Изобретение относится к транснортному машиностроению, в частности к линиям для изготовления люков боковых стенок вагонов, и может быть также применено при изготовлении аналогичных конструкций в других отраслях промышленности.
Известны поточно-механизировавные линии для сборки и сварки люков боковых стенок вагона, содержаш,ие устройства для загрузки и разгрузки линии, установленные в порядке технологического процесса на рабочих позициях стенды приварки державок петель и планок к рамке, сборки и прихватки решетки, моитажа замка люка, сборки и прихвагки крышки люка и петель, клепальную установку и транспортную систему.
Однако в таких линиях отдельные производственные операции выполняются с применением ручного труда, что снижает их производительность и ухудшает условия эксплуатации.
Целью изобретения является повышение эффективности работы лннии и улучшение условий эксплуатации.
Для этого в предлагаемой линии трансцортная система выполнена в виде установленного вдоль цепного конвейера, снабженного расположенными одна над другой нижней и верхней направляющими для люков с боковыми ограничителями, причем верхняя направляющая на рабочих позициях снабжена подпружиненными, приводными от рычага, фиксаторами рамки люка и поворотными фиксаторами крышки люка, а на позиции приварки планок к рамке люка она выполнена разъемной, шарнирно соединенной щтангами с нижней направляющей и снабл ена противовесом.
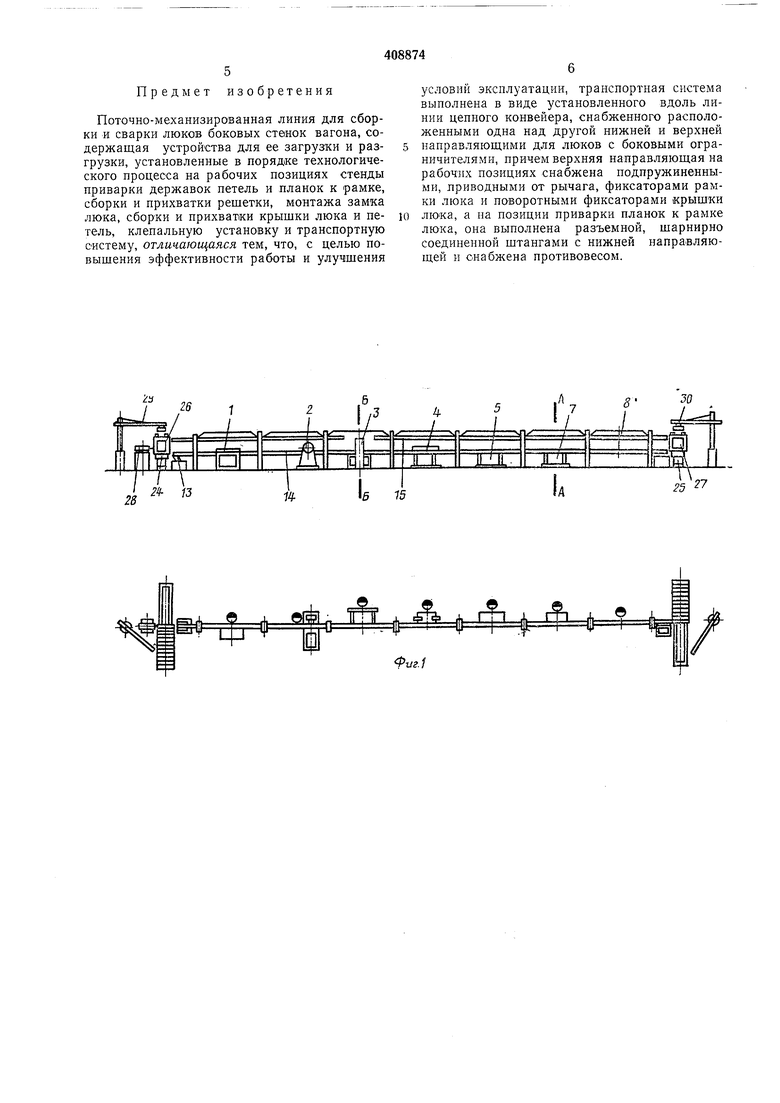
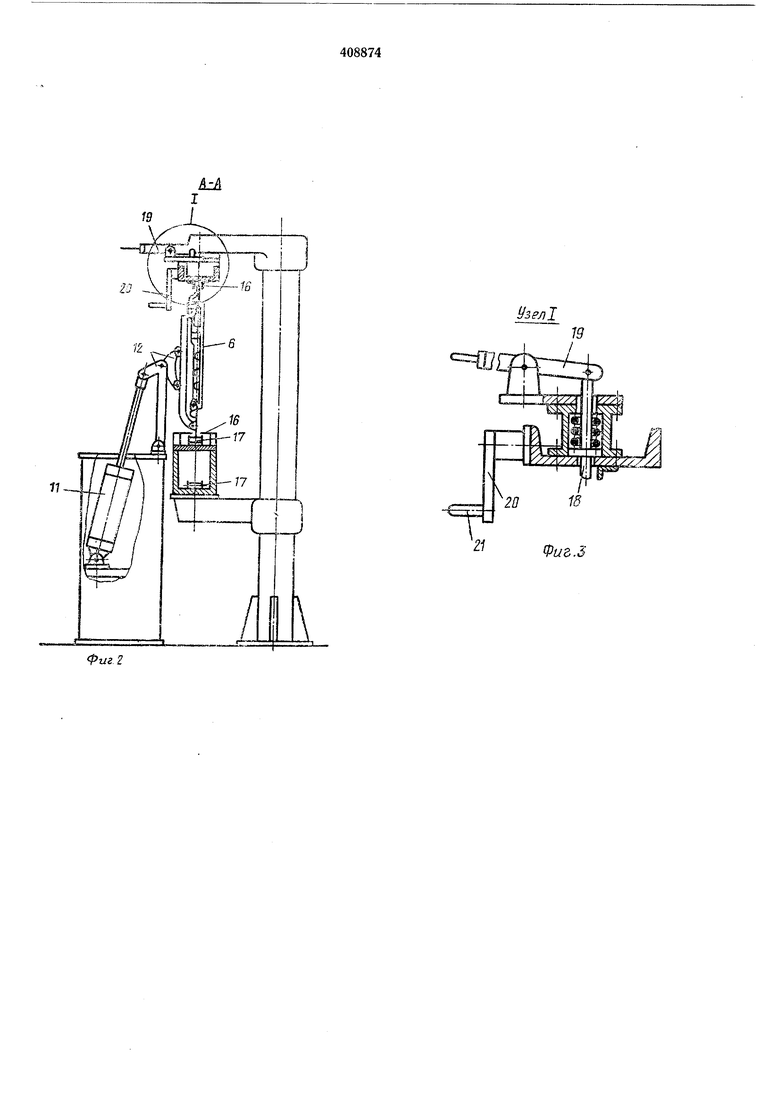
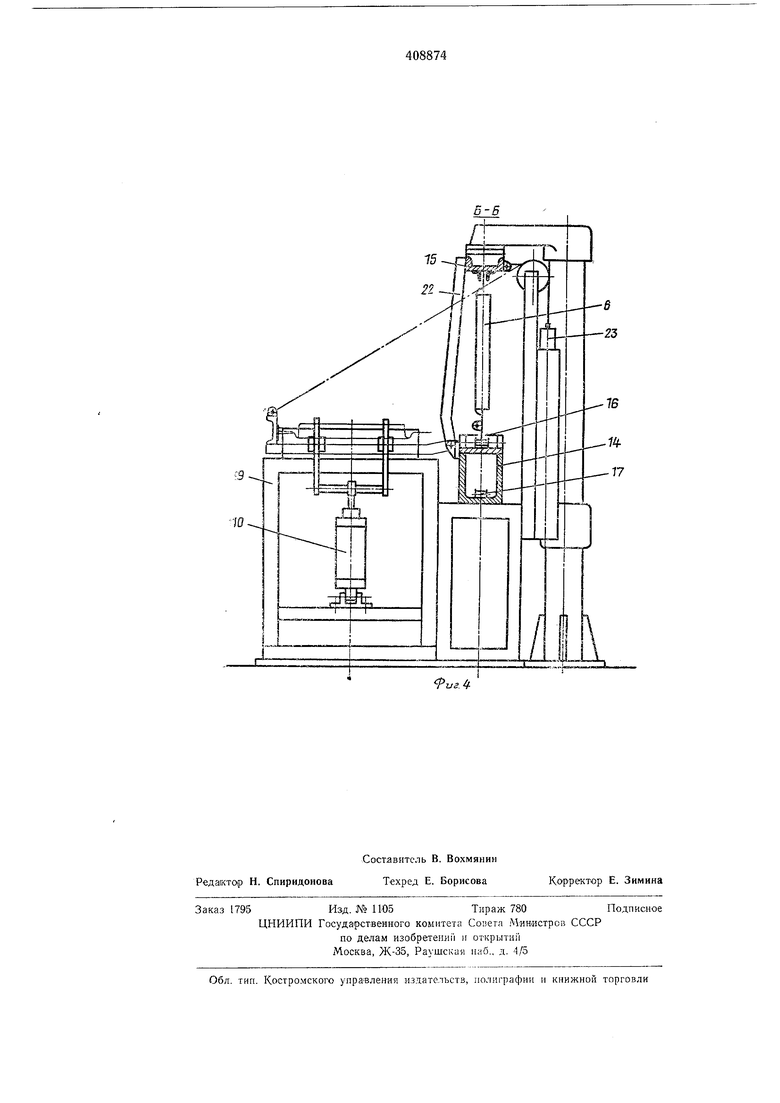
Иа фиг. 1 схематично изображена предлагаемВя линия сборки и сварки люков боковых стенок вагона, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 1.
