со
4;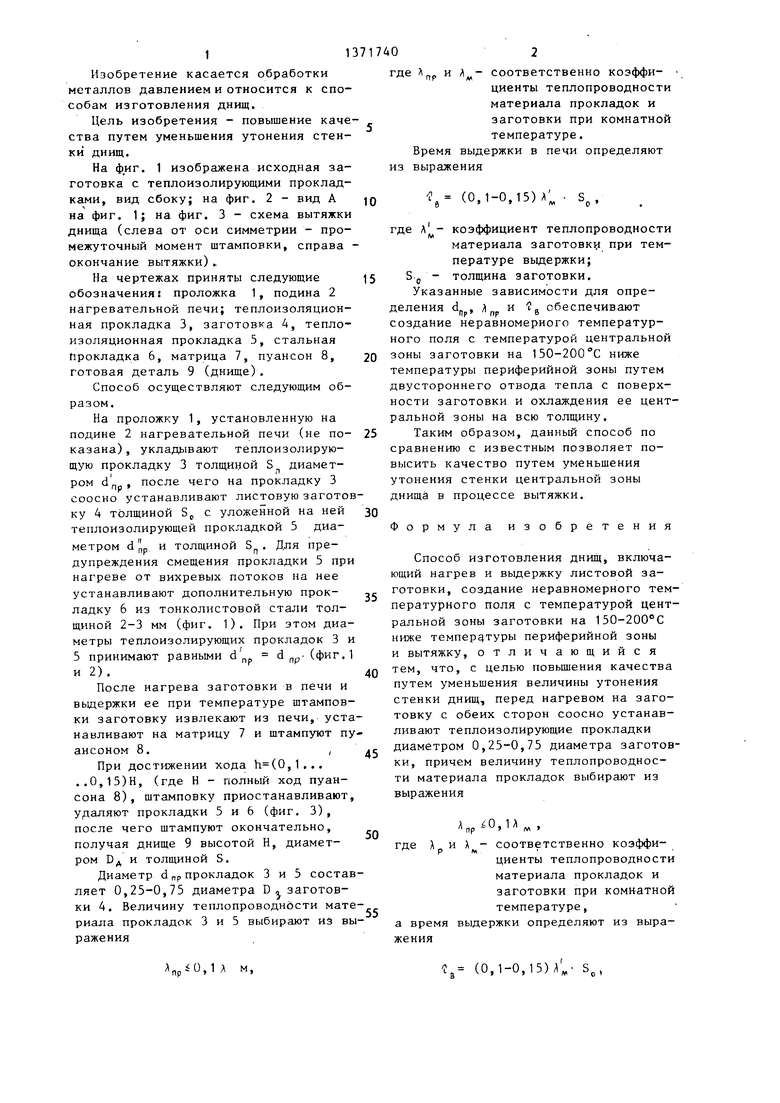
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для штамповки толстостенных днищ | 1983 |
|
SU1174129A1 |
| Способ изготовления полых шаровых сосудов | 1985 |
|
SU1276395A1 |
| Инструмент для обработки листового металла давлением | 1984 |
|
SU1201023A1 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ изготовления полых деталей с горловиной | 1989 |
|
SU1731388A1 |
| Устройство для изготовления полых куполообразных изделий | 1982 |
|
SU1021497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении.при изготовлении днищ. Цель изобретения - повышение качества путем уменьшения утонения стенки днищ. Перед нагревом на заготовку 4 с обеих сторон соосно устанавливают теплоизолирующие прокладки 3 и 5 диаметром 0,25-0,75 диаметра заготовки 4. Величину теплопроводности материала прокладок 3 и 5 выбирают из выражения Л 0,1Л . где Д „р и - соответственно коэффициенты теплопроводности материала прокладок и заготовки при комнатной температуре. Время выдержки при нагреве заготовки 4 определяют из выражения 2g (0,1-0,15) Д 8,,где - коэффициент теплопроводности материала заготовки при температуре выдержки; S - толщина заготовки. Способ обеспечивает двустороннее охлаждение центральной зоны заготовки на всю толщину, предотвращающее утонение стенки днищ. 3 ил. i (Л
cpuz.l
Изобретение касается обработки металлов давлением и относится к способам изготовления днищ.
Цель изобретения - повышение качества путем уменьшения утонения стенки днищ.
