1
Изобретение относится к обработке металлов давлением, в частности, к устройствам для формовки деталей с отводами из трубных заготовок.
Известно устройство для штамповки дета- лей с отводами из трубных заготовок, содержащее матрицу с полостью для отвода и пуансоны осевого сжатия заготовки,
Недостатком этого устройства является отсутствие в конструкции пуансона подпора формуемого отвода, что не позволяет получать достаточно высокие отводы с равномерной толщиной стенки по ее высоте.
Известно также устройство для изготовления полых детелей с отводами из трубной заготов ки, содержащее расположенные на основании матричный блок, приводные пуансоны осевого сжатия заготовки, а также пуансон подпора торцовой части формуемого отвода,
Однако изделия, полученные щтамповкой на этом устройстве, также имеют неравномерную по высоте отвода толщину стенки,
При этом необходимо дополнительное удаление дна отвода механической обработкой,
Целью изобретения является сокращение
трудоемкости изготовления и улучщение качества изделия.
Это достигается тем, что устройство снажено формовочной гильзой, установленной в полости матричного блока с возможностью осевого перемещения, а подпорный пуансон размещен внутри формовочной гильзы.
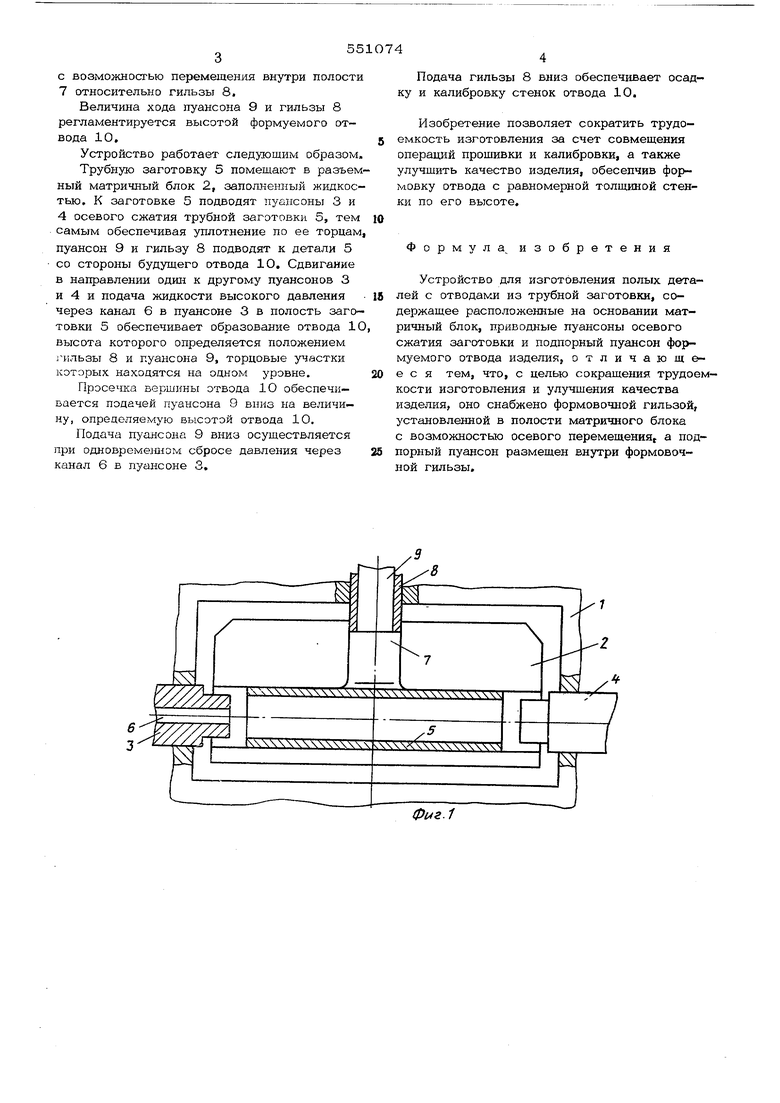
На фиг. 1 схематически изображено устройство в исходном для работы состоянии; на фиг. 2 - то же, при формовке отвода; на фиг, 3 - то же, при одновременной просечке осадке и калибровке отвода.
Устройство содержит основание 1, на котором размещены разъемный матричный блок 2 и привод11ые пуансоны 3 и 4 осевого сжатия заготовки 5,
Для создания внутри заготовки гидростатического давления пуансон 3 снабжен каналом 6, по которому подается рабочая жидкость от источника высокого давления, В полости 7 матричного блока под формуемый отвод установлена гильза 8 с возможностью перемещения вдоль оси полости 7, а подпорные пуансоны 9 выполнены сопряженными с гильзой по ее внутреннему диаметру также
с возможностью перемещения внутри полости 7 относительно гильзы 8.
Величина хода пуансона 9 и гильзы 8 регламентируется высотой формуемого отвода 10,
Устройство работает следующим образом.
Трубную заготовку 5 помещают в разъемный матричный блок 2, заполненный жидкостью, К заготовке 5 подводят пуансоны 3 и 4 осевого сжатия трубной заготовки 5, тем самым обеспечивая уплотнение по ее торцам пуансон 9 и гильзу 8 подводят к детали 5 со стороны будущего отвода 10, Сдвигание в направлении oдшi к другому пуансонов 3 и 4 и подача жидкости высокого давления через канал 6 в пуансоне 3 в полость заготовки 5 обеспечивает образование отвода 10 высота которого определяется положением ильзы 8 и пуансона 9, торцовые участки которых находятся на одном уровне,
Просечка вершины отвода 10 обеспечивается подачей пуансона 9 вниз на величину, определяемую высотой отвода 10,
Подача пуансона 9 вниз осуществляется при одновреме1шом сбросе давления через канал 6 в пуансоне 3,
Подача гильзы 8 вниз обеспечивает осадку и калибровку стенок отвода 10.
Изобретение позволяет сократить трудоемкость изготовления за счет совмещения операций прошивки и калибровки, а также улучщить качество изделия, обесепчив формовку отвода с равномерной толщиной стенки по его высоте.
Формул а изобретения
Устройство для изготовления полых деталей с отводами из трубной заготовки, содержащее расположенные на основании матричный блок, приводные пуансоны осевого сжатия заготовки и подпорный пуансон формуемого отвода изделий} отличающееся тем, что, с целью сокращения трудоемкости изготовления и улучщения качества изделия, оно снабжено формовочной гильзой, установленной в полости матричного блока с возможностью осевого перемещения, а подпорный пуансон размещен внутри формовочной гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической формовки полых деталей с отводами | 1988 |
|
SU1602595A1 |
| Устройство для формовки полых изделий с отводами с использованием эластичного наполнителя | 1985 |
|
SU1310063A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1991 |
|
SU1810160A1 |
| Способ получения полых деталейС ОТВОдАМи | 1977 |
|
SU845937A1 |
| Устройство для формообразования деталей из трубных заготовок | 1973 |
|
SU440179A1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1985 |
|
SU1306617A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |

б 3
.З
