Изобретение относится к обработке металлов давлением, в частности к средствам автоматизации производственных процессов, и может быть использовано в различных отраслях машиностроения для многопереходной штамповки равличных деталей.
Целью изобретения является расширение технологических возможностей за счет обеспечения многономенклатурной штамповки.
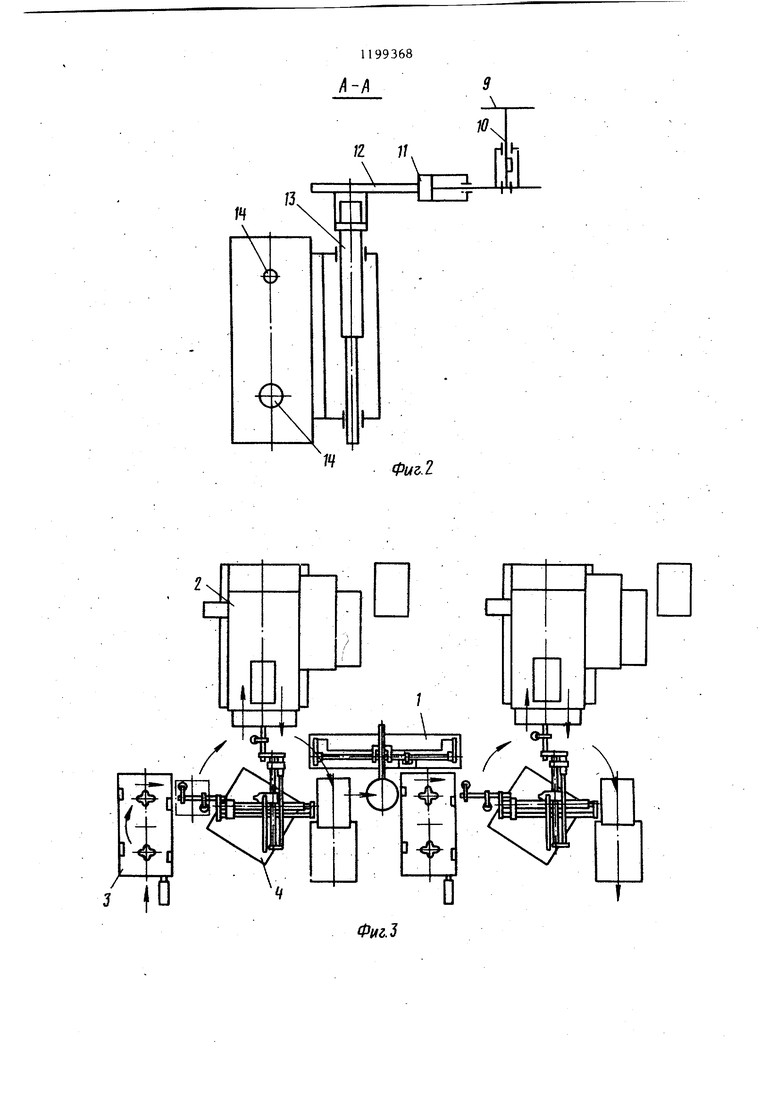
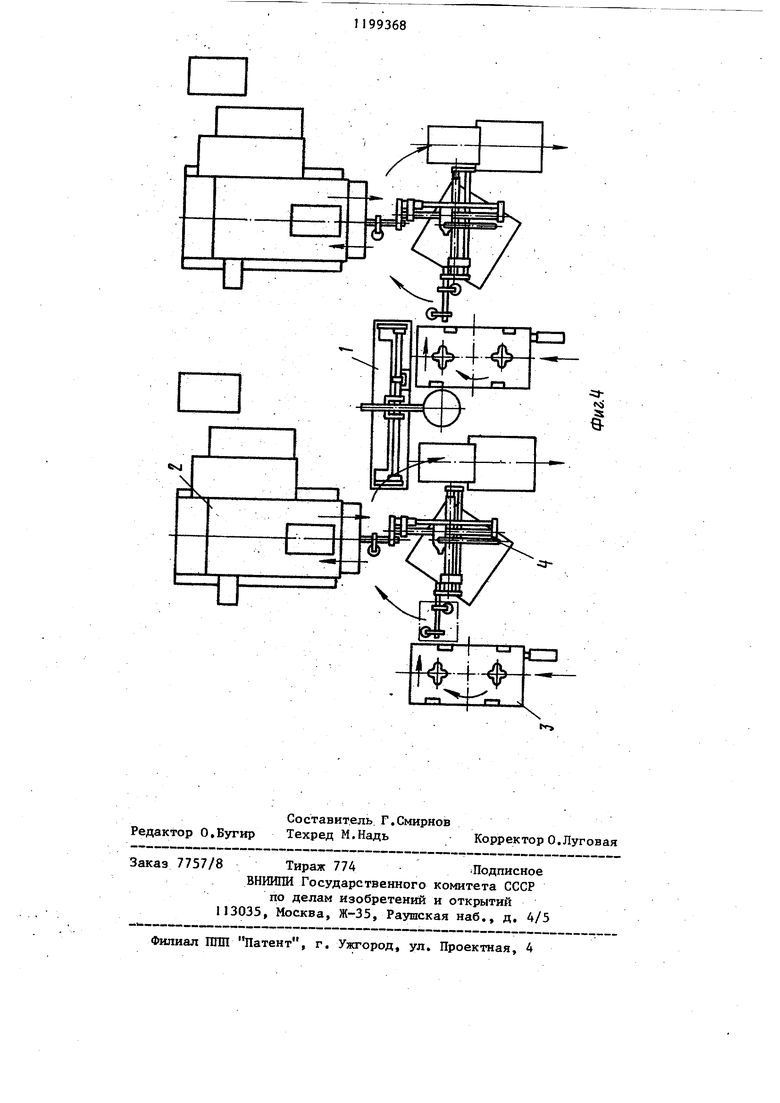
На фиг. J показан роботизированный крмплекс, план; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 cjjeMa использования роботизированного комплекса для последовательной многопереходной штамповки деталей; на фиг. 4 - схема использования участкадля параллельной однооперационной штамповки двух деталей.
Роботизированный комплекс состоит из связанных между собой посредством передающего устройства 1 технологических ячеек, каждая из которых содержит пресс 2, магазин 3 и робот-штамповщик 4 с загружающей 5 и разгружакщей 6 руками. Кром того, каждая технологическая ячейка снабжена приемным устройством 7 в виде лоткового склиза и установленной под ним тарой 8, расположенными в зоне действия разгружающей руки 6 робота-штамповщика 4, Под приемным устройством 7 находится одна из позиций узла 9 ориентащш, посаженного на вал 10 поворотного двигателя, кйторый закреплен через