Линия для сборки и сварки люков боковых стенок вагонов состоит из расположенных согласно технологии сборки люка и установленных в ряд стенда / приварки державок петель клепальной установки 2, стенда приварки планок к рамке, стенда 4 сборки и прихватки решетки с корпусами замков, стенда 5 монтажа замка люка 5, стенда 7 сборки и прихватки крышки люка и петель, стенда 8 контроля.
Стенд } прихватки державок петель представляет из себя стол, иа котором закреплены цилиндры прижима рамки люка к упорам н поджима державок пете„ть к рамке люка.
Клепальная установка 2 предназначена для приклепкп петли к рамке люка.
Стенд 3 приварки планок к рамке состоит из стола 9, на котором смонтированы упоры для помещения на них рамки люка и прижатия к ней пневмоцилиндром 10 планок.
Стенд 4 сборКИ и прихватки решетки с корпусами замков снабжен кондуктором; на последнем производится установка по упорам вентиляционной решетки лю-ка и корпусов замков, их поджим друг к другу и сварка.
Стенд 5 монтажа замка люка включает стол, на который опускается замок люка и где производится монтаж пружин, ригелей и колец замка.
На столе стенда 7 сборки и прихватки люка и петель )становлен пиеЗмоциляндр // прижима петель к крышке люка. Прижнм осуществляется через систему шарнирных рычагов 12.
Все рабочие позиции отстоят дрз от друга на равном расстоянии и соединены между собой цепным конвейером il3.
Конвейер имеет нижние 14 и верхние 15 направляющие, помещенные одна над другой и предназначенные для транспортировки люка в вертикальном положении. Направляющие имеют боковые ограничители 16.
Цепь 17 коашейера 13 помещена в нижней направляющей 14 и патянута между двумя звездочками, одна из которых находится в начале линии на натялсной станции, а другая - на приводе линии. Цепь снабжена упорами, передвигающими люк.
Верхняя направляющая на каждой иозиции сборки со стороны позиции вместо бокового ограничителя 16 имеет подпружи;ненные фиксаторы 18 (см. фиг. 3), которые могут быть подняты с помощью рычага 19. С помощью фиксаторов 18 обеспечивается удаление люка из конвейерной системы в случае неполадок (обнаружения брака и т. д.).
На верхней направляющей 15 на рабочих позициях имеются также фиксаторы 20 крыщки люка. Они посажены на оси и с помощью ручки 21 могут быть отведены в сторону для освобождения и открывания крышки люка.
На стенде 3 приварки плапок к рамке верхняя направляющая выполнена разъемной и с помощью штанг 2 шарнирно соединена с нижней направляющей 14 (см. фиг. 4). Для облегчения возвращения ее в исходное положение (вертикальное) она снабжена противовесом 23. Все это обеспечивает свободное перемещение люка на рабочий стол 9 из вертикального в горизонтальное положение.
Линия снабжена устройствами для загрузки ее рамками люков и разгрузки готовых люков, состоящих из гидростолов 24 и 26, имеющих шаговое перемещение от привода. На столах размещены контейнеры 26 и 27 для люков.
