4
СО
оо
Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации процессов штамповки деталей из штучных заготовок.
Избестна автоматическая линия, содержащая магазинное устро йство, пресс, робот-штамповщик и систему управления 1.
Недостатком этой автоматической линии является возможность подачи в пресс сдвоенных заготовок, что снижает надежность ее работы.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является автоматическая линия, содержащая магазинное устройство, устройство для поштучной выдачи заготовок, включаюшее поворотную в вертикальной плоскости платформу, пресс, многорукий робот-штамповщик со схватами и систему управления 2.
Недостатками известной автоматической линии являются снижение ее производительности при попадании в устройство для поштучной выдачи сдвоенных заготовок, а также невозможность ее работы в поточном участке многопереходной штамповки.
Целью изобретения является повышение производительности линии и обеспечение возможности ее работы в поточном участке многопереходной штамповки.
Указанная цель достигается тем, что в автоматической линии, содержащей магазинное устройство, устройство для поштучной выдачи заготовок, включающее поворотную в вертикальной плоскости платформу, пресс, многорукий робот-щтамповщик со схватами и систему управления, устройство для поштучной выдачи заготовок снабжено приводной поворотной план-шайбой с приводами вертикального и горизонтального перемещений, при этом центр поворотной платформы установлен на траектории перемещения схватов робота-штамповщика от магазинного устройства к прессу, приводная поворотная планшайба размещена с возможностью горизонтального перемещения параллельно фронту пресса и установки в позицию, соответствующую центру поворотной платформы, а робот-штамповщик выполнен трехруким.
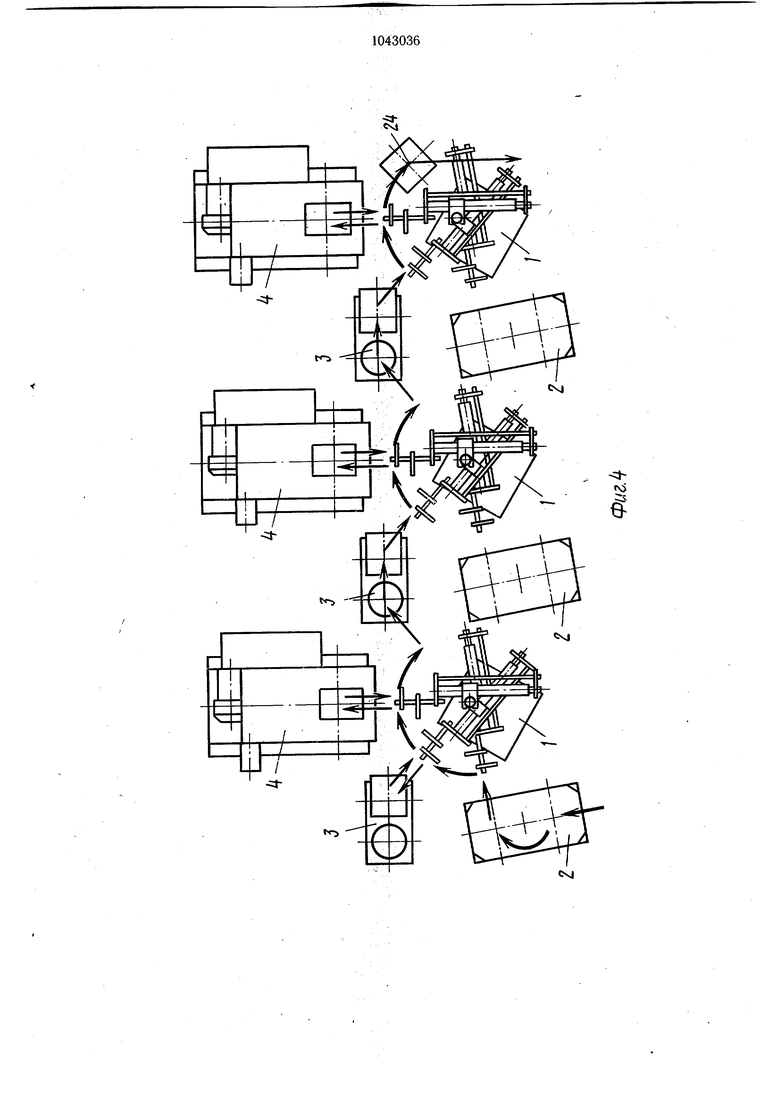
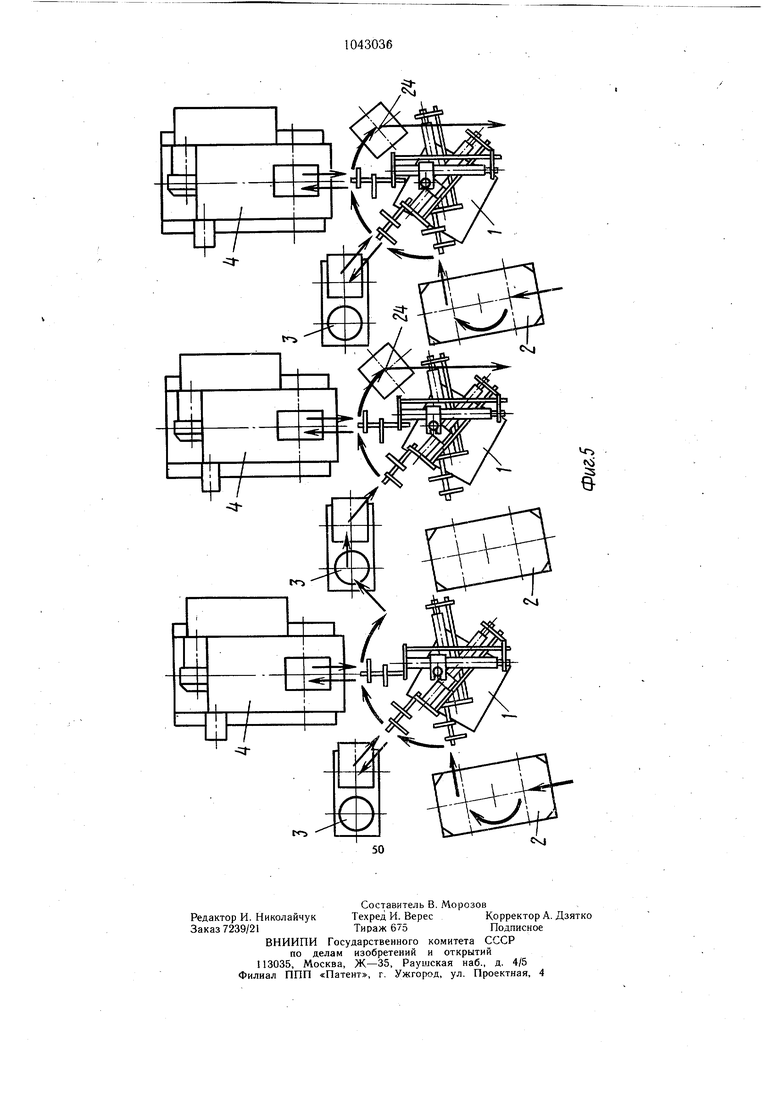
|.. На фиг. 1 изображена автоматическая линия, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг 3 - схема использования автоматической линии в составе поточного штамповочного участка для однооперационной штамповки деталей; на фиг. 4 - то же, в составе поточного штамповочного участка для многооперационной штамповки деталей; на фиг. 5 - то же, в составе поточного штамповочного участка для однои многооперационной штамповки.
Автоматическая линия состоит из связанных с системами питания и управления робота-штамповшика 1, магазинного устройства 2, устройства 3 поштучной выдачи и пресса 4.
Устройство 3 поштучной выдачи расположенно таким образом, что его рабочая позиция 5 находится между рабочими позициями 6 и 7 соответственно магазинного устройства 2 и пресса 4 на траектории перемещения схватов 8-10, которая в горизонтальной плоскости представляет собой дугу окружнЛти, описанную радиусом R относительно вертикальной оси 11 поворота рук 12-14 робота-штамповщика 1.