привод 1I поперечного перемещения на консоли 12, смонтированной на передающем устройстве 1. Консоль 12 связана с приводами вертикального 13 и предельного 14 перемещений. Магазин 3 снабжен поворотным столом 15 с дн мя кассетами для заготовки, которые образуются стойками 16, закрепленными с возможностью их фиксации по контуру укладываемой заготовки. Каждая из кассет поочередно устанавливается на рабочей позиции,, имеющей подъемник (не показан ), расположенной в зоне действия загружающей руки 5 робота-штамповщика 4.
Одна из возможных программ работы робототехнологического штамповочного участка при изготовлении деталей методом многопереходной, штамповки может осуществляться по схеме, показанной на фиг. 3. Робот-шта повщик 4 головной технологической
93681
ячейки рукой 5 захватывает заготовку из стопы, установленной на рабочей позиции магазина 3, и перемещает ее вштамповое пространство пресса 2. После штамповки заготовка из. влекается из штампа рукой 6 и укладывается на узел 9 ориентации передающего устройства 1, последний перемещает ее к магазину 3 второй технологической ячейки, где робот-штамповщик 4 по описанному циклу обеспечив ет перемещение заготовки для выполнения второй штамповочной операции, после выполнения которой заготовка сбрасывается на приемное устройство 7 и попадает в тару 8.