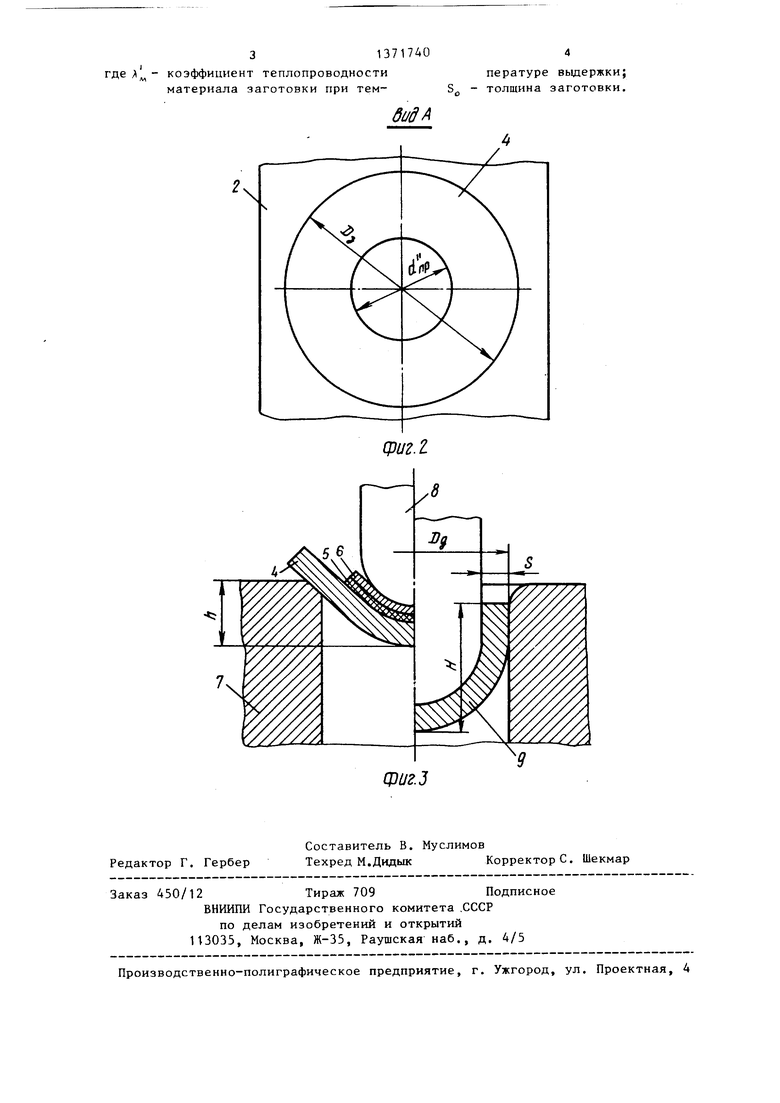
На фиг. 1 изображена исходная заготовка с теплоизолирующими прокладками, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема вытяжки днища (слева от оси симметрии - промежуточный момент штамповки, справа окончание вытяжки) ..
На чертежах приняты следующие обозначения проложка 1, подина 2 нагревательной печи; теплоизоляционная прокладка 3, заготовка 4, теплоизоляционная прокладка 5, стальная Прокладка 6, матрица 7, пуансон 8, готовая деталь 9 (днище).
Способ осуществляют следующим образом.
На проложку 1, установленную на подине 2 нагревательной печи (не показана) , укладывают теплоизолирующую прокладку 3 толщиной S диаметром d
пр
после чего на прокладку 3
соосно устанавливают листовую заготовку 4 толщиной S(, с уложенной на ней теплоизолирующей прокладкой 5 диаметром d пр. и толщиной S . Для предупреждения смещения прокладки 5 при нагреве от вихревых потоков на нее устанавливают дополнительную прокладку 6 из тонколистовой стали толщиной 2-3 мм (фиг. 1). При этом диаметры теплоизолирующих прокладок 3 и 5 принимают равными d „. d р (фиг.1 и 2).
После нагрева заготовки в печи и выдержки ее при температуре штамповки заготовку извлекают из печи, устанавливают на матрицу 7 и штампуют пуансоном 8.,
При достижении хода h(0,1... ..О,15)И, (где И - полный ход пуансона 8), штамповку приостанавливают, удаляют прокладки 5 и 6 (фиг. 3), после чего штампуют окончательно, получая днище 9 высотой И, диаметром Вд и толщиной S.
Диаметр d „рпрокладок 3 и 5 составляет 0,25-0,75 диаметра D „ заготов
ки 4. Величину теплопроводности мате
риала прокладок ражения
3 и 5 выбирают из ,и
-
371740
где
10
пр
из
и соответственно коэффициенты теплопроводности материала прокладок и заготовки при комнатной температуре.
Время выдержки в печи определяют
выражения
-г (0,1-0,15) - 5„,
5
0
5
5
0
О
5
где
А V
коэффициент теплопроводности материала заготовки при температуре выдержки; Sj - толщина заготовки.
Указанные зависимости для определения djip, ЛИ Ig обеспечивают создание неравномерного температурного поля с температурой центральной зоны заготовки на 150-200°С ниже температуры периферийной зоны путем двустороннего отвода тепла с поверхности заготовки и охлаждения ее центральной зоны на всю толщину.
Таким образом, данный способ по сравнению с известным позволяет повысить качество путем уменьшения утонения стенки центральной зоны днища в процессе вытяжки.
Формула изобретения
Способ изготовления днищ, включающий нагрев и выдержку листовой заготовки, создание неравномерного температурного поля с температурой центральной зоны заготовки на 150-200 С ниже температуры периферийной зоны и вытяжку, отличающийся тем, что, с целью повьш1ения качества путем уменьшения величины утонения стенки днищ, перед нагревом на заготовку с обеих сторон соосно устанавливают теплоизолирующие прокладки диаметром 0,25-0,75 диаметра заготовки, причем величину теплопроводности материала прокладок выбирают из выражения
0
5
А
где
рИ
„,о,п,
а время жения
соответственно коэффициенты теплопроводности материала прокладок и заготовки при комнатной температуре, выдержки определяют из выра-; (o,i-o,i5) S
о
31371740
коэффициент теплопроводности материала заготовки при темS. пературе выдержки; толщина заготовки.
Фиг.1
| Мошнин Е.Н | |||
| Технология штамповки крупногабаритных деталей | |||
| - М.: Машиностроение, 1973, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