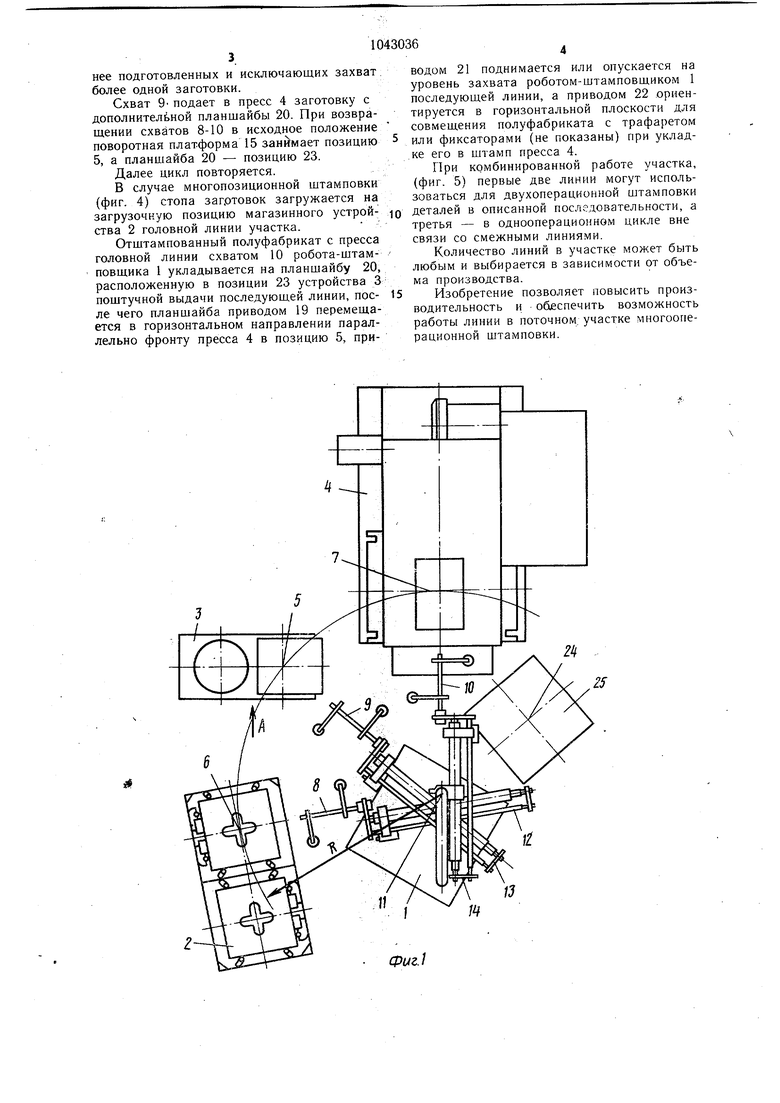
Устройство 3 поштучной выдачи выполнено в виде поворотной платформы 15, закрепленной на корпусе 16 с помощью шарнира 17 и связанной посредством рычага 18 с приводом 19 горизонтального перемещения, на котором параллельно фронту пресса 4 установлена дополнительная планшайба 20, взаимодействующая с приводами 21 и 22 вертикального перемещения и поворота вокруг вертикальной оси соответственно.
Привод 19 горизонтального перемещения обеспечивает реверсирование планшайбы 20 между осями позиций 23 и 5, причем последняя совпадает с осью платформы 15 в ее рабочем положении.
В выгрузочной позиции 24 расположена тара 25 для укладки отштампованных деталей. Робот-штамповщик 1, магазинное устройство 2, устройство 3 поштучной выдачи и пресс 4 оснащены датчиками (не показаны), контролирующими положение рабочих органов, заготовок или полуфабрикатов, заданные параметры и т.д.