При изготовлении однооперационных деталей после штамповки ее на первой ячейке деталь сбрасывается
20 на приемное -устройство 7 и в тару 8, а на второй ячейке заготовка захватывается из стопы, установленной на магазине 3, далее штамповка осуществляется в последовательности,
25 приведенной, вьш1е.
Количество ячеек в комплексе может быть любым, в зависимости от объема производства, причем могут использоваться пресса различных усилий,
30 последовательность расположения прессов обуславливается технологическим процессом изготовляемых на участке деталей. Головной может являться любая ячейка, кроме последней.
Технико-экономические преимущества изобретения заключаются в том, что взаимное расположение состав-, ных частей робототехнологического штамповочного участка и конструктивные особенности его отдельных частей, в частности передающего устройства, обеспечивают возможность не только изготовления на нем деталей с количеством операций штамповки, равным числу ячеек, но и однооперационных деталей параллельными потоками, а -также комбинации деталей с разным числом операций,
сумма которых равна или меньше числа ячеек при условии штамповки параллельными потоками.
При этом изменение комбинации деталей с разным числом операций
не требует перепланировки как самих ячеек, так и робототехнологического штамповочного участка в целом.
A-/
/3.
W
10
V. f te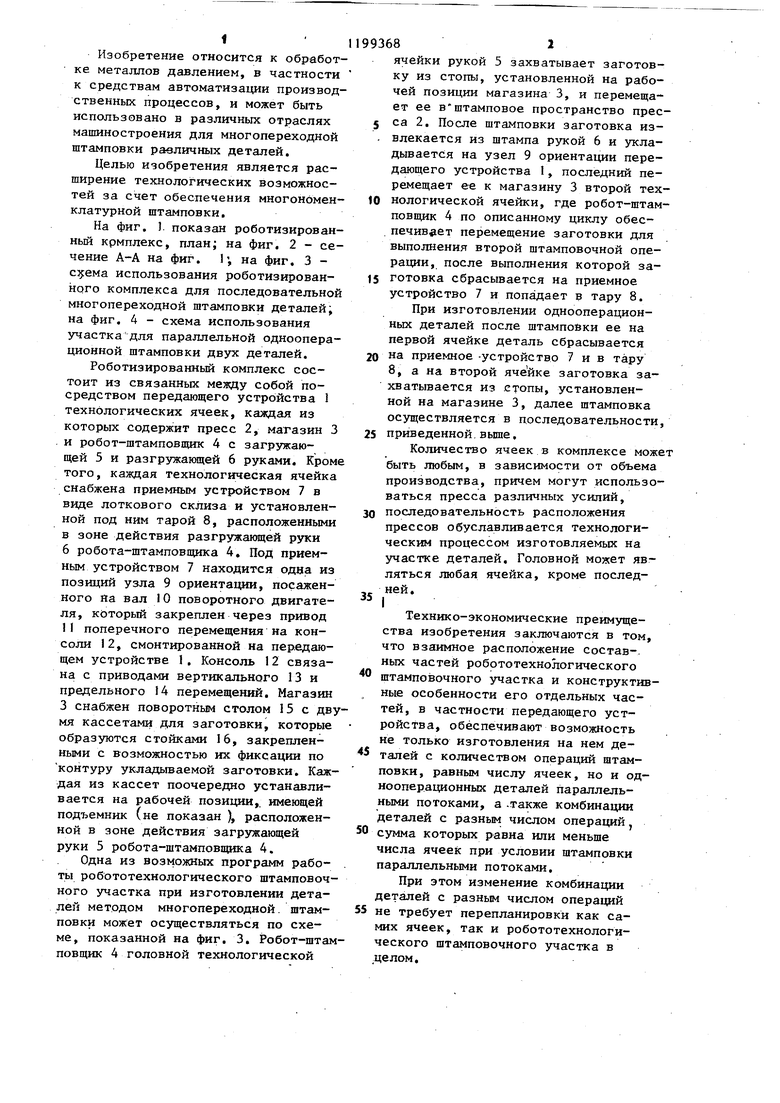
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Роботизированная линия для многопереходной штамповки | 1986 |
