1 Изобретение относится к произв ству абразивного инструмента. Цель изобретения - повысить качество инструмента обеспечением его выглаживающей способности. На чертеже показан процесс про глаживания абразивных зерен и их положение после запивки связующим Процесс изготовления абразивного инструмента осуществляют в следующей последовательности. На дно 1 формы 2 наносят фиксирующий слой 3. Затем устанавливают в слое 3 абразивные элементы 4, которые ориентируют округлыми и плоскими участками поверхности (например, проглаживанием с помощью гладилки), при этом бол шие оси каждого из абразивных зер располагаются параллельно плоскости дна формы. После этого форму 2 соединяют с корпусом 5 инструмента и через отверстие 6 в корпусе 5 форму 2 заливают связующим веществом 7. Вариант выполнения предлагаемого.способа изготовления абразив ного инструмента, предназначенног для обработки деталей (образцов) из сталей марок 4ОХ, П1Х15, имеющих исходную шероховатость 2,02,5 мкм. По предлагаемому способу изгото ления абразивного инструмента фикс рующий слой 3 представляет собой пла 71 тилин,который наносится тонким слоем (0,1-0,2 мм) на дно 1 формы 2, представляющий собой плоскую плиту с уг. лублением. После этого в слой пластилина вставляют абразивные элементы 4, представляющие собой алмазные зерна АСС 630/500, При помощигладилки абразивные элементы 4 проглаживают так, что они своими округльв4И и плоскими участками поверхности поворачиваются к дну 1 формы 2. Присоединяют пустотелый корпус 5 инструмента к форме 2 и через его отверстие 6 заливают форму полиуретаном После вьщержки в течение 24-30 ч при комнатной температуре корпус 5 инструмента отсоединяют от формы 2, Полученным инструментом производят обработку образцов по следующей схеме. Инструмент устанавливается а державке специального приспособления, которое крепится в резцедержателе токарного станка, и приводится во вращение от отдельного электрического привода. Обрабатываемая деталь устанавливается в центрах токарного станка и приводится во вращение от шпинделя станка. Вращающийся инструмент прижимается к обраба шваемой . поверхности вдоль направления продольной подачи. Таким же образом может быть изготовлен инструмент для выглаживания периферией. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1986 |
|
SU1423361A1 |
| Способ изготовления абразивного инструмента | 1979 |
|
SU921837A1 |
| ГИБКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2662182C2 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| УСТРОЙСТВО ДЛЯ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ МАТЕРИАЛОВ | 2011 |
|
RU2482464C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2201326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, при котором на дно формы наносят фиксирующий слой, на нем располагают слой абразивных зерен, после чего последние закрепляют связующим, о т л ич ающий с я тем, что, с целью повышения качества инструмента путем обеспечения ориентированного расположения абразивных зерен, перед закреплением связующим большие оси каждого из абразивных зерен располагают параллельно плоскости дна формы. 2. Способ по п. 1, отличающийся тем, что ориентирование абразивных зерен производят их прсглаживанием. л с го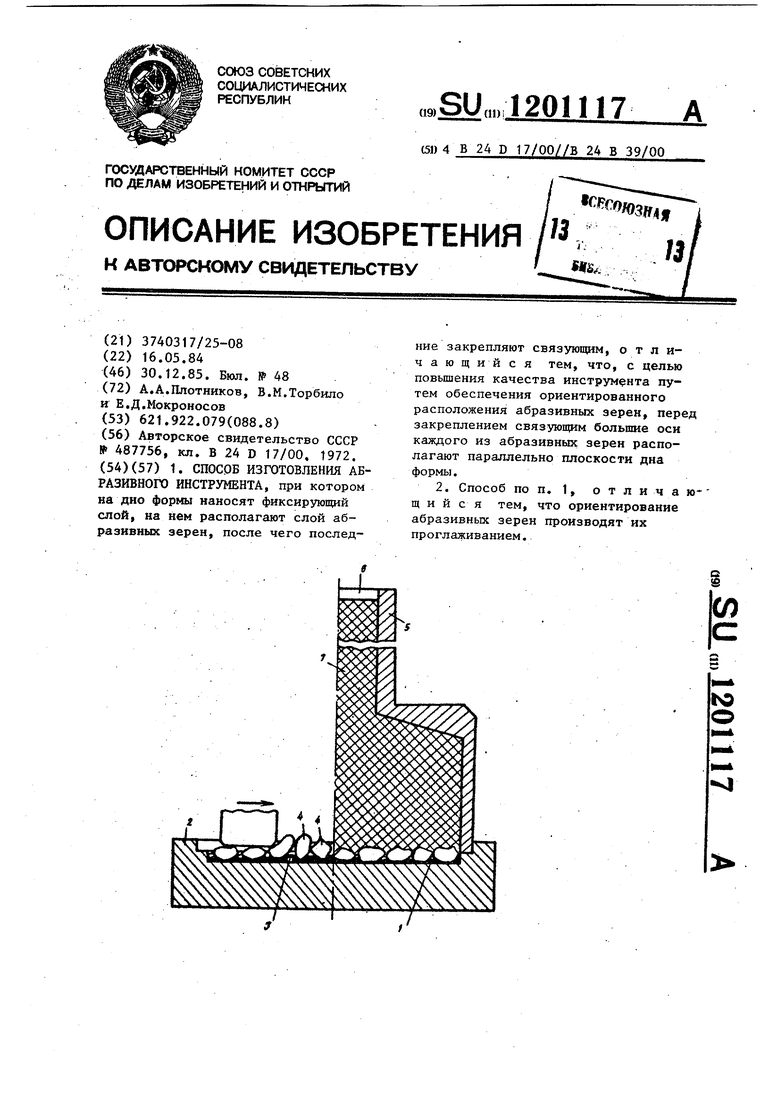
| Способ изготовления абразивного инструмента | 1972 |
|
SU487756A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
