технологического
(;о ;о ел
4
СО потона
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки кабин грузовых автомобилей.
Целью изобретения является снижение металлоемкости путем сокращения длины поточной линии.
На фиг. 1 изображена предлагаемая поточная линия, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 и б - схемы работы тягового транспортера.
Поточная линия для сборки и сварки кабин грузовых автомобилей содержит установленные на рабочих позициях установку 1 сборки задней панели с основанием, установку 2 сборки боковин с кабиной, установку 3 сварки боковин с кабиной, установку 4 сборки передней панели с кабиной, установку 5 сварки задней панели с кабиной, установку 6 сварки передней панели с кабиной, установку 7 сборки крыши с кабиной, установку 8 сварки крыши с кабиной и установку 9 съема сваренных кабин. Каждая рабочая позиция снабжена кондуктором 10.
Кондуктор 10, расположенный на рабочей позиции, где размещены установка 4 сборки передней панели с кабиной и установка 5 сварки задней панели с кабиной, закреплен на поворотном столе 11.
Все рабочие позиции связаны между собой щагающим конвейером 12, состоящим из неподвижной рамы 13, на которой установлен привод 14 подъема и рычаги 15, связанные между собой тягами 16. Вторые плечи рычагов 15 соединены с подъемной рамой 17. На неподвижной раме 13 установлен привод 18 продольного перемещения, связанный с подвижной рамой, состоящей из двух тяг 19 и 20, которые соединены между собой двумя щарнирно установленными звеньями 21, связанными между собой пружиной 22 растяжения. На неподвижной раме 13 (основании) установлены упоры 23 и 24. У обеих тяг 19 и 20 подвижной рамы установлены направляющие втулки 25, в которых перемещаются подъемные шганги 26. Нижний конец подъемной штанги 26 установлен на каретке 27, имеющей возможность перемещаться по подъемной раме 17.
Поточная ли-ния работает следующим образом.
Узлы кабины (основание и задняя панель) подаются цеховым транспортом (не показан) на позицию сборки в установку 1
сборки задней панели с основанием. После выполнения операций изделие подается на следующую рабочую позицию с помощью шагающего конвейера 12. При поступлении г кабины на рабочую позицию, оборудованную установкой 4 сборки передней панели с кабиной и установкой 5 сварки задней панели с кабиной, кабина устанавливается шагающим конвейером 12 на кондуктор 10, затем стол 11 поворачивает кондуктор 10 с установленной на нем кабиной на 90° и после остановки начинают работать установка 4 сборки передней панели с кабиной и установка 5 сварки задней панели с кабиной. После выполнения технологических операций на
с этой позиции и возврата установок в исходное положение поворотный стол 11 разворачивает кондуктор 10 в обратную сторону и затем кабина передается конвейером 12 на следующие позиции, на которых происходит насыщение узлами до поступления на установку -9 съема сваренных кабин, откуда кабина снимается цеховым транспортером (не показан).
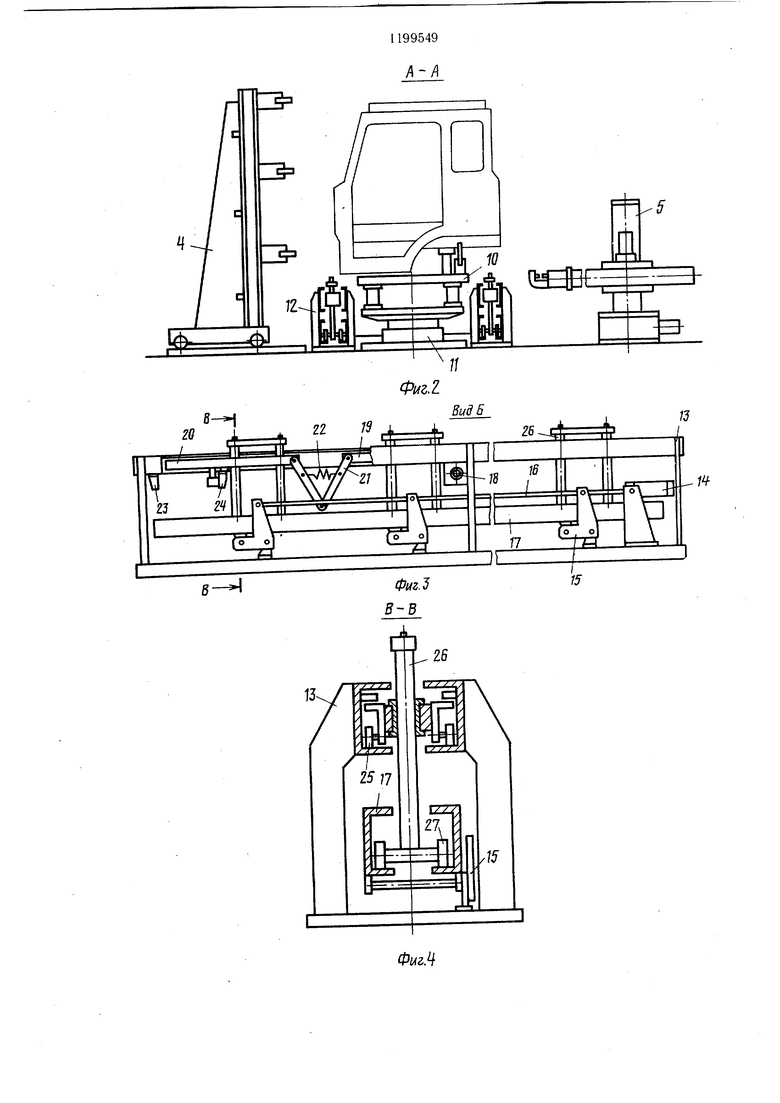
При передаче кабин с позиции на позицию шагающий конвейер 12 работает следующим образом. В исходном положении подъемная рама 17 и штанги 26 опущены, обе тяги 19 и 20 находятся в крайнем правом положении, при этом левая часть подвижной рамы (тяга 20) взаимодействует с упором 24. Включается привод 14 подъема и, взаимодействуя с рычагом 15 посредством тяг 16, поднимает подъемную раму 17 вместе со штангами 26, которые снимают кабину кондуктора 10. Затем включается привод 18 продольного перемещения и начинает перемещаться тяга 19 влево.