|
SU1450897A1 |
| РОБОТИЗИРОВАННЫЙ ИНФОРМАЦИОННО-ТЕХНОЛОГИЧЕСКИЙ МОДУЛЬ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В МОТКАХ | 2011 |
|
RU2497619C2 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1540907A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
РОБОТИЗИРОВАННЫЙ КОМШ1ЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ.ШТАМПОВКИ, содержащий установленные в технологической последовательности и связанные системой управления прессы, магазин для размещения заготовок, роботы с двумя руками для укладки и снятия заготовок,.передающие устройства, имеющие привод с поворотным валом и узлом ориентации заготовки, отличающийся тем, что, с -целью расширения технологических возможностей за счет обеспечения многономенклатурной штамповки, он снабжен приемным устройством, вьшолненным в виде лоткового склиза и установленным под узлом ориентации заготовок который устаI новлен на поворотном валу привода (Л посредством горизонтальной консоли с возможностью возвратно-поступательного перемещения в горизонтальном направлении. со со 00 Од 00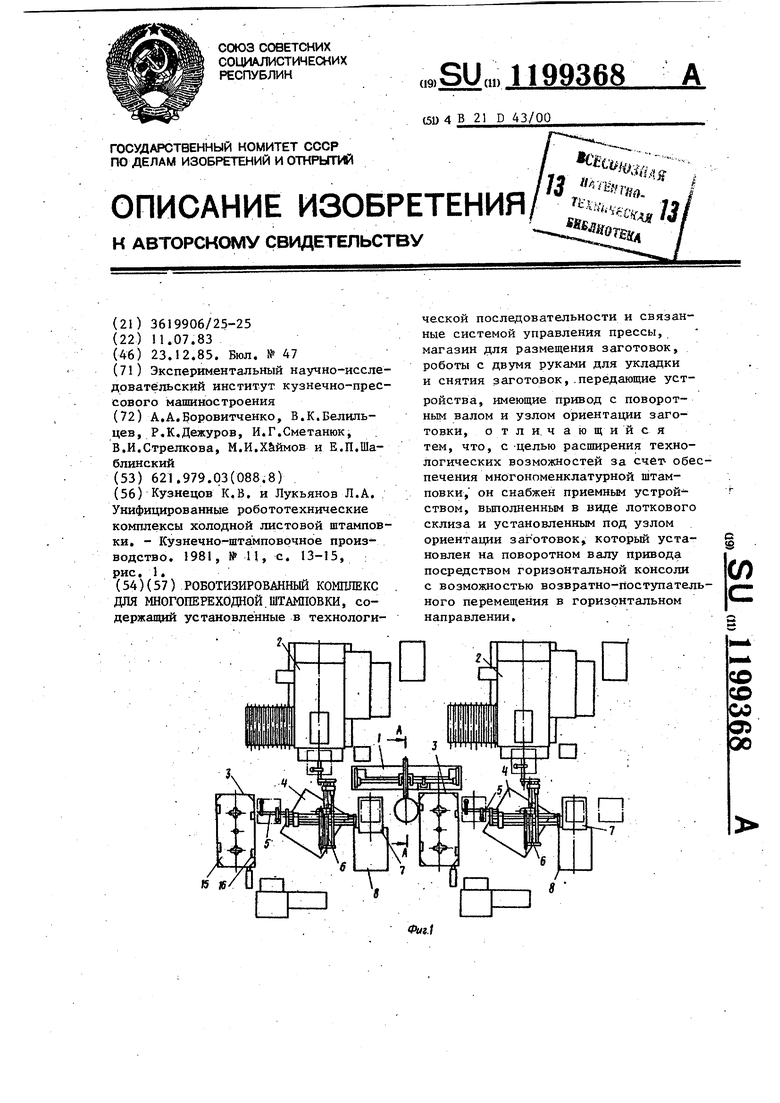
щ
Фиг.2
| Кузнецов К,В | |||
| и Лукьянов Л.А | |||
| Унифицированные робототехнические комплексы холодной листовой штамповки | |||
| - Кузнечно-штамповрчное производство | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Насос | 1917 |
|
SU13A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
