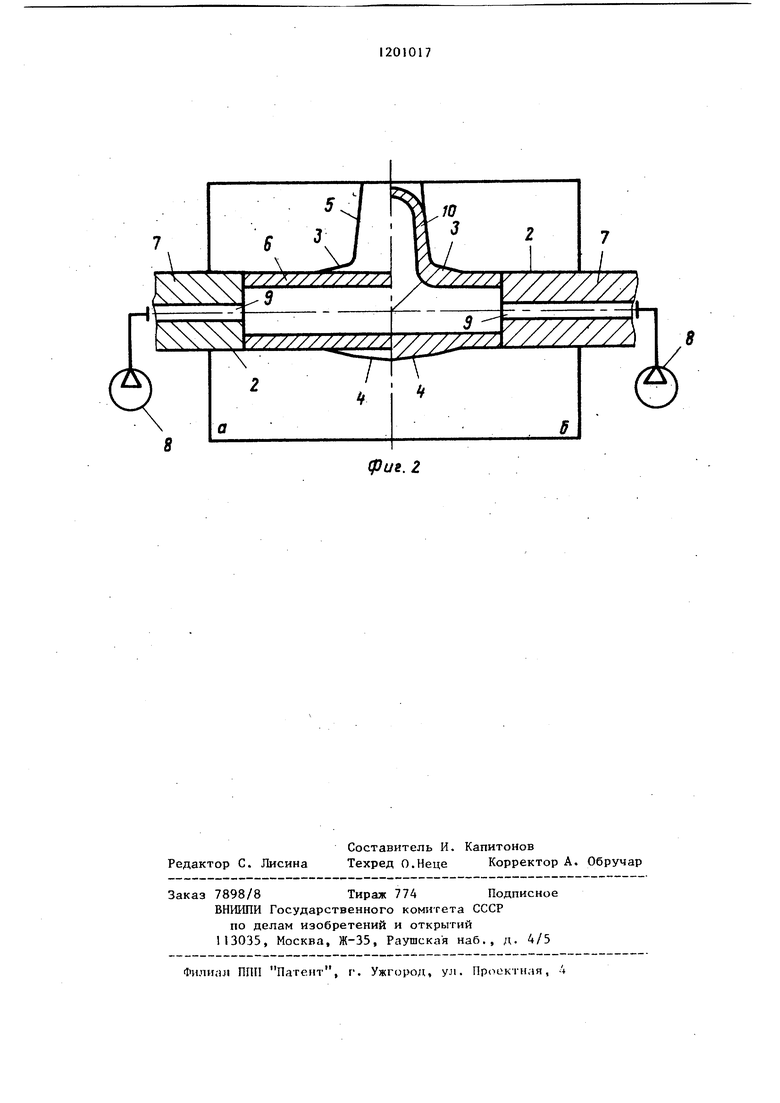
Изобретение относится к области обработки металлов давлением, в част ности к остастке для гидравлической штамповки полых деталей с отводами. Цель изобретения - повьшение качества получаемых отводов путем обес печения постоянства проходных сечений в деталях. На фиг. 1 схематически показана предлагаемая матрица для изготовления тройника (с двумя парами конических участков); на фиг. 2 (а, б) заготовка в матрице до и после деформирования. Полость 1 матрицы имеет два концевых цилиндрических участка 2, две пары симметричных относительно отвода сопрягаемых конических участков 3 и 4 соответственно и участок 5 Коническая полость для образования отвода (фиг. 1). Общая длина двух пар конических участков 3 и 4 (или нескольких пар участков в общем случае) составляет 2d,, где d, - диаметр цилиндрического участка 2 полости. Наибольший диаметр dj полости 1 матрицы расположен на оси отвода. Длина каждого участка принимается равной 0,5d, а угол наклона образую щей конуса к оси участков 3 и 4 сос тавляет углы а(.ц я oCi соответственно. Участок 5 для отвода выполнен с углом наклона образукядей конуса к оси отвода ctj . Процесс формообразования в полости матрицы протекает следукядим обра зом . Трубную заготовку 6 помещают в полость 1 разъемной матрицы и осажи вают с двух сторон пуансонами 7 (фиг. 2а). Одновременно подают жидкость высокого давления от насоса 8 сквозь канал 9 в пуансоне 7 внутрь заготовки 6. При наличии в конструк ции матрицы конических участков 3 rf 4, вьтолненных с учетом характера утолщения стенок, заготовка 6 обеспечивает постоянство проходного сечения основной трубы детали 10. Конусность участка 5 выбирают соответ ственно утонению стенки отвода, что 172 компенсирует увеличение диаметра его внутренней полости, обеспечивая ее / цилиндрическую форму. Для получения более точных внутренних поверхностей в штампованных деталях возможно выполнение ручья матрицы в зоне отвода из трух и более конических участков . Применение матрицы предлагаемой конструкции для гидравлической штамповки по сравнению с существующими обеспечивает получение полых деталей с отводами, имеющих точные внутренние размеры, что снижает их гидравлическое сопротивление. Примеры выполнения матриц с двумя парами конических полостей в зоне отвода для гидроштамповки тройников с высотой отводов 