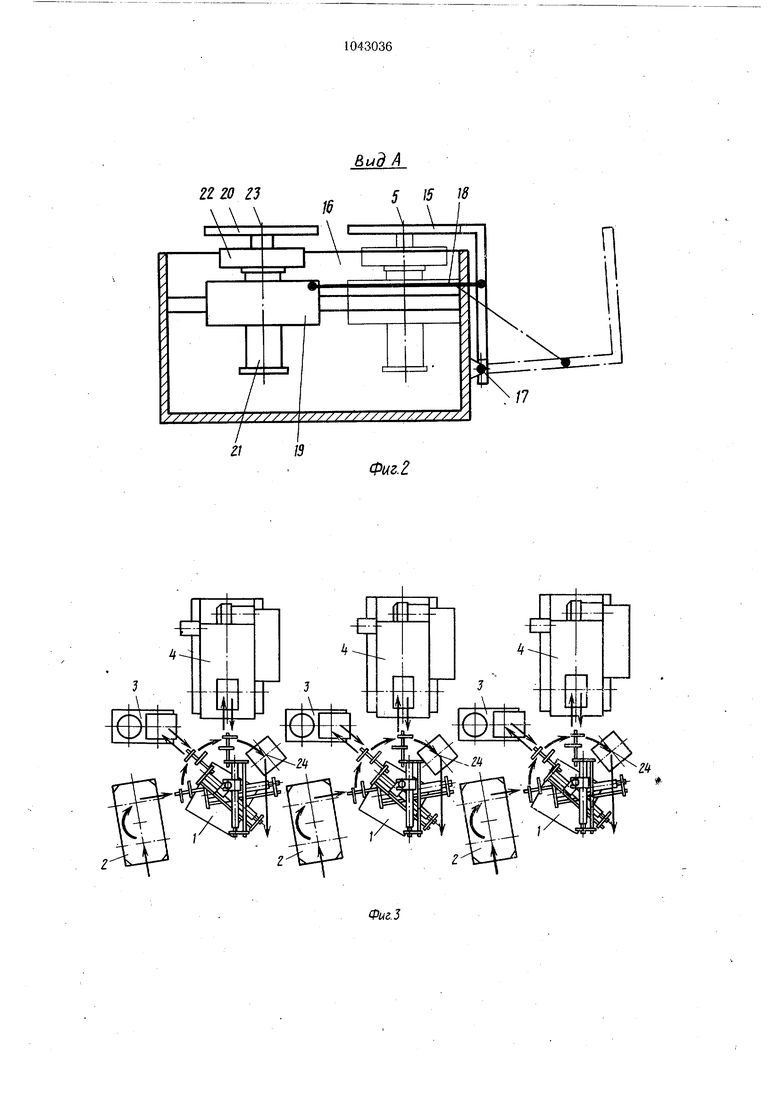
Работа автоматической линии в однооперационном цикле осуществляется следующим образом (фиг. 3).
Стопа заготовок загружается на загрузочную порцию магазинного устройства 2 каждой автоматической линии многооперационного участка и посредством поворота стола перемещается на рабочую позицию 6.
Робот-щтамповщик 1 по заданной программе схватом 8 перемещает заготовки с рабочей позиции магазинного устройства 2 на поворотную платформу 15 механизма 3 поштучной выдачи, схватом 9 - с платформы 15 механизма поштучной выдачи 3 в штамповочное пространство пресса 4, схва5 том 10 - из штамповочного пространства пресса 4 в тару 25 на выгрузочной позиции 24.
Если при захвате заготовки с рабочей позиции 6 магазинного устройства 2 схват 8 передает на рабочую позицию 5 механизма 3 поштучной выдачи более одной заготовки, то по сигналу датчика контроля поштучного захвата заготовок, расположенного на руке 12 (не показан), планшайба 20 механизма поштучной выдачи совершает перемещение с позиции 23 на позицию 5. При 5 этом платформа 15 поворачивается в вертикальной плоскости и сбрасывает уложенные на нее заготовки, а ее позицию занимает планшайба 20 со стопой заготовок, заранее подготовленных и исключающих захват более одной заготовки. Схват 9 подает в пресс 4 заготовку с дополнительной планшайбы 20. При возвращении схватов 8-10 в исходное положение поворотная платформа 15 занйгмает позицию 5, а планшайба 20 - позицию 23. Далее цикл повторяется. В случае многопозиционной штамповки (фиг. 4) стопа загртовок загружается (шиг ti стопа 3ar,uiubui di ч« загрузочную позицию магазинного устройИва 2 головной линии участка. 5С| i 1 fJ tJlIllirili J ii v-iixv.Отщтампованный полуфабрикат с пресса головной линии схватом 10 робота-щтамповщика 1 укладывается на планщайбу 20, расположенную в позиции 23 устройства 3 поштучной выдачи последующей линии, пос Л ,,, .