i1
Изобретение относится к строительной индустрии, преимуществе1юо к изготовлению железобетонных изделий в формах на конвейерных линиях, и может быть использовано для изготовления компенсаторных грузов.
Цель изобретения - уменьшение металлоемкости и увеличение надежности в работе.
На фиг.1 изображена установка для изготовления железобетонных изделий, вид сбоку; на фиг.2 - узел Т на фиг.1| на фиг.З - поддон-крьгшка, вид сбоку; на фиг.4 -то же, вид свер ху; на фиг.З - форма, вид сбоку; на фиг.6 - то же, вид сверху на фиг.7 - разрез А-А на фиг.З.
Установка содержит бункер, состоящий из основания 1, емкости 2,для . бетонной смеси с расположенными в нижней ее части иибером 3, крюками- захватами 4 и виброплощадкой 3. За бункером расположен конвейер 6 (реверсивный приводной рольганг), в начале которого расположен пост формования, состоящий из основания 7, виброплощадки 8 и механизма 9 при- груза. За- постом формования расположен снижатель, состоящий из основания 10, привода И и кареток 12 с установленными в нем над конвейером поддонами-крышками 13, выполненными в виде плиты с жестко закреп ,ленными на боковых ее стенках бобыщ- ками 14 с центрирую1 щми отверстиями и расположенными в углах фиксаторами 13. В конце конвейера 8 расположен пост распалубки, выполненный в виде кантователя, состоящего из основания 16 с установленными на нем рычагами 17 с захватами 18, с подвижными штырями 19 и привода 20 рычагов Форма 21 выполнена неразъемной с ячейками 22 для изделий и снабжена бобышками 23 с центрирующими отверстиями, закрепленными на боковых ее стен ках, и захватами-крюками 24 для взаимодействия с шибером 3 бункера, установленными на торцевой стенке формы 21, Форма 21 установлена с возможностью , челночного перемещения по конвейеру 6. Рычаги 17 установлены с возможностью взаимодействия захватов 18 с центрирующими отверстняг-ш бобышек 23 формы 21 и центрирующдн-м отверстиями поддона-крьшжи 13. За постом распалубки установлен накопитель, состоящий из основания 23,привода 28 и подвижной платформы 27.
19366, 2
Установка работает следующим образом.
Конвейер 6 подает форму 21 на пост смазки-И установки арматуры (не по5 казан). Затем форма 21 перемещается конвейером 6 к бункеру и при помощи крюков-захватов 4 шибера 3 и захватов-крюков 24 формы 21 передвигается далее и устанавливается под емкоto стью 2 бункера. Шибер 3 передвигает . форму 21 и одновременно открывает выходное отверстие емкости 2, откуда бетонная смесь поступает в ячейки 22 формы 21. Включенная виброплощадка
5 обеспечивает заполнение формы 21. После заполнения ячеек бетонной смесью форма 2 при помощи шибера 3 подается на пост формования и устанавливается на виброплощадке поста формо23 вания. При этом меняется направление движения формы 21. В ячейки 22 формы 21 опускаются пригрузы (не показаны) поста формования, включается виброплощадка, производится уплот25 нерп-ie бетонной смеси. Далее форма 2 следует к снижению. В снижателе установлена стопа поддонов-крышек 13. При помощи кареток 12 снижателя производится отделение нижнего поддона- крышки 13 от стопы и установка его на верхнюю плоскость формы 21. Далее конвейер 6 подает форму 21 с поддоном-крышкой 13 на рычаги канто- ватешя (пост распалубки), где при по- захватов 18, штыри 19 которых
входят в цeнтpиpyюш e отверстия бобышек 23 формы 21 и поддона-крьш1ки, производ1-{тся фиксация формы и поддона-крышки 13.-Рычаги 17 кантователя с формой 21 и поддоном-крышкой 13
поворачиваются на 180 . Во время поворота происходит распалубка - перемещение железобетонных изделий из форГ Д) 21 на подцоны-крьшки 13. Поддон-крышка 13 в крайнем положении ос30
45
вобождается от фиксации на рычагах
17 своими четырьмя фиксаторами 13, устанавливается на фиксаторах 13 нижележащего поддона-крьш1ки 13, опускающейся каждый раз на шаг совместно с
расположенной под ним платформой с другими поддонами-крьш1ками. Меняется направление движения формы. Рычаги с формой поворачиваются в исходное положение, форма 21 освобождается от штырей 19 и захватов 18 и при помощи конвейера подается на пост мазки и установки арматуры. Далее цикл повторяется.
