Изобоетение может быть использовано в производстве мелкоштучных железобетонных изделий типа плит мощения откосов, тротуарных плит и т.п. и является усовершенствованием изобретения по авт. св. № 478726.
Целью изобретения является повышение производительности.
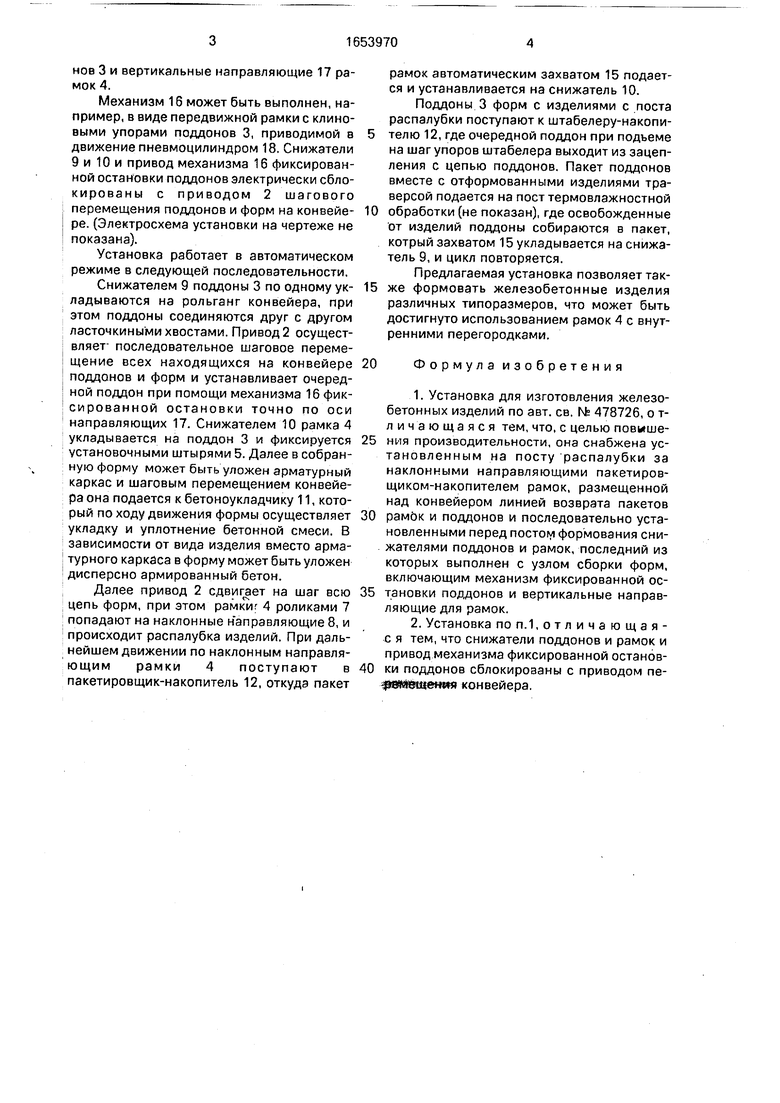
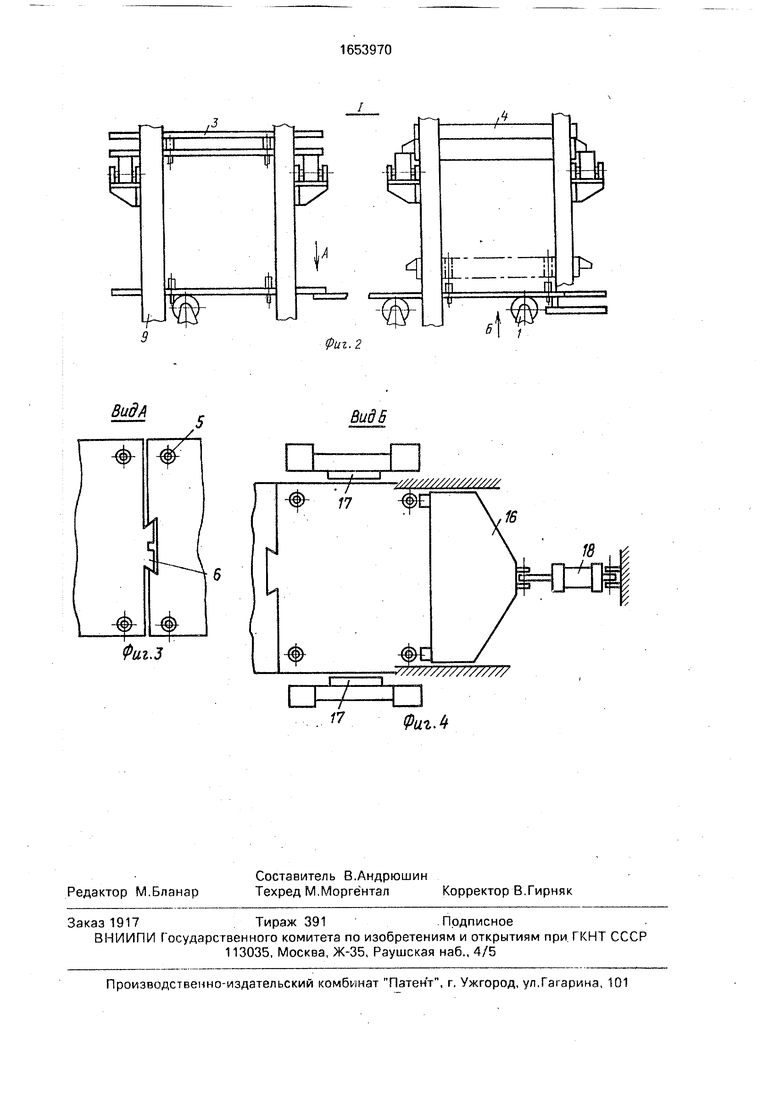
На фиг.1 изображена установка, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг.: на фи. .4 - вид Б на фиг.2.
Установка содержит смонтированный на раме 1 кснвсл.ер, например рольганг, с приводом 2 шагового перемещения форм, каждая из которых выполнена из пластинчатого поддона 3 и съемных бортов в виде рамки 4, соединенной с поддоном установочными штырями 5. Каждый из поддонов 3 выполнеч с высыпем 6 и ответным вырезом
в виде ласточкина хвоста, соединяющими поддоны друг с дру| ом на конвейере. Рамки 4 снабжены с двух сторон опорными роликами 7, контактирующими на посту распалубки с закрепленными на раме 1 наклонными направляющими 8.
Установка снабжена также последовательно установленными снижателями 9 под- донов, снижателями 10 рамок, бетоноукладчиком 11 с виброуплотняющи- ми элементами, пакетировщиком-накопителем 12 рамок, штабелером-накопителем 13 поддонов с изделиями и размещенной над конвейером линией возврата пакетов рамок и поддонов, например в виде тельфера 14 с автоматическим захватом 15. Снижатель 10 рамок выполнен с узлом сборки форм на конвейере, включающем приводной механизм 16 фиксированной остановки поддоо ел
CJ
ю 1 о
го
нов 3 и вертикальные направляющие 17 рамок 4.
Механизм 16 может быть выполнен, например, в виде передвижной рамки с клиновыми упорами поддонов 3, приводимой в движение пневмоцилиндром 18. Снижатели 9 и 10 и привод механизма 16 фиксированной остановки поддонов электрически сбло- кированы с приводом 2 шагового перемещения поддонов и форм на конвейере. (Электросхема установки на чертеже не показана).
Установка работает в автоматическом режиме в следующей последовательности.