ПШ1ЖТ 1-1 г 1 п ct п Tif- 41 CiJX ТТМиЫЫ чего планшайба приводом 19 перемещается в горизонтальном направлении параллельно фронту пресса 4 в позицию 5, приводом 21 поднимается или опускается на уровень захвата роботом-штамповщиком 1 последующей линии, а приводом 22 ориентируется в горизонтальной плоскости для совмещения полуфабриката с трафаретом или фиксаторами (не показаны) при укладке его в штамп пресса 4. При комбинированной работе участка, (фиг. 5) первые две линии могут использоваться для двухоперационной штамповки „.„v,.. „- --- , Деталей в описанной последовательности, а третья - в однооперационном цикле вне связи со смежными линиями. Количество линий в участке может быть любым и выбирается в зависимости от объема производства. Изобретение позволяет повысить производительность и -обеспечить возможность работы линии в поточном участке мпогооперационной штамповки.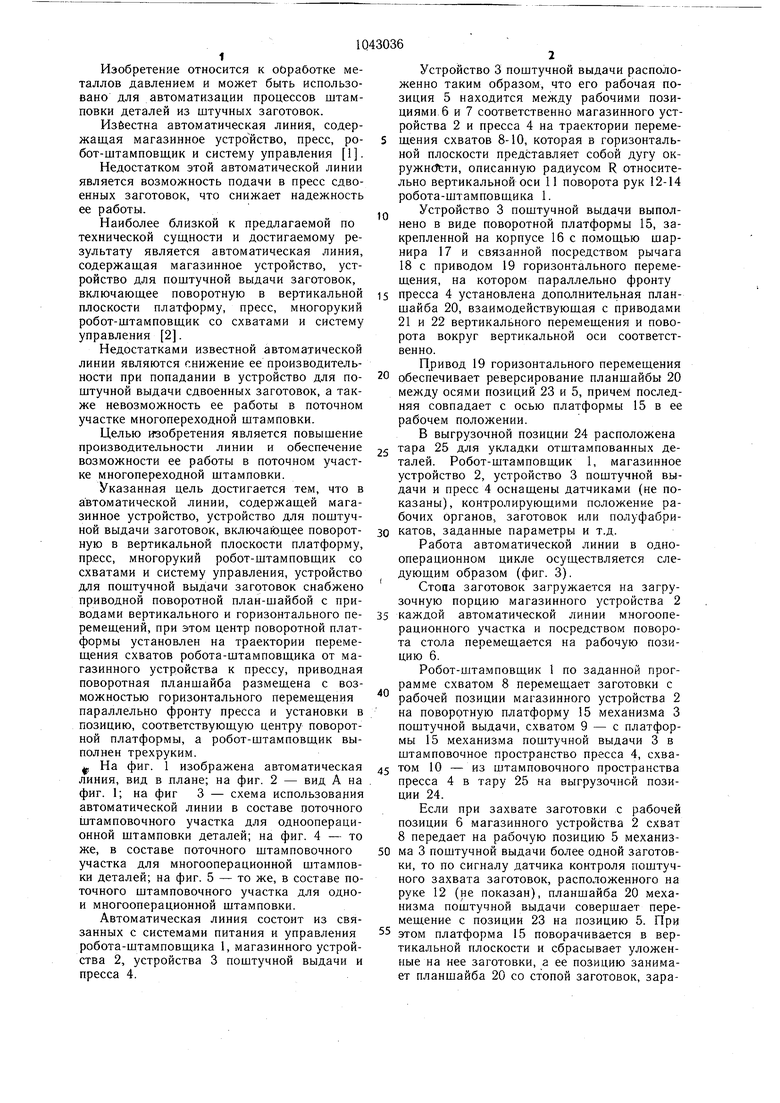
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ, содержащая магазинное устройство, устройство для поштучной выдачи заготовок. включающее поворотную в вертикальной плоскости платформу, пресс, многорукий робот-штамповщик со схватами и систему управления, отличающаяся тем, что, с целью повышения производительности и обеспечения возможности работы в поточном участке многопереходной штамповки, устройство для поштучной выдачи заготовок снабжено приводной поворотной планшайбой с приводами вертикального- и горизонтального перемещения, при этом центр поворотной платформы установлен на траектории перемещения схватов робота-штимповщика от магазинного устройства к прессу, приводная поворотная планшайба размещена с возможностью горизонтального перемещения параллельно фронту пресса и установки в позицию, соответствующую центру поворотной платформы, а робот-штампов(Л щик выполнен трехруким.
i
ггго гз
. .Ц
Вид А
/ г/
/5
Фиг.2
ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Белянин П | |||
| Н | |||
| Промышленные роботы | |||
| М., « Машиностроение, 1975,: с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