I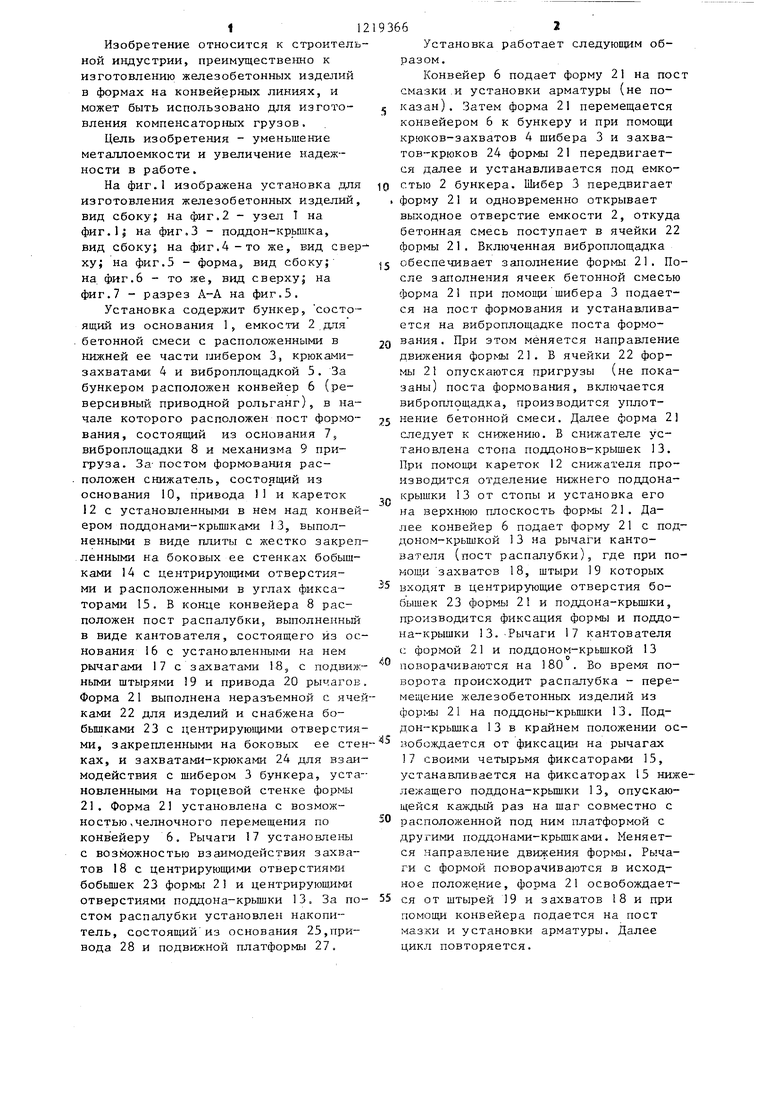
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Кантователь форм | 1979 |
|
SU814747A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Установка для изготовления железобетонных изделий | 1988 |
|
SU1653970A2 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU973367A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |


/
/3
Фцг2
Z
3
Фи&.З
w
;5
ч
.
-А
фиг.. 5
Фмг.6
Редактор О.Юрковецкая
Составитель В.Косарев
Техред Л.Сердюкова Корректор М.Шароши
1200/22Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Ф1А1Л.
| Приспособление для поворота лопаток рабочих колес вращающихся машин | 1923 |
|
SU4787A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