У устройства загрузки имеется пневмоцилнпдр 28, с помощью которого рамка люка выдвигается из контейнера 26 и подается в направляющие 14-tt /5 траспортной системы.
В конвейер 27 устройства разгр зки готовые люки подаются цепью конвейера.
В устройство загрузки и из устройства разгрузки контейнеры подаются кранами - укосииами 29 и .(л
Линия работает следующим образом. Контейнер 26 с рамками люков краном 29 подается на гидростол .24 устройства загрузки лииии, после чего пневмоцилиидром 28 рамка 5 люка вдвигается из контейнера 26 в направляющие 14 и 15 транспортной системы. После загрузки люка в конвейер гидростол передвигается и устанавливает следующий люк против конвейера.
0 Тяговой цепью/7 рамка люка подается на первую позицию - стенд / приварки державок петель, где рамка прижимается к упорам, устанавливаются державки петель и прижимаются пиевмоцилиндром к рамке люка, после
5 чего производится приварка державок петель к рамке. На данной позиции рамка люка иаходится в вертикальном положении в направляющих конвейера. Далее по конвейеру рамка подается на клепальную установку 2, где в вертикальиом положении к ией приклепывается петля.
На стенде 3 рамка вместе с верхними иаправляющими опускается на стол, две планки устанавливаются на рамку, прижимаются
5 пневмозажимами и иривариваются к рамке. Цосле этого рамка с направляющей устанавливаются в вертикальное положение, рамка становится иа цепь и подается на следующую позицию.
На стенде 4 ироизводится сборка и прихватка решетки с корпусами замков, навеска корпусов замков на рамку, установка замков в кондуктор вместе с решеткой, прижим замков
5 к решетке и прихватка их друг к другу. Нри этом рамка расположена вертикально, а решетка с замками размещена в кондукторе на столе. На стенде 5 нроизводится установка риге0 лей, пружип, колец, гаек в корпусе замка, заварка колец и обварка гаек. Нри этом рамка расположена вертикально, а решетка лежит иа рабочем столе. На стенде 7 производится устаиовка петель
5 и крышки на рамку, прижим петель к крышке и приварка их к ней.
На этой позиции рамка с решеткой расположеиы вертикально, и установка крышки люка производится в вертикальном положении.
0 На стенде 8 производится контроль качества сборки и сварки люков.
Далее готовый люк вдвигается цепным транспортером в ячейку контейнера 27 механизма разгрузки. Гидростол 25 передвигается
5 на шаг, и следующая свободная ячейка контейнера устанавливается против конвейера для приема ггового люка. Когда заполнится весь контейнер, краном 30 снимают его с гид юстола 25 и устанавл1 вают на него пустой
0 контейнер.
Таким образом, вертикальное траиспортированпе люков и вертикальное расиоложение их иа позициях обеспечивает удобство выполнения сборочно-сварочиых операций и сокраще- ние затрат ручного труда.
Предмет изобретения
Поточно-механизированная линия для сборки и сварки люков боковых стенок вагона, содержащая устройства для ее загрузки и разгрузки, установленные в порядке технологического процесса на рабочих позициях стенды приварки державок петель и планок к рамке, сборки и прихватки решетки, монтажа замка люка, сборки и прихватки крышки люка и петель, клепальную установку и транспортную систему, отличающаяся тем, что, с целью повышения эффективности работы и улучшения
условии эксплуатации, транспортная система выполнена в виде установленного вдоль линии цепного конвейера, снабженного расположенными одна над другой нижней и верхней направляющими для люков с боковыми ограничителями, причем верхняя направляющая на рабочих позициях снабжена подпружиненными, приводными от рычага, фиксаторами рамки люка и поворотными фиксаторами крышки люка, а на позиции приварки планок к рамке люка, она выполнена разъемной, шарнирно соединенной штангами с нижней направляющей и снабжена противовесом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки полува-гОНОВ | 1979 |
|
SU837689A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1375426A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Боковой люк крытого грузового вагона | 2019 |
|
RU2729896C1 |
- ,L/ ,.-i.n / sr.i -I-ча 1 | f iV f /
Ф
vz.1
iSTZs / V
,. 2 r i«Jt« / Yг- -ХИ j
П
Изел
JC
Э
JO