Снижателем 9 поддоны 3 по одному укладываются на рольганг конвейера, при этом поддоны соединяются друг с другом ласточкиными хвостами. Привод 2 осущест- вляег последовательное шаговое перемещение всех находящихся на конвейере поддонов и форм и устанавливает очередной поддон при помощи механизма 16 фик- сированной остановки точно по оси направляющих 17. Снижателем 10 рамка 4 укладывается на поддон 3 и фиксируется установочными штырями 5. Далее в собранную форму может быть уложен арматурный каркас и шаговым перемещением конвейера она подается к бетоноукладчику 11, который по ходу движения формы осуществляет укладку и уплотнение бетонной смеси. В зависимости от вида изделия вместо арматурного каркаса в форму может быть уложен дисперсно армированный бетон.
Далее привод 2 сдвигает на шаг всю цепь форм, при этом рамкиг 4 роликами 7 попадают на наклонные направляющие 8, и происходит распалубка изделий. При дальнейшем движении по наклонным направля- ющим рамки 4 поступают в пакетировщик-накопитель 12, откуда пакет
рамок автоматическим захватом 15 подается и устанавливается на снижатель 10.
Поддоны 3 форм с изделиями с поста распалубки поступают к штабелеру-накопителю 12, где очередной поддон при подъеме на шаг упоров штабелера выходит из зацепления с цепью поддонов. Пакет поддонов вместе с отформованными изделиями траверсой подается на пост термовлажностной
обработки (не показан), где освобожденные от изделий поддоны собираются в пакет, котрый захватом 15 укладывается на снижатель 9, и цикл повторяется.
Предлагаемая установка позволяеттакже формовать железобетонные изделия различных типоразмеров, что может быть достигнуто использованием рамок 4 с внутренними перегородками.
20
Формула изобретения
1.Установка для изготовления железобетонных изделий по авт. св. N° 478726, о т- личающаяся тем, что, с целью повишения производительности, она снабжена установленным на посту распалубки за наклонными направляющими пакетировщиком-накопителем рамок, размещенной над конвейером линией возврата пакетов
рамок и поддонов и последовательно установленными перед постом формования сни- жателями поддонов и рамок, последний из которых выполнен с узлом сборки форм, включающим механизм фиксированной остановки поддонов и вертикальные направляющие для рамок.
2.Установка поп.1,отличэющая- с я тем, что снижатели поддонов и рамок и привод механизма фиксированной остановки поддонов сблокированы с приводом пе- демошеммя конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железобетонных изделий | 1973 |
|
SU478726A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ТЕРМОФОРМАХ | 1972 |
|
SU339409A1 |
| Технологическая линия изготовления кирпича | 1980 |
|
SU952607A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ БЕТОННЫХ | 2017 |
|
RU2672288C1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |
| Поточная линия | 1975 |
|
SU590142A1 |

Изобретение может быть использовано в промышленности строительных материалов Цель изобретения - повышение произ- ьодительности. Установка содержит кснеейер, например рольганг, с приводом шагового перемещения форм, выполненных из поддонов и съемных боотов-рамок. Поддоны соединены друг с другом выступами и ответными вырезами в виде лагточкина хвоста На раме установки размещены снижа- тсль поддонов, снижатель рамок с узлом сборки форм, бетоноукладчик с виброуплот- няющими элементами, наклонные направляющие для распалубки форм, пакетировщик-наполнитель рамок и штабе- лер-накопитемь поддонов с издетиями. Над конвейером размещена линия возврата пакетов рамок и поддонов с автоматическим захватом. Снижатели рамок и поддонов и привод механизма фиксированной остановки поддонов сблокированы с приводом шагового перемещения поддонов и форм на конвейере таким образом, что весь цикл сборки формы, бетонирования и распалубки изделий осуществляется в автоматическом режиме 1 я п. ф-лы, 4 ил In С
(U6CS91
A.
Ifфиг. 2
Вид А
Риг.З
U-i
17
A.
чд
Р
П
ri
w
№
IL
Видб
18
| Установка для изготовления железобетонных изделий | 1973 |
|
SU478726A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