5 Переместившись на расстояние, равное разности шагов основного и уменьшенного перед установкой 9 съема сваренных кабин, обе тяги 19 и 20 входят в контакт и оставшееся расстояние проходят вместе до упора 23. Штанги 26 с кабинами перемещаются совместно с тягами 19 и 20, катясь каретками 27 по подъемной раме 17. Затем привод 14 опускает подъемную раму 17 со штангами 26 в исходное положение, при этом кабина устанавливается на кондуктор 10. После этого привод 18 продольного перемещения возвращает тяги 19 и 20 в исходное положение. При этом сначала . они движутся совместно, удерживаемые в соприкосновении одна с другой пружиной 22 растяжения, а по достижении упора 24 тяга
20 останавливается, а тяга 19 продолжает двигаться до своего исходного положения. Затем цикл повторяется.
л-л
&
E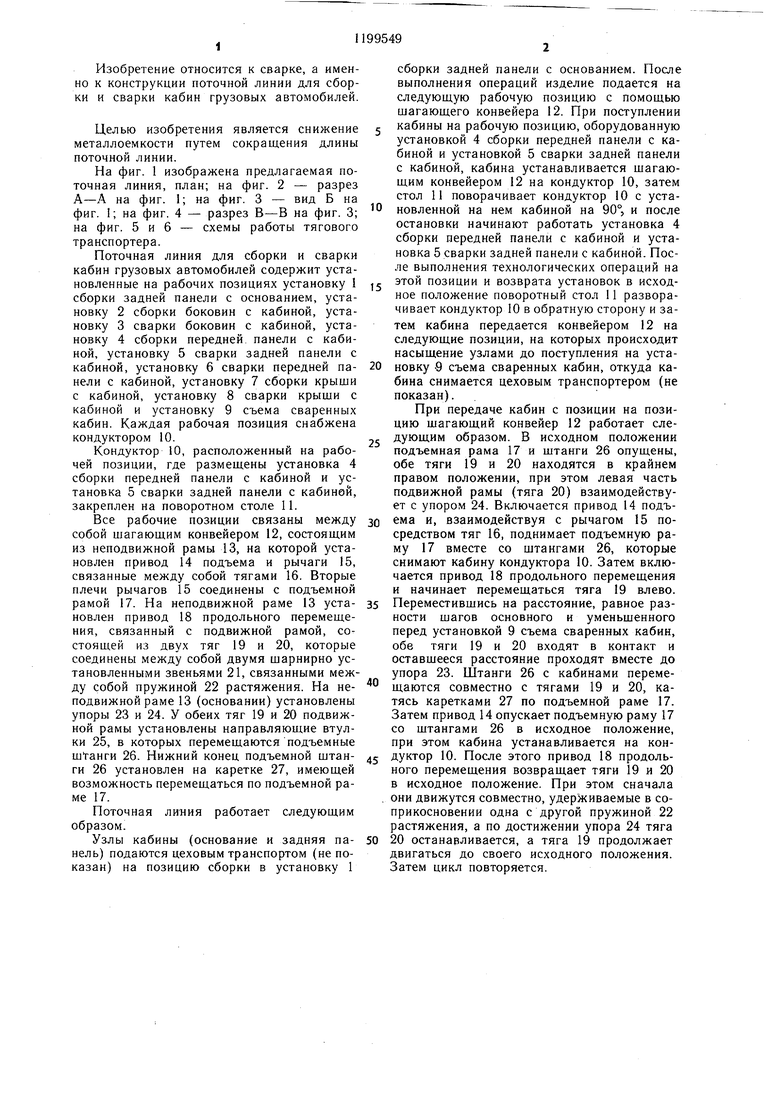
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ СВАРКИ ЛЮКОВ БОКОВЫХ СТЕНОК ВАГОНА | 1973 |
|
SU408874A1 |
| Кондуктор для сборки и сварки кабин грузовых автомобилей | 1980 |
|
SU946870A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КАБИН ГРУЗОВЫХ АВТОМОБИЛЕЙ, содержащая смонтированные на основании в технологической последовательности установки сборки и сварки узлов кабины, снабженные кондукторами, а также шагающий конвейер, выполненный в виде двух параллельных штанг, снабженных приводами подъема и продольного перемещения, отличающаяся тем, что, с целью снижения металлоемкости путем сокращения длины поточной линии, она оснащена поворотным столом, одна из установок сборки и одна из установок сварки узлов кабины расположены симметрично относительно продольной оси поточной линии по обе стороны щагающего конвейера и поворотного стола одна напротив другой, один из кондукторов размещен на поворотном столе, а каждая щтанга щагающего конвейера выполнена в виде двух тяг, соединенных двумя щарнирно установленными звеньями, соединенными пружиной растяжения, при этом тяга каждой щтанги конвейеQ ра, расположенная в конце поточной ли(А) нии, и основание оснащены упорами для фиксации этих тяг в крайних положениях.
Л
26
13
25;
Й23
czzzi 27.
Л
| Современная технология и системы сварки с применением роботов в автомобильной промышленности | |||
| Проспект фирмы FATA Europen Group, Италия, май, 1981. |