0,7-1,25 из труб при отношении толщины стенки S к диаметру d в пределах от 0,03 дв 0,2. . Пример 1. Отношение толщины стенки к диаметру трубной заготовки 5/d;, 0,036. Необходимо получить тройник с высотой отвода 0,7 d. При зтих условиях максимальное утолщение стенки тройника 35%. Получение равнопроходных тройников с цилиндрической внутренней поверхностью обеспечивается при применении матри1Ц 1 с полостью следующих параметров: dj 1,05 d,; -ос, 0,15 оС, 0, угол наклона образующей конуса к оси «t 0,3. П р и м е р 2. Исходные параметры при гидроштампоэке трубной заготовки с соотношением ,2d.( и высотой отвода l,25df. Максимальное утолщение стенки 100%, матрицу выполняют со следующими размерами: d2 l, ,7; а:, 1 ,3 и Jtj 3 П р и м е р 3. Исходные параметры при гидроштамповке тройника из трубы с соотношением -S/d, 0,036 и высотой отвода 1,25 d. Максимальное утолщение стенки 100%, размеры матрицы: d l, ot 0,5; di 0,3 и угол di Oj3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления тройников | 1986 |
|
SU1409365A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ТРОЙНИКОВ | 2009 |
|
RU2417852C2 |
| Матрица для гидравлической штамповки | 1986 |
|
SU1391757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| Способ изготовления полых пространственных фитингов | 1986 |
|
SU1362525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ, ПРЕИМУЩЕСТВЕННО ТРОЙНИКОВ | 2007 |
|
RU2378086C2 |
МАТРИЦА ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ полых деталей с отводами, содержащая сопряженные между собой цилиндрическую полость для размещения заготовки и полость для образования отвода, отличающаяI -:-« s)j,4-t К|Г .- с я тем, что, с целью повышения качества получаемых деталей путем обеспечения постоянства проходных сечений в деталях, в цилиндрической полости для размещения заготовки в зоне сопряжения ее с полостью для образования отвода на длине участка, равной удвоенному наименьшему диаметру полости, выполнены кольцевые конические выборки, а увеличение диаметра полости от периферии к оси полости для образования отвода составляет 5...15%, причем полость для образования отвода также вьшолнена с конической с углом наклона образующей конуса к оси 0,3-3 . (Л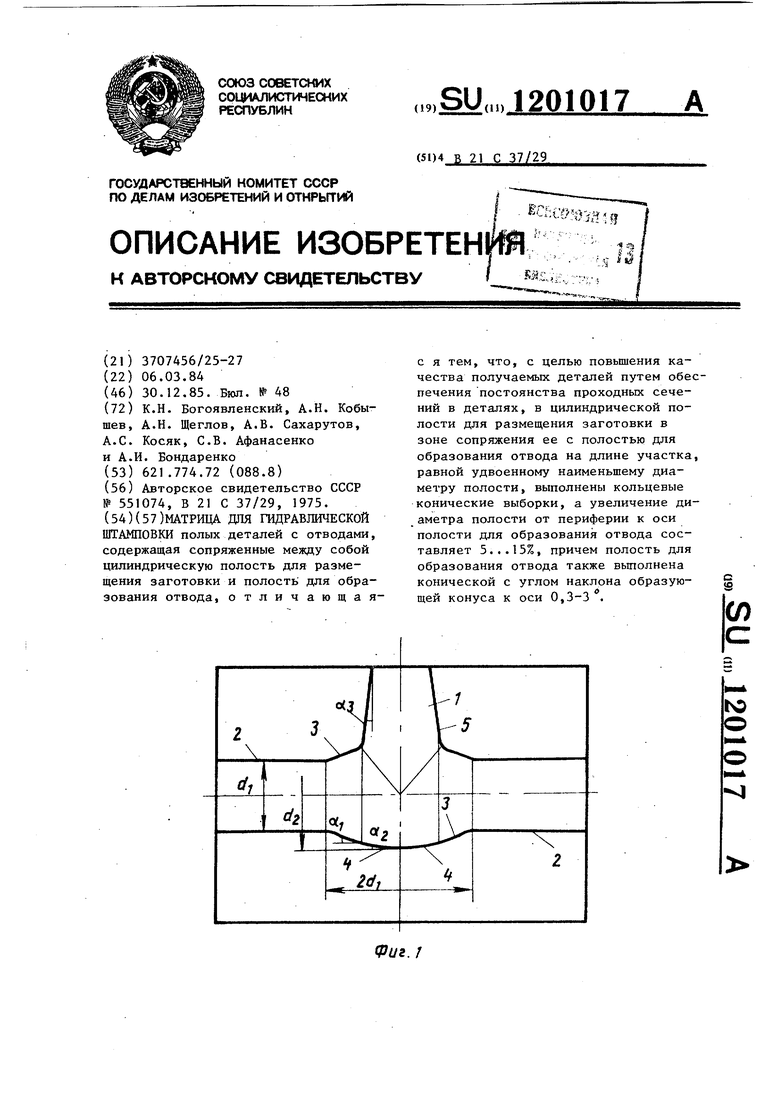
| Устройство для изготовления полых деталей с отводами из трубной заготовки | 1975 |
|
SU551074A1 |
