице, т.е. при стационарном охлаждении. Абсолютные значения tjj и tf,jp выбирают в зависимости от термоусталостных характеристик материала инструмента, учитывая, что амплитуда колебаний температуры и термических напряжений в объеме инструмента определяется величиной t пер возрастает при увеличении последней. Превышение верхней границы рекомендуемого интервала значений длительности цикла подачи охлажданицей среды приводит к формированию термических на пряжений, близких по величине напря жениям при стационарном охлаждении. Прекращение подачи среды на время свыше 0,70tc-, как правило, нерационально, поскольку чрезмерно снижает интенсивность теплоотвода. Реализация приведениого варианта способа обеспечивает за счет варьирования интенсивности охлаждения возможность уменьшения термичес ких напряжений в объеме инструмен7та до заданного уровня, снижает склоИность инструмента к объемному разрушению в результате развития трещин, повьщ1ая тем самым эффективность внутреннего охлаждения, как метода повьш1ения стойкости горячедеформирующего инструмента. Второй вариант способа охлаждения горячедеформирующего инструмента, включающий внутренний отвод тепла охлаждающей средой, пропускаемай с периодическими перерывами через выполненные в теле инструмента каналы., отличается от первого тем, что подачу охлаждающей среды осуществляют в течение 100-200 циклов работы инструмента, после чего ее прекращают на 15-20 циклов. Данный вариант предназначен для инструмента-, изготовленного из штамповых сталей, подвергающегося при эксплуатации нагреву рабочей поверхности до температур выше А, и склонного к ускоренной повреждаемости в результате образования разупрочненной прослойки металла вблизи поверхности. Способ обеспечивает ликвидацию образующейся в |Течение 100-200 циклов (в зависимоети от марки стали) разупрочненной прослойки за счет протекания в цикле перерьша подачи охладителя аустенизации металла на глубине залегания прослойки и последующего распада аустанина в цикле охлаждения с образованием феррито-карбвдной смеси. В результате периодической фазовой перекристаллизации рост зерна и разупрочнение в приповерхностимх объемах подавляются, изменяется механизм и снижается интенсивиость повреждаемости, повьшается эффективность внутреннего охлаждения. Третий вариант способа охлаждения горячедеформирующего инструмента, включающий внутренний отвод тепла охлаждающей средой, пропускаемой с периодическими перерывами через выполненные в теле инструмента каналы, отличается от первых двух тем, что подачу охлаждающей среды осуществляют в течение 70-iOO циклов работы инструмента, после чего ее прекращают на 15-30 циклов. Вариант предназначен для инстру мента из иитеисивно упрочняющихся при ударном нагружении сталей и сплавов с низкой энергией дефектов
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2521260C1 |
| УСТРОЙСТВО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2523901C1 |
| СПОСОБ КОМБИНИРОВАННОГО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2516422C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫХ СЛОЕВ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111355C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775932A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| СПОСОБ РЕМОНТА ПРОКАТНОГО ВАЛКА | 1998 |
|
RU2139764C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| Теплообменный элемент с пространственной решетчатой упорядоченной структурой и центральным телом | 2024 |
|
RU2837444C1 |
1. СПОСОБ ОХЛАЖДЕНИЯ ИНСТРУМЕНТА, заключающийся в подаче охлаждающей среды по каналам, выполненным в теле инструмента, отличающийся тем, что, с целью повышения эффективности охлаждения, подачу охлаждающей среды осзпдествляют циклически, а длительность циклов подачи и перерьша определяют по формулам ,, 
| Матрица для прессования изделий | 1975 |
|
SU543440A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
