11зобретение относится fc обработке металлов давлениен. в частности к конструкциям штампового инструмента оривои Льно-йЬвочных машин (ГКМ) . j Цель и о ре-тения - расширение тех возможностей штамповки поковвк счет изготовления ив них ijont : поковок С глубиной полости лревышающей величину обратного хода цолзуна ГКМ при закрытых полуматрицах, обратным выдавливанием. На чертеже показано предлагаемое устройство, общий вид. , Устройство содержит пуансон 1, смонтированный на подвижном блоке 2, а также пару полуматриц с вертикальной линией разъема, одна 3 из которых неподвижно смонтирована в корпусе ГКМ (не показана), а другая 4 установлена на запасном ползуне (не показан) и подвижна в чгаправле. НИИ, перпендикулярном оси давления. В сомкнутом положении обе полуматрицы образуют ручьевую гравюру, включаю щую со стороны, противоположной пуан сону 1, полость для размещения зажим ных губок с фланцем клещей-упора 5. В неподвижной полуматрице размещен фиксатор положения клещей-упора отно сительно ручьевой гравюры и съемник 6 изделий с пуансона. Фиксатор положения клещей-упора состоит из стержня 7 , пружины 8 и гибкого элемента 9, соединяющего стержень 7 с подвижным блоком 2. На фланце клещей-упора выполнено отверстие 10 под стержень 7. Устройство работает следующим образом . В исходном положении полуматрицы 3 И 4 раскрыты, пуансон 1 с подвижным блоком 2 отведен от них. При этом гибкий элемент 9 (например, цепь) натянут, пружина 8 сжата и стержень 7 фиксатора выведен из фланцевой части полости под, клещи-упор 5. Заготовку вставляют в клещи-упор 5 и вместе с ним размещают в ручьевой гравюре неподвижной полуматрицы 3 таким образом, чтобы о.тверстие 10 фланца клещей-упора было расположено напротив конца стержня 7 фиксатора. При рабочем ходе полуматрицы 3 и 4 смыкаются, пуансон 1 приближается к полуматрицам, натяжение гибкого злемента 9 ослабевает и стержень 7 фиксатора под действием пружины 8 входит в отверстие 10 фланца клещей-упора, после чего начинается прошивка заготовки пуансоном 1. После окончания прошивки пуансон 1 начинает перемещаться в обратном направлении. Поскольку глубина прошиваемого отверстия превьш1ает величину хода пуансона, во время которого полуматрицы сомкнуты, после их разведения изделия от смещения вместе с пуансоном удерживает съемник 6, в который упирается поковка своим торцом. При извлечении пуансона 1 из полости поковки момент от пары сил , стремящийся вывернуть поковку вместе с клещами-упором из ручьевой гравюры неподвижной полуматрищл, воспринимается концом стержня 7 фиксатора, находящимся в отверстии 10 фланца клещейупора 5. Благодаря этому становится возможной штамповка поковок с глубокими полдстями обратным выдавливанием при высокой стойкости пуансона и отсутствии усилий, травмирующих руки штамповщика и удерживающих клещи-упор в ручьевой гравюре неподвижной полуматрицы во время обратного хода пуансона 1.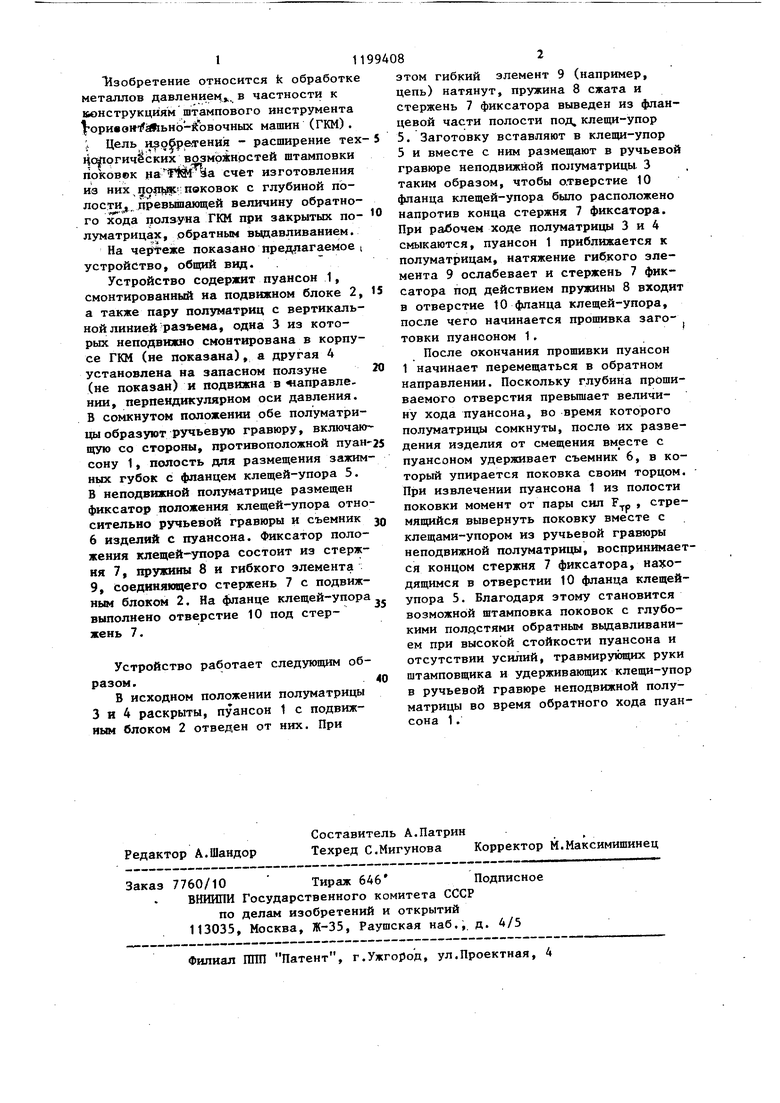
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп к горизонтально-ковочной машине | 1972 |
|
SU438481A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1982 |
|
SU1174142A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Штамп для объемной штамповки | 1977 |
|
SU668759A1 |
УСТРОЙСТВО ДЛЯ ПРОШИВКИ ГЛУБОКИХ ОТВЕРСТИЙ преимущественно на горизонтально-ковочных машинах, содержащее смонтированный жестко на подвижном блоке пуансон, пару полуматриц, одна из которых установлена неподвижно в корпусе и снабжена съемникомизделия с пуансона, а другаяОстановлена подвижно в направлении, перпендикулярном оси давления, образующую в сомкнутом положении ручьевую гравюру с полостью для размещения зажимных губок с фланцем клещей-упора, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено фиксатором положения кле-i щей-упора относительно ручьевой гравюры в виде стержня, подпружиненного относительно съемника в направлении оси давления и расположенного в неподвижной полуматрице с возможностью ограниченного перемещения в направлении оси давления и взаимодействия с фланцем зажимных губок клещей-упора, в последнем выполнено (Л отверстие под указанный стержень, причем конец стержня со стороны, противоположной клещам-упору, соёди нен гибким элементом с подвижным блоком. .«. 1 . СО 00
| Брюханов А.И | |||
| и др | |||
| Горячая штамповка | |||
| Конструирование и расчет штампов | |||
| М.: Машгиз, 1952, с | |||
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ТОРФОПЕРЕГНОЙНЫХ ГОРШОЧКОВ | 0 |
|
SU382383A1 